Journal of Advances in Physical Chemistry
Vol.2 No.1(2013), Article ID:9462,5 pages DOI:10.12677/JAPC.2013.21001
Advance of Wastewater Electrohydrolysis for Simultaneous Hydrogen Production and Pollution Removal Based on Water Electrolysis Development
School of Chemical Engineering, Dalian University of Technology, Dalian
Email: *chmawv@yahoo.com
Received: Jan. 6th, 2013; revised: Jan. 28th, 2013; accepted: Feb. 7th, 2013
ABSTRACT:
Simultaneous hydrogen production and pollution abatement from wastewater by electrohydrolysis technology was discussed combining with the current research development of the water electrolysis for hydrogen formation, aimed at analyzing the energy consumption structure. The influences of the electrode form, wastewater types on hydrogen formation and energy efficiency were reviewed in this study. Moreover, the design and improvement of electrode materials and electrolyzers based on different wastewater types are prospected in this paper.
Keywords: Wastewater; Electrohydrolysis; Hydrogen; Energy Consumption; Electrode Material; Electrolyzer
从电解水技术发展探讨污水电解制氢同时去除污染的前景
马 伟*,程子洪,吕腾飞,宋小燕,李欣欣,刘友海
大连理工大学化工学部,大连
Email: *chmawv@yahoo.com
摘 要:
结合电解水制氢的技术研究现状和发展,针对能耗的结构构成分析,讨论了电解水制氢技术在污水电解方面的发展,主要针对电极形式、污水类型进行了综述和总结;对根据污水的类型进行针对性的电极材料和电解槽的设计和完善进行了展望。
收稿日期:2013年1月6日;修回日期:2013年1月28日;录用日期:2013年2月7日
关键词:污水;电解;氢气;能耗;电极材料;电解槽
1. 引言
传统的能源伴随着温室气体在内的各种污染物的排放,而氢能因释放能量的同时产生水被广泛的重视,并且氢在化工行业也具有广阔的应用前景。当前制氢主要是通过碳氢化合物的转化,利用乙醇、甲酸等生物发酵制氢。传统的水电解制氢因其小型化、模块化等优点仍然在工业中备受重视。其中工业上的天然气转化主要的消耗定额(1立方米纯度99.99%的氢气)为原料天然气0.48 m3,燃料天然气0.12 m3,锅炉给水1.7 kg,电耗0.2 kW∙h,单耗1.3元;利用甲醇转化制氢,原料甲醇0.65 kg,原料脱盐水0.38 kg,燃料天然气(96.9%)电耗0.4 kW∙h,成本为2.5元;电解水需要原料水0.82 kg,电耗5.5 kW∙h,单耗为5~6元。从中可以看出制氢的主要问题是能源效率低导致成本高,制氢的成本80%是来自电耗,要想提高电解法竞争能力必须降低平衡电压。为此,目前在电解槽的改进、电解循环液和添加剂等方面的研究较多,同时也出现了利用污水制氢,以期达到产生清洁氢能的同时消除或降低污染物的浓度[1,2]。
