Mechanical Engineering and Technology
Vol.07 No.01(2018), Article ID:23391,11
pages
10.12677/MET.2018.71001
Research on Tightening Torque Control and Test of Screw Joint Bolts
Yanli Xiong*, Di Wu, Erhan Hai, Fan Zhang, Yunfei Deng
China Academy of Launch Vehicle Technology R & D Center, Beijing
*通讯作者。
Received: Dec. 20th, 2017; accepted: Jan. 5th, 2018; published: Jan. 12th, 2018

ABSTRACT
In this paper, the tightening moments of regular and MJ screw joint bolts were researched by means of tensile force rate test. The tightening moment of regular and MJ screw joint bolts with identical diameter could be the same. But the tightening moment should increase in case locknut is used. However, it decreased as the diameter increased. The test methods and results could be the important reference for research and the engineering application.
Keywords:Screw Joint Bolts, Tightening Moment, Pre-Tightening Force
螺纹紧固件拧紧力矩控制与试验研究
熊艳丽*,吴迪,海尔瀚,张帆,邓云飞
中国运载火箭技术研究院研究发展中心,北京

收稿日期:2017年12月20日;录用日期:2018年1月5日;发布日期:2018年1月12日

摘 要
采用拉力比试验方法,对航天航空飞行器结构产品常用普通螺纹紧固件和MJ螺纹紧固件拧紧力矩进行了试验研究。试验结果表明,相同直径的普通螺纹紧固件与MJ螺纹紧固件可采用相同的拧紧力矩,但自锁螺母应用时需增加拧紧力矩值,但随着紧固件直径增大,自锁螺母对拧紧力矩的影响减小。试验方法和试验结果可以为课题研究和工程应用提供重要参考。
关键词 :螺纹紧固件,拧紧力矩,预紧力

Copyright © 2018 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
螺纹紧固件是航天航空飞行器结构中用量最多、最为基础的一类标准件,装配过程中螺纹紧固件拧紧力矩的准确控制对确保飞行器产品质量具有重要的意义。由于拧紧力矩具有较大的离散性,本文采用拉力比试验方法,对飞行器结构产品用不同类型螺纹的非自锁与自锁紧固件进行了力矩控制与试验研究。
