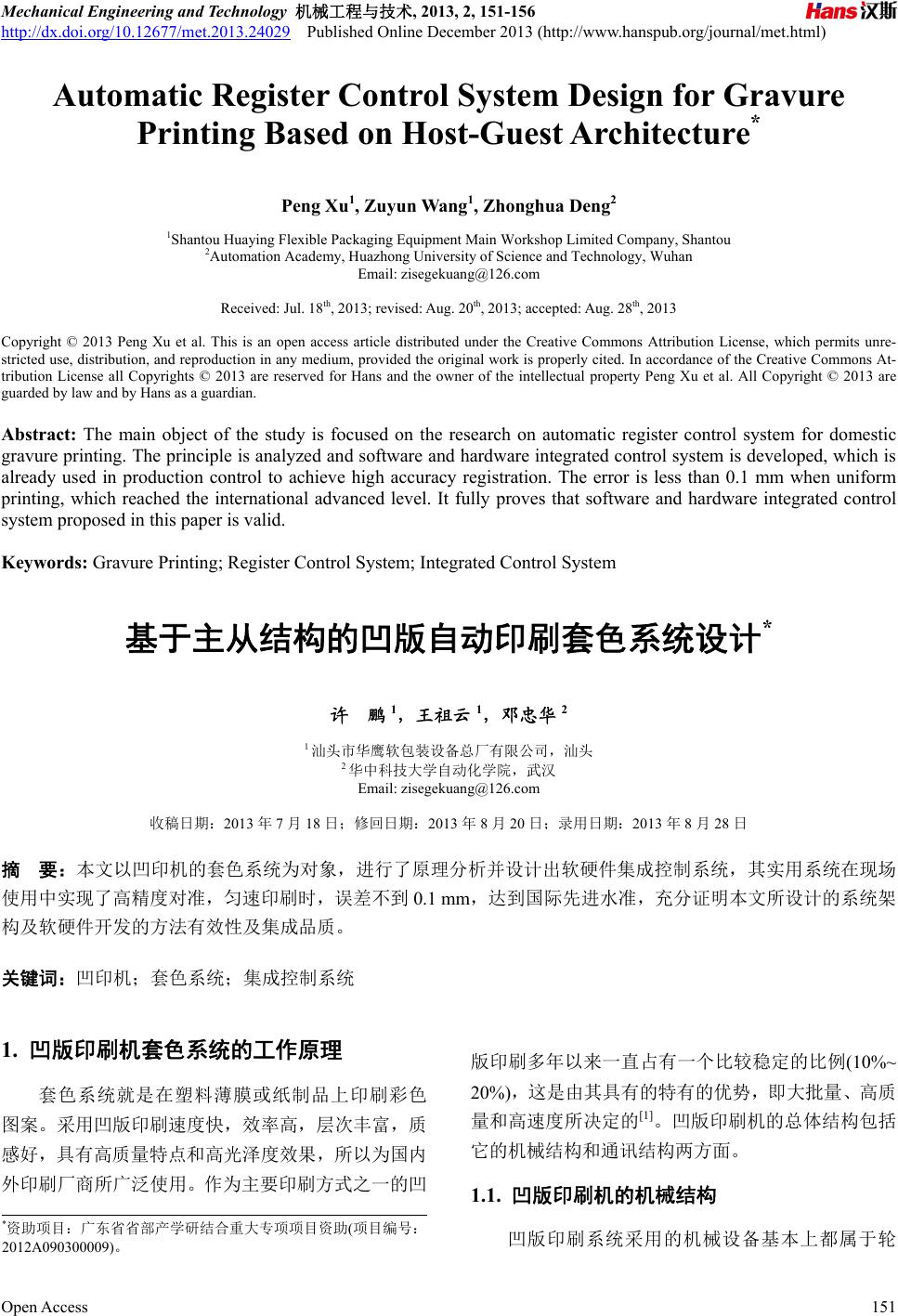
 Mechanical Engineering and Technology 机械工程与技术, 2013, 2, 151-156 http://dx.doi.org/10.12677/met.2013.24029 Published Online December 2013 (http://www.hanspub.org/journal/met.html) Automatic Register Control System Design for Gravure Printing Based on Host-Guest Architecture* Peng Xu1, Zuyun Wang1, Zhonghua Deng2 1Shantou Huaying Flexible Packaging Equipment Main Workshop Limited Company, Shantou 2Automation Academy, Huazhong University of Science and Technology, Wuhan Email: zisegekuang@126.com Received: Jul. 18th, 2013; revised: Aug. 20th, 2013; accepted: Aug. 28th, 2013 Copyright © 2013 Peng Xu et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unre- stricted use, distribution, and reproduction in any medium, provided the original work is properly cited. In accordance of the Creative Commons At- tribution License all Copyrights © 2013 are reserved for Hans and the owner of the intellectual property Peng Xu et al. All Copyright © 2013 are guarded by law and by Hans as a guardian. Abstract: The main object of the study is focused on the research on automatic register control system for domestic gravure printing. The principle is analyzed and software and hardware integrated control system is developed, which is already used in production control to achieve high accuracy registration. The error is less than 0.1 mm when uniform printing, which reached the international advanced level. It fully proves that software and hardware integrated control system proposed in this paper is valid. Keywords: Gravure Printing; Register Control System; Integrated Control System 基于主从结构的凹版自动印刷套色系统设计* 许 鹏1,王祖云 1,邓忠华 2 1汕头市华鹰软包装设备总厂有限公司,汕头 2华中科技大学自动化学院,武汉 Email: zisegekuang@126.com 收稿日期:2013 年7月18 日;修回日期:2013 年8月20 日;录用日期:2013 年8月28 日 摘 要:本文以凹印机的套色系统为对象,进行了原理分析并设计出软硬件集成控制系统,其实用系统在现场 使用中实现了高精度对准,匀速印刷时,误差不到 0.1 mm,达到国际先进水准,充分证明本文所设计的系统架 构及软硬件开发的方法有效性及集成品质。 关键词:凹印机;套色系统;集成控制系统 1. 凹版印刷机套色系统的工作原理 套色系统就是在塑料薄膜或纸制品上印刷彩色 图案。