本文主要结合电解水的技术发展和污水电解研究现状,分析能耗构成,对完善污水电解制氢进行技术探讨和展望。
2. 电解制氢的研究与开发
2.1. 电解槽
从1902年就已经出现的400多个工业电解槽,到1948年Zdnask和Lonza制造的第一台槽压式水电解槽,归纳起来主要有3种不同形式的电解槽,分别是碱性电解槽、聚合物电解槽和固体氧化物电解槽,而固体氧化物电解槽的电解效率可以提高到90%以至于100%[2]。
2.1.1. 碱性电解槽[2-4]
碱性电解槽采用隔膜将电解池分为两个室,利用金属或合金作为电极分布在两个室内,电解液是浓度为20%~30%(wt)的氢氧化钾溶液,工作液的温度为70℃~100℃,压力100~3000 kPa,主要的反应是水的分解。为了减少电解液的电阻,目前工业上采用的都是双极式电解槽,双极式电解槽是对传统的单极式电解槽的改进和完善,电解槽结构相对紧凑,如图1所示。尽管增加了设计和加工的复杂性,但目前更强调电解的能量转换效率,并且随着新的电解隔膜材料的应用和电极材料的改进和完善,构建零间距(ZERO-GAP,图2所示)电解槽,即采用多孔电极直接贴在膜的两侧,电流效率可以达到70%~80%。最近发现电极材料采用镍、钴等合金方面取得了较大的进展。
2.1.2. 聚合物电解槽(PEM)[2,5,6]
PEM是基于离子交换技术的高效电解槽,第一台PEM是由美国通用电气公司在1966年研制的,其示

Figure 1. Diagram of bipolar electrolyzer
图1. 双极式电解槽示意图
意图如图3所示。质子交换膜通常与电极催化剂形成一体化的结构,以多孔的催化剂架构的电极紧贴在膜的表面,薄膜由全氟磺酸组成,包含有SO3H,水分子在阳极的作用下被分解成氧和H+,而SO3H很容易被分解成 和H+,H+和水分子结合形成H3O+,在电场作用下通过薄膜到达阴极,在阴极生成氢气。PEM不需要电解液,只需纯水,比碱性电解槽安全可靠。由于具有较高的质子传递性,PEM可以在较高的电流下工作,增大了电解效率,其能量转换效率在85%以上,而且随着PEM和电极催化材料的研究,PEM的成本会大大的降低。
和H+,H+和水分子结合形成H3O+,在电场作用下通过薄膜到达阴极,在阴极生成氢气。PEM不需要电解液,只需纯水,比碱性电解槽安全可靠。由于具有较高的质子传递性,PEM可以在较高的电流下工作,增大了电解效率,其能量转换效率在85%以上,而且随着PEM和电极催化材料的研究,PEM的成本会大大的降低。
2.1.3. 固体氧化物电解槽[2,7,8]
固体氧化物电解槽是从1972年开始发展起来的,基本原理如图4所示:高温水蒸气进入管状的电解槽,中间是致密的电解质层,两边为多孔的氢电极和氧电极,电解质主要的作用是传递氧离子或质子。因此,一般要求电解质要有较高的离子导电率和可以忽略电子的电导,而电极采用多孔的形式以便利于气体的

Figure 2. Diagram of zero-gap electrolyzer
图2. 零距离电解槽示意图

Figure 3. Diagram of PEM
图3. 聚合物膜电解槽示意图


Figure 4. Diagram of solid oxide electrolyzer