2. 螺纹紧固件拧紧理论及方法
航天航空飞行器结构紧固件一般具有强度、刚度、防松、密封和抗腐蚀、耐高低温等特性要求,通常有两种类型:
一是密封类的紧固件,是密封结构中不可缺少的零件,通过拧紧力矩的作用使结构满足密封设计要求;
二是承力紧固件,包括受拉、受剪,以及拉剪混合结构用螺纹紧固件。
目前航天航空飞行器结构用螺纹紧固件通常参照表1所示标准执行,表中标准一般为螺栓不动,通过定力矩扳手拧紧螺母的方式施加拧紧力矩,这也是实际装配操作过程中简单、便捷的方式。
对于理想的特定螺纹连接副,当摩擦系数确定后,扭矩系数也唯一确定,扭矩范围也就确定了,但实际装配过程中,拧紧力矩施加的离散度较大,受到材料特性、支撑面摩擦系数、螺纹接触面摩擦系数、支承面的有效半径、拧紧速度、环境温度等因素影响,因此扭矩系数不能简单地从摩擦系数推算,即通过测量摩擦系数的方法计算拧紧力矩是不准确的,必须进行试验测量 [1] 。螺纹紧固件的拧紧力矩约有50%用于克服螺母(或螺栓头)支承面的摩擦,螺纹摩擦所损耗的力矩约占拧紧力矩的45%~50%,产生螺栓预紧力的力矩仅占拧紧力矩的10%~20%左右 [2] 。预紧力的施加方法通常有扭矩法、扭矩转角法、屈服点控制法和螺栓伸长量控制法 [3] [4] 。
3. 拧紧力矩试验研究
3.1. 试验研究用螺纹紧固件
螺纹紧固件拧紧力矩试验选用了M螺纹六角螺栓和MJ螺纹六角螺栓,均分别配普通螺母和自锁螺

Table 1. The standards of tightening torque for screw joint bolts in aero craft
表1. 飞行器结构用螺纹紧固件拧紧力矩执行标准
母,紧固件类别见表2所示。
3.2. 试验方法与装置
3.2.1. 试验研究原理
利用拉力试验机,通过专用夹具固定,定力矩扳手施加力矩,测试螺栓的紧固轴力,直至紧固件破坏,测试螺栓拉力-夹头位移(螺栓伸长)曲线,确定屈服拉力、拉坏力、拉力比 [5] 。
e = Q/G;
σs = G/A;
σb = F/A;
其中e——拉力比;
A——螺杆受拉面积;
Q——紧固轴力(预紧力);
G——平均屈服拉力;
F——平均拉坏力;
σs——屈服强度;
σb——抗拉强度;
d——螺纹公称直径。
不同材料紧固件其合适的拉力比需要经过试验得出,前期对30CrMnSiA紧固件试验研究表明拉力比e以0.20~0.30为宜,也即预紧力为螺栓材料屈服拉力的20%~30%之间。有文献给出高锁螺母拧断时高锁螺栓内部产生的预紧力约为材料强度极限的17%~26% [6] 。
3.2.2. 试验方法与试验装置
1) 优选螺栓与螺母
螺栓与螺母的配合精度不同,对测值影响很大。为减小分散度和离散度,必须严格优选配对螺栓和螺母。手动旋合螺栓与螺母(都不润滑),合格件是手拧螺母轻松,普通螺母可轻松旋合到螺栓的螺尾,自锁螺母可轻松旋合到收口;不合格件是手拧螺母太紧,中途卡住。合格件才能用于试验。
2) 测硬度
Table 2. The list of screw joint bolts for testing
表2. 试验用螺纹紧固件列表
用HR--150A型洛氏硬度机测硬度,每个螺栓、螺母、平垫,各测3点,算平均值。由于紧固件材料均为30CrMnSiA,名义屈服强度880 MPa,名义抗拉强度1100 MPa,名义洛氏硬度36 HRC。