图4. 固体氧化物电解槽
扩散和传输。在内部的负极水被分解成氢气和氧离子,而氧离子通过固体电解质(如ZrO2)到达外部阳极生成氧气。电流效率可以达到90%以上。
从热力学上分析可以看出(图5所示),电解需要的△G随温度升高而降低。在100℃,△G在整个过程所需要的能量△H中占93%,而在1000℃时只有72%。随着△G的降低,水的分解电压也随着温度的升高而降低。从动力学的角度,高的操作温度可以减少电极极化,加快电极反应速率,也使阴极和阳极的过电位显著降低从而有效减少了电解过程的能量损失,目前实验室中采用固体氧化物电解槽测试电解制氢的电解效率接近100%[8]。
3. 电解制氢的能耗
电解过程的实质是将一次能源转化为能源载体的过程,因此在评价总效率时,应该把所有的电解一次能源考虑进去。因此,电解制氢总能源Q总描述为:
 (
(![]() 表示直接用于电解的热能,
表示直接用于电解的热能,![]() 表示用于发电的热能)
表示用于发电的热能)
若不考虑电解过程中热和电的损耗,则制氢的理论总效率![]() ,表示为:
,表示为:
 (式中
(式中 )
)
对于电解能耗的计算:
产氢量与产能计算:
产氢能量转换效率: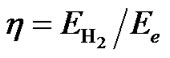
溶液中电解过程需要的最小功是构成电池反应能量变化的△G,即理想电压为Ee,则有:
对于电解水而言:

反应焓
反应熵

水的理论分解电压为1.23 V,而实际电压为理论电压的1.5~2.0倍,为此为了增加导电能力和降低过电压,采用加速电解液循环和添加剂等来降低过电位,以及制造3.2 MPa压力下工作的水电解制氢设备。
更多的是采取改善阳极反应来降低能耗,美国通用电气公司曾研究将CO通入阳极以与阳极析出的氧气反应生成CO2,作为反极化剂,以使氧气的分压降低到极小量(10−12~10−20)。按此思路最近提出煤粉电化学催化氧化电解水制氢,能耗比常规的电解水降低了一半。如图6所示[9]。
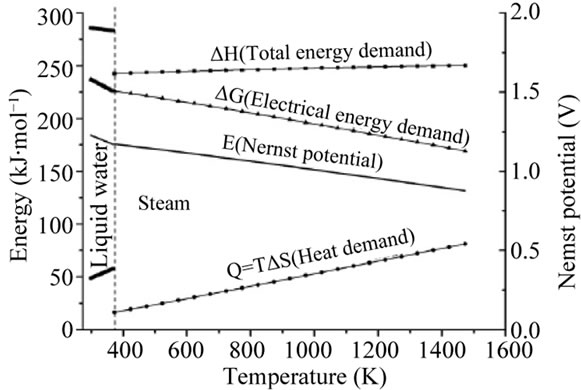
Figure 5. Curve: energy demand of high temperature steam electrolysis
图5. 高温水蒸气电解能量需求图
Figure 6. Diagram of water electrolysis process
图6. 水电解生产过程
为此,注意到降低氧气分压或增加氢气的分压,其实降低了平衡电压,改变电解制氢的能耗;进一步是改变了阳极的反应,降低反应吉布斯焓变。
简单的改变阳极反应是利用可溶性的电极如铁和铝:
阳极:
阴极:
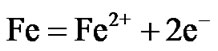
土耳其的Fikret Kargi研究组[10]近年利用了可溶性电极铁和铝与不溶性的石墨对COD为10,000 mg/L,总固含量为5000 mg/L,pH = 6.9,电导率为1500 μs/cm的废水进行了电解研究。同时与水的电解进行了比较,并计算了TOC与产氢的转化率。利用图7的装置,实验结果见表1所示。
可见采用可溶性的阳极改变阳极反应的效果比较明显,与电解水相比能耗有所降低,其中铝电极的效果更好。
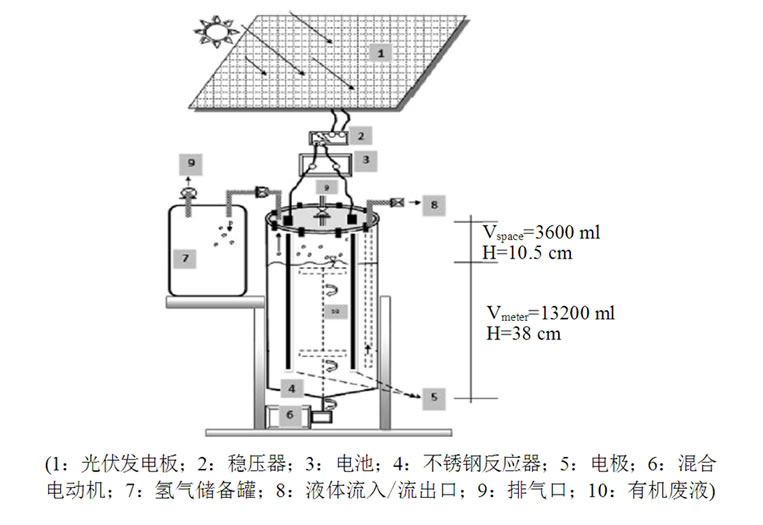
Figure 7. A schematic diagram of the experimental set up used for hydrogen gas production from wastewater using photovoltaic cells
图7. 利用光伏电池废水制氢的实验装置图
Table 1. System resulting data of hydrogen production, conversion rate of TOC and energy efficiency of water and wastewater by different electrodes
表1. 不同电极处理水和废水的产氢量、TOC转化率以及能量效率实验结果
4. 污水电解制氢同时去除污染
Fikret Kargi研究组[10]利用可溶性的阳极铝对不同类型废水进行研究,其主要的研究思路的示意图描述如图8所示。废水类型主要有垃圾渗透液、橄榄油废水、干酪废水,结果见表2所示[11-14]。
可以看出电流效率都比较高,达到了75%以上,而污染物的去除效果与废水的组成有关,厌氧污泥泥浆、垃圾渗透液的COD去除率可以达到75%以上,干酪废水却只有22%。
除了上述采取改善阳极反应来降低能耗等方法进行污水电解制氢外,最近韩国和美国的学者采用不溶性阳极对市政污水电化学处理同时产氢进行了研究[15],江菊元等人[16]在隔膜体系中研究利用金刚石膜电极对氰化物废水氧化降解的同时阴极制氢进行了实验,考察了利用燃料电池回收氢能,可以实现节能20%。但是利用隔膜体系处理结果如图9所示(利用控
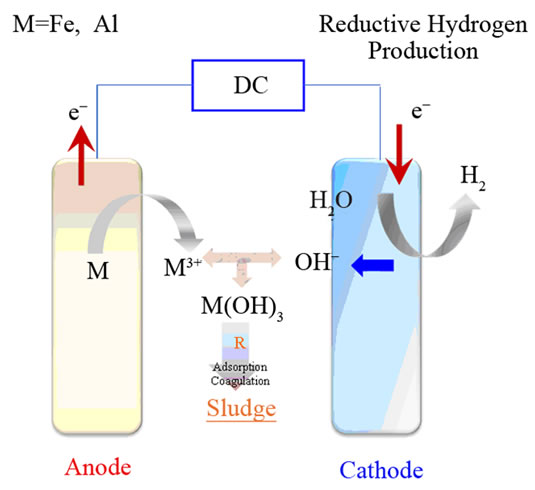
Figure 8. An electrolytic experiment schematic diagram of soluble aluminum electrode
图8. 可溶性铝电极电解实验示意图
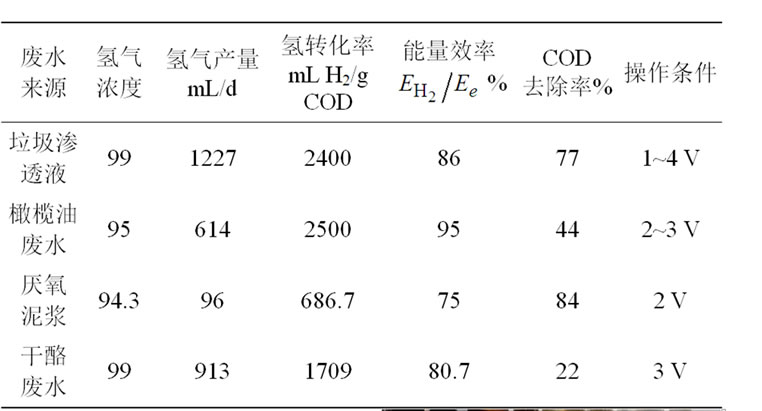
Table 2. System resulting data of hydrogen production through different types of wastewater electrolysis by soluble aluminum electrode
表2. 可溶性阳极铝对不同类型污水电解制氢实验结果
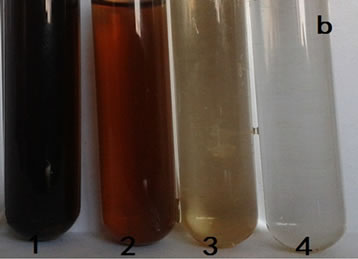

(1) 11999.6 mg/L (0 h); (2) 5999.3 mg/L (168 h); (3) 887.9 mg/L (312 h); (4) 113.2 mg/L (336 h)
Figure 9. Diagrams of (a) Membrane pollution of high concentration organic wastewater treatment by electrochemical oxidation under 5 V; (b) The change of COD of wastewater with time by electric catalytic degradation under 5 V
图9. (a) 5 V电压条件下电化学氧化处理高浓度有机废水膜污染 (b) 5 V电压条件下电催化降解废水COD随时间的变化
制电位电解法(BE)处理苯酚污水的膜污染情况)。
可见虽然控制5 V电压条件下将有机废水的COD含量从12,000 mg/L降至100 mg/L是可以实现的(图9(b)),但膜污染严重(图9(a)),无疑增加了换膜的运行成本。为此,提出了一种无隔膜的污水电解制氢的装置和方法[17],主要依据苯酚逐步氧化,通过催化剂控制阳极的析氧反应和其他气体的析出,来实现氢气高纯度的收集,氢气纯度达到96%以上,非隔膜体系苯酚降解处理结果如图10所示,苯酚在一定时间内基本降解完成。
复旦大学的武培怡课题组[18]也报道了利用甲酸溶液电解制氢。
阳极:
总反应: ;
;

实验证明与电解水相比能耗有所降低。