分组统计测硬度的平均值、标准差与分散度,并按国家标准GB/T1172-1999,查出硬度对应的抗拉强度。
3) 试件润滑
紧固件润滑状态对拧紧力矩有重要影响,如采用润滑状态,需对各螺纹、螺母支撑面及平垫的两面都进行润滑。
4) 试验装置与试验
本试验研制专用试验装置,试验研究装置原理见图1所示,并针对不同规格紧固件设计研制专用夹具。
将紧固件装入夹具,夹具联试验机,试验设备分别为WAW-Y500型电子万能试验机,拉压力量程500 KN,WDW-100A型电子万能试验机,拉压力量程100 KN。螺栓穿过夹具和垫片,旋合螺母,在螺母刚接触垫片时,在螺母的支撑面到螺栓的螺尾之间至少有3扣完整螺纹,同时螺杆伸出螺母上面有1扣完整螺纹,扳手固定螺栓头,不固定平垫,拧螺母,达到要求扭矩时,螺母不能拧到螺栓的螺尾。本试验采用了一种实际装配工艺可行的定力矩安装方式,即用扳手固定螺栓头,不固定平垫,用定力矩扳手多次拧螺母,直到达到预定力矩值。拧螺母的速度对测试结果也有影响,以尽量无冲击、匀速手转扳手拧螺母,每次4秒转96˚(对应国家标准GB/T16823.3—1997的第6.3条规定—扳拧速度以4 r/min为宜),太快或太慢都影响试验结果 [2] 。
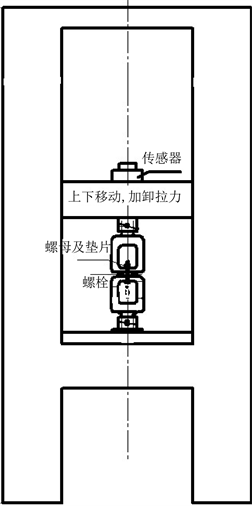
Figure 1. The schematic diagram of tester
图1. 螺纹紧固件拧紧力矩试验装置原理图
在螺栓连接后,未加扭矩前,螺栓不受力时,试验机测力清零。施加紧固扭矩达到预定扭矩值,用试验机测螺栓的紧固轴力。每套紧固件试验组合,按照预定的扭矩进行分级施加,从小到大,顺序实验,各做1次,分别测螺栓的紧固轴力,最后用试验机拉坏,按规定速度加拉力,用计算机自动测螺栓拉力-夹头位移(螺栓伸长)曲线,计算屈服拉力、拉坏力、拉力比。
4. 试验结果分析
4.1. 润滑状态对紧固轴力的影响
对36组HB1-103-6X34紧固件,施加相同的拧紧力矩(6 N∙m),每组试验件重复试验3次,每种润滑状态试验件6组,测得紧固轴力统计结果见表3。
从上表可以看出紧固件有无润滑对紧固轴力有重大影响。试验结果还表明,在装配时无润滑剂,紧固轴力随装配次数的增加呈现减小趋势;在装配时有润滑剂,紧固轴力随装配次数的增加而增加。因此,对同一套螺纹紧固件,在多次装卸使用时,要严格控制紧固轴力。
4.2. 螺纹紧固件标准拧紧力矩优选试验研究
根据经验公式设定初始标准拧紧力矩值,并按照表4进行试验,每种类型规格紧固件选择20套进行试验,试验结果见图2~图6所示。
从图中可以看出,在相同的拧紧力矩下,相同直径的MJ螺纹紧固件通常较M螺纹紧固件紧固轴力偏小,自锁螺母由于受紧固件制造精度等外界因素影响较大,紧固轴力的变化没有规律可循。通过对标
Table 3. The forces’ results in different greasing substance
表3. 不同润滑状态紧固轴力试验统计结果
Table 4. The size scales of tightening torque
表4. 拧紧力矩分级情况
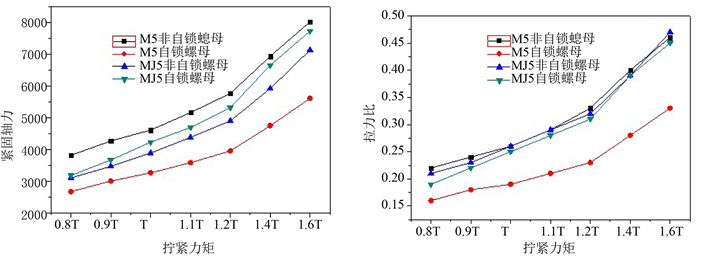