Jack R. Ambler等[19]和Adriaan W. Jeremiasse等[20]也对微生物电解催化反应制氢进行了系列研究,主要思路如图11所示。国内也有诸多研究,其优势是建立新的氧化–还原反应,通过对Gibbs和迁移电子数目的变化的分析,能达到较低的平衡电压,从而实现节能效果。以乙酸和水反应释放的电子和阴极质子结合释放氢气的过程为例。
阳极:
阴极:
外加电压为250 mV,生产1立方米的氢气电耗为0.6 kW∙h,相当于1 mol氢耗电量为0.2 mol氢能(122 kJ/kg),而电解水则需要电耗为4.5~5 kW∙h/m3,相当于1.5~1.7 mol氢能。
 (a)
(a)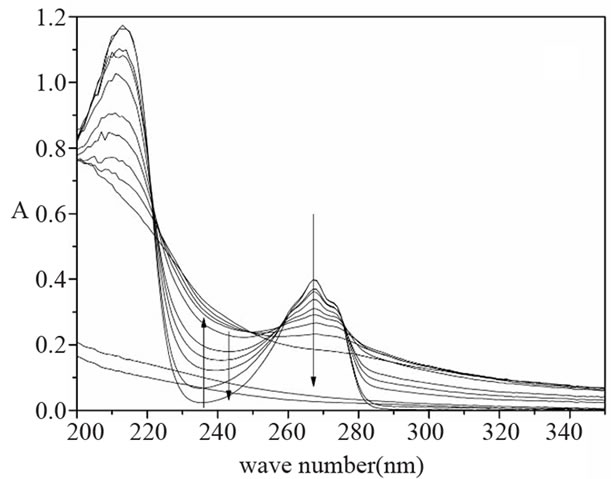 (b)
(b)
Figure 10. The UV spectra of phenol electrohydrolysis in non-diaphragm system. (a) Sodium sulfate electrolyte; (b) Sodium chloride electrolyte
图10. 非隔膜体系中苯酚降解UV光谱。(a) 硫酸钠为电解质;(b) 氯化钠为电解质

Figure 11. An experiment schematic diagram for hydrogen gas production by microbial electrolytic catalytic
图 11. 微生物电解催化反应制氢实验示意图
5. 结论与展望
从目前的研究可以看出,碱性电解槽产氢的能量转化效率在70%~80%,高温固体氧化电解槽能量转化效率高,但显然不适合污水。
对于污水电解法制氢,利用传统电解槽的研究已有较多的报道,为了避免隔膜的污染问题对电解装置的改造目前取得了较大的进展。采用可溶性阳极处理污水同时产氢的能量转化效率与污染去除的协同效果受污水类型的影响较大,难生物降解和高盐量的垃圾渗透液污水要好于食品等有机污水。尽管利用铝阳极会产生大量的沉淀污泥和有可能带入铝离子进入水体,但从污染物的去除率而言也是好于铁阳极。
考虑到太阳能和风能的利用以及燃料电池的技术发展,电解污水随着新能源工业化的应用,具有一定的发展空间。
而从能源需求来看,从电化学系统的热力学分析可知平衡电位差 ,即反应的吉布斯自由能变和电子迁移数起主要作用。根据不同的水质构建不同的阳极反应是降低产氢能耗的一个趋势,同时考虑强化阴极析氢反应。对于反应器的设计结合污水特点,尤其是对于难降解的高浓度有机污水,采用无隔膜技术比较合适,降低投资成本。
,即反应的吉布斯自由能变和电子迁移数起主要作用。根据不同的水质构建不同的阳极反应是降低产氢能耗的一个趋势,同时考虑强化阴极析氢反应。对于反应器的设计结合污水特点,尤其是对于难降解的高浓度有机污水,采用无隔膜技术比较合适,降低投资成本。
另一方面,工业生产要求一定的产氢和有机物降解速率,是由其反应动力学决定的。因此进一步强化污水电解反应,建立新的反应体系并强化动力学机制,实现电解降解有机物耦合制氢是一个具有潜力的研究方向。
6. 致谢
该研究由国家“863”(2012AA06A115)提供资助。
参考文献 (References)
[1] C. C. Vǎduva, N. Vaszilcsin, A. Kellenberger, et al. Catalytic enhancement of hydrogen evolution reaction on copper in the presence of benzylamine. International Journal of Hydrogen Energy, 2011, 36: 6994-7001.