Figure 2. The curves of Q, e and tightening torque for screw joint bolts (φ5)
图2. φ5螺纹紧固件紧固轴力、拉力比与拧紧力矩的关系曲线
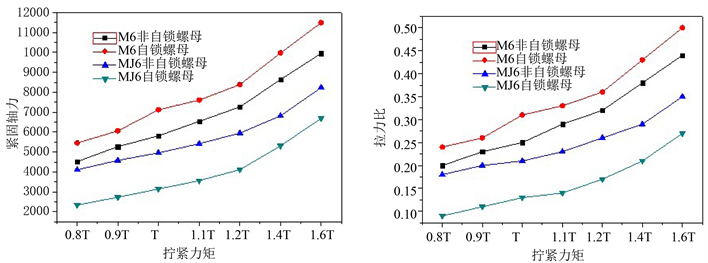
Figure 3. The curves of Q, e and tightening torque for screw joint bolts (φ6)
图3. φ6螺纹紧固件紧固轴力、拉力比与拧紧力矩的关系曲线
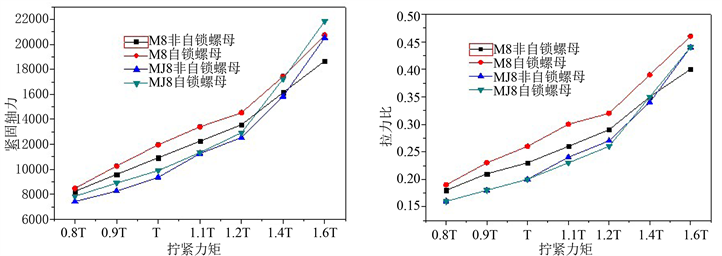
Figure 4. The curves of Q, e and tightening torque for screw joint bolts (φ8)
图4. φ8螺纹紧固件紧固轴力、拉力比与拧紧力矩的关系曲线
准拧紧力矩下不同直径紧固件的拉力比比较发现,普通螺纹紧固件的拉力比值均在0.2~0.3之间,但是自锁紧固件存在较大偏差,特别是ϕ5普通螺纹自锁螺母与ϕ6 MJ螺纹自锁螺母,见图7所示,因此对其标准拧紧力矩进行了修正。

Figure 5. The curves of Q, e and tightening torque for screw joint bolts (φ10)
图5. φ10螺纹紧固件紧固轴力、拉力比与拧紧力矩的关系曲线
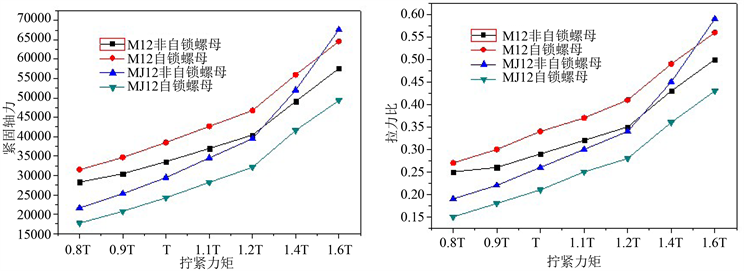
Figure 6. The curves of Q, e and tightening torque for screw joint bolts (φ12)
图6. φ12螺纹紧固件紧固轴力、拉力比与拧紧力矩的关系曲线
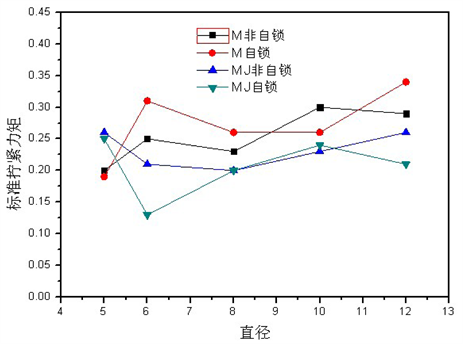
Figure 7. The tightening torque compare for different kinds of screw joint bolts
图7. 试验标准拧紧力矩条件下不同类型紧固件比较
通过对普通螺纹自锁紧固件和MJ螺纹自锁紧固件在标准拧紧力矩下的测试结果,即拉力比与螺纹直径数据进行线性拟合,分别确定ϕ5普通螺纹自锁和ϕ6 MJ螺纹自锁紧固件的修正标准拧紧力矩,分别为4.1 N·m与8.4 N·m,见图8。
4.3. 螺纹紧固件拧紧力矩试验结果分析
按照修正的标准拧紧力矩分别按照0.8T、0.9T、T、1.1T和1.2T共5个级别进行紧固轴力、屈服拉力与拉坏力测试,共得到400组试验数据,2000个紧固轴力数据,统计结果见表5。
图9为拧紧力矩与拉力比曲线图,由图可检经过修正后进行试验,拧紧力矩与拉力比基本呈线性增加趋势,且除MJ12自锁紧固件试验存在偏差外,在标准拧紧力矩条件下拉力比均在20%~30%之间,越偏离标准拧紧力矩,拉力比也相应发生偏离。图10为同类型不同直径紧固件拧紧力矩与拉力比曲线。试验结果表明,相同直径的普通螺纹与MJ螺纹紧固件可采用相同的拧紧力矩,但相同直径的自锁紧固件要较非自锁紧固件拧紧力矩偏大,但随着直径增大,拧紧力矩偏差减小,ϕ8及其上直径自锁紧固件与非自锁紧固件可采用相同的拧紧力矩。