[2] 倪萌, M. K. H. Leung and K. Sumathy. 电解水制氢技术进展[J]. 能源环境保护, 2004, 18(5): 5-10.
[3] G. S. Tasic, S. P. Maslovara, D. L. Zugic, et al. Characterization of the Ni-Mo catalyst formed in situ during hydrogen generation from alkaline water electrolysis. International Journal of Hydrogen Energy, 2011, 36: 11588-11595.
[4] I. Herraiz-Cardona, E. Ortega, L. Vázquez-Gómez, et al. Electrochemical characterization of a NiCo/Zn cathode for hydrogen generation. International Journal of Hydrogen Energy, 2011, 36: 11578-11587.
[5] H. Ito, T. Maeda, A. Nakano, et al. Properties of Nafion membranes under PEM water, electrolysis conditions. International Journal of Hydrogen Energy, 2011, 36: 10527-10540.
[6] S. Sawada, T. Yamaki, T. Maeno, et al. Solid polymer electrolyte water electrolysis systems for hydrogen production based on our newly developed membranes, Part I: Analysis of voltage-current characteristics. Progress in Nuclear Energy, 2008, 50: 443-448.
[7] J. Udagawa, P. Aguiar and N. P. Brandon. Hydrogen production through steam electrolysis: Control strategies for a athode-supported intermediate temperature solid oxide electrolysis cell. Journal of Power Sources, 2008, 180: 354-364.
[8] B. Yu, W. Q. Zhang, J. M. Xu, et al. Status and research of highly efficient hydrogen production through high temperature steam electrolysis at INET. International Journal of Hydrogen Energy, 2010, 35(7): 2829-2835.
[9] 李琼玖, 王建华, 李德宽等. 水电解制氢技术的进展及其在煤制甲醇中的应用[J]. 中外能源, 2008, 13: 35-43.
[10] F. Kargi. Comparison of different electrodes in hydrogen gas production from electrohydrolysis of wastewater organics using photovoltaic cells (PVC). International Journal of Hydrogen Energy, 2011, 36: 3450-3456.
[11] F. Kargi, E. C. Catalkaya. Electrohydrolysis of landfill leachate organics for hydrogen gas production and COD removal. International Journal of Hydrogen Energy, 2011, 36: 8252-8260.
[12] F. Kargi, E. C. Catalkaya. Hydrogen gas production from olive mill wastewater by electrohydrolysis with simultaneous COD removal. International Journal of Hydrogen Energy, 2011, 36: 3457-3464.
[13] F. Kargi, E. C. Catalkaya and S. Uzuncar. Hydrogen gas production from waste anaerobic sludge by electrohydrolysis: Effects of applied DC voltage. International Journal of Hydrogen Energy, 2011, 36: 2049-2056.
[14] F. Kargi, S. Uzuncar. Simultaneous hydrogen gas formation and COD removal from cheese whey wastewater by electrohydrolysis. International Journal of Hydrogen Energy, 2012, 37: 11656- 11665.
[15] H. Park , K.-H. Choo, H.-S. Park, et al. Electrochemical oxidation and microfiltration of municipal wastewater with simultaneous hydrogen production: Influence of organic and particulate matter. Chemical Engineering Journal, 2013, 215-216: 802-810.
[16] J. Y. Jiang, J. L. Hu, M. X. Cui, et al. Integration of hydrogen production and waste heat recovery in electrochemical wastewater treatment. Renewable Energy, 2012, 43: 179-182.
[17] 马伟, 程子洪, 张星等. 一种废水处理同时制氢的装置和方法[P]. 中国专利: 201110331982.9, 2012-11-7.
[18] W. L. Guo, L. Li, L. L. Li, et al. Hydrogen production via electrolysis of aqueous formic acid solutions. International Journal of Hydrogen Energy, 2011, 36: 9415-9419.
[19] J. R. Ambler, B. E. Logan. Evaluation of stainless steel cathodes and a bicarbonate buffer for hydrogen production in microbial electrolysis cells using a new method for measuring gas production. International Journal of Hydrogen Energy, 2011, 36: 160- 166.
[20] A. W. Jeremiasse, J. Bergsma, J. M. Kleijn, et al. Performance of metal alloys as hydrogen evolution reaction catalysts in a microbial electrolysis cell. International Journal of Hydrogen Energy, 2011, 36: 10482-10489.
NOTES
*通讯作者。