综上分析,试验用标准拧紧力矩及其±10%范围内拧紧力矩可推荐用于工程应用,拧紧力矩范围见表6。
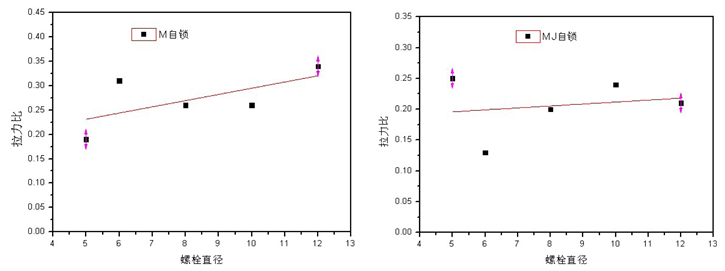
Figure 8. The correction of tightening torque
图8. 标准拧紧力矩修正
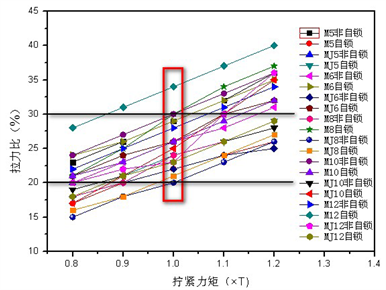
Figure 9. The curves of tightening torque and e
图9. 拧紧力矩与拉力比曲线图
Table 5. The tests’ results of correct tightening torque
表5. 修正后拧紧力矩试验结果
注:(1) (2)螺栓未屈服,根据实测硬度估算屈服强度与抗拉强度。
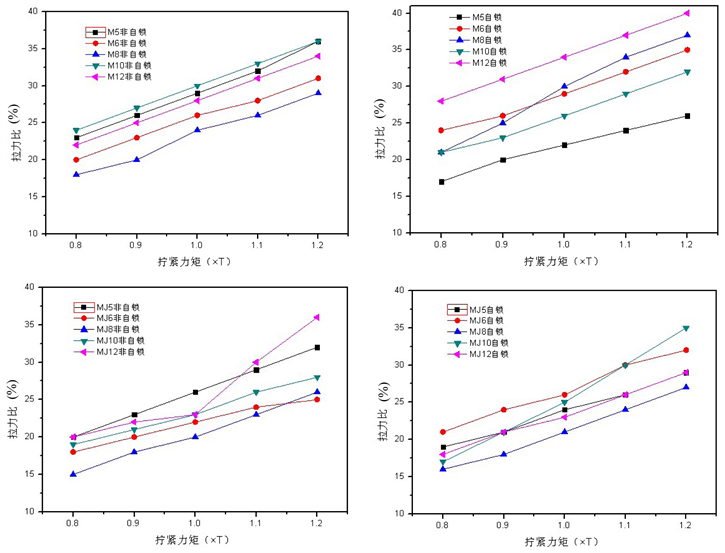
Figure 10. The curves of tightening torque and e for screw joint bolts with different diameters
图10. 同类型不同直径紧固件拧紧力矩与拉力比曲线
Table 6. The commend applied ranges for tightening torque
表6. 推荐工程应用拧紧力矩范围
5. 结论
适当的拧紧力矩所得到的预紧力对结构产品的静强度、疲劳强度有重要影响,试验采用的拧紧力矩控制方法与实际装配工艺结合紧密,具有实际操作可行性,试验结果已用于相关结构产品力学特性研究与试验样件研制。螺纹紧固件的定力矩控制,是飞行器结构产品研制过程中一项重要的量化工作,随着材料工艺技术水平的进步,拧紧力矩的控制还需结合紧固件材料类型、夹持结构材料类型,以及结构产品力学与功能特性要求、装配工艺可行性等方面,持续加强飞行器定力矩量化控制技术研究。
文章引用
熊艳丽,吴迪,海尔瀚,张帆,邓云飞. 螺纹紧固件拧紧力矩控制与试验研究
Research on Tightening Torque Control and Test of Screw Joint Bolts[J]. 机械工程与技术, 2018, 07(01): 1-11. http://dx.doi.org/10.12677/MET.2018.71001
参考文献 (References)
- 1. 陈亭志. 螺纹紧固件拧紧扭矩的确定方法研究[J]. 武汉职业技术学院学报, 2013, 12(1): 102-105.
- 2. 张和平, 王晓斌, 莫易敏, 等. 拧紧速度对螺纹转矩系数的影响分析[J]. 武汉理工大学学报, 2014, 38(4): 860- 863.
- 3. 熊云奇, 卢海波. 螺纹紧固件拧紧工艺技术及发展趋势[J]. 装备维修技术, 2008(2): 10-13.
- 4. 孙小炎, 等. 航天紧固件实用手册[M]. 北京: 国防工业出版社, 2006.
- 5. 郭历伦, 陈忠富, 罗景润. 多螺栓连接结构预紧力实验研究[J]. 2016, 38(6): 1205-1210.
- 6. 黄金昌, 王晓冬. 复合材料夹层连接螺栓拧紧力矩试验研究[J]. 飞机设计, 2009, 29(2): 32-35.