采用凹版印刷速度快,效率高,层次丰富,质 感好,具有高质量特点和高光泽度效果,所以为国内 外印刷厂商所广泛使用。作为主要印刷方式之一的凹 版印刷多年以来一直占有一个比较稳定的比例(10%~ 20%),这是由其具有的特有的优势,即大批量、高质 量和高速度所决定的[1]。凹版印刷机的总体结构包括 它的机械结构和通讯结构两方面。 1.1. 凹版印刷机的机械结构 *资助项目:广东省省部产学研结合重大专项项目资助(项目编号: 2012A090300009)。 凹版印刷系统采用的机械设备基本上都属于轮 Open Access 151  基于主从结构的凹版自动印刷套色系统设计 转结构,印料以一定的速度穿过版辊连续运行,其机 械结构由放卷、印刷、收卷三部分组成,系统结构如 图1所示(以四色为例,分别为黄、红、蓝、黑),显 示了整个凹版印刷生产线的印刷过程,目前大部分套 印机是采用补偿辊改变导纸距离的方式。印刷机由放 卷机放卷开始运行,印刷薄膜依次经过各印刷单元, 进行各色的印刷,再进入各色的烘箱烘干,最后由收 卷机进行收卷[2]。 放卷部分包括张力系统、同速滚筒组成;印刷部 分包括电动压滚系统,传墨系统和套准系统组成;收 卷部分包括张力控制系统、无机调速系统以及同速滚 筒和分切结构等组成。生产过程为:放卷→张力控制 →第一色印刷→千燥→第二色印刷…第 n色印刷→干 燥→同速辊拉印→收卷。 1.2. 凹版印刷机的通讯结构 本系统采用主从式网络结构来实现自动套色控 制,总体上系统可以分为主控机(工控机)和局部套色 控制单元(控制单元盒)两部分。其示意图见图 2。图中 CAN 总线作为通信手段,负责主控计算机与各局部控 制单元的信息交互,来协调控制各局部单元的运转。 主控计算机位于系统的中心,通过插入主控计算 机ISA 插槽的ISA 总线 CAN 卡与各个局部套色单元 相连,是整个系统的核心,可以通过 CAN 总线局域 网与各局部控制器进行数据交换,并根据套色偏差和 套色控制模型,实现对局部套色单元之间的协调控制 和状态监测,完成系统初始化、参数设置、套色显示、 套色控制、印前对版以及系统状态显示等功能。主控 进料 出料 套印误差 修正辊1 烘箱1 油墨槽2 印版辊2 色标传 感器1 第一色(黄色) 码盘 色标传 感器3 色标传 感器2 第四色(黑色) 第三色(蓝色)第二色(红色) 烘箱4 烘箱3烘箱2 套印误差 修正辊3 套印误差 修正辊2 油墨槽4 印版辊4 油墨槽3 印版辊3 油墨槽1 印版辊1 Figure 1. The mechanical structure diagram of gravure printing 图1. 凹印机机械结构框图 工控机(主机) CAN收发器 CAN控制器 套色控制器 ISA总线CAN卡 CAN总线 第一个控制单元盒 CAN收发器 CAN控制器 套色控制器 CAN收发器 CAN控制器 套色控制器 ISA 插槽 第二个控制单元盒 第N个控制单元盒 Figure 2. The structure diagram of system communication 图2. 系统通讯结构框图 Open Access 152  基于主从结构的凹版自动印刷套色系统设计 机负责全局套色控制,局部单元和主控机相互通信, 实现更加精确的套色控制。 局部套色控制单元实现局部控制,是一个相对独 立的伺服控制系统,由运动控制器、步进电机驱动器、 丝杆机构,光电眼以及电机和编码器等组成。各色套 准控制单元由与丝杆机构相连的步进电机直接控制, 局部控制器可以接收色标传感器信号和编码器脉冲 信号,并实现对步进电机的控制,完成色标判断、套 色偏差计算、套色控制和偏差故障显示等功能。局部 套色控制单元是由一个个具有驱动能力的相对独立 的伺服控制单元,除了第一色局部套色控制单元外, 其余各局部套色控制单元均有色标传感器检测套色 偏差,将偏差反馈到局部套色控制单元,进行套色偏 差修正,实现局部套色控制。每个局部套色控制单元 又由主控机来实现统一协调控制,因此系统既可以实 现总轴方式下的局部套色控制印刷,也可以实现整个 系统的灵活高效的全局控制印刷。 1.3. 套色系统的工作原理 在套色单元控制盒中,旋转编码器随着交流变频 驱动电机一起旋转,发出连续脉冲信号。每个印刷版 辊后都安装有一个色标传感器,可以检测到印品上的 色标,把检测到的信号输入到控制器,由软件比较分 析、运算、逻辑判断后,计算机根据套印偏差的大小, 来改变调节辊的上下位置,从而改变色组之间的料 长,实现准确的套色[3,4]。 凹版印刷自动套色控制系统的组成主要由工业 PC 机(主控计算机)、单元控制盒(控制芯片为87C196 KC 单片机)、Mark 线光电自动检测系统、光电编码器、 波门产生电路、修正电机驱动电路和液晶显示系统等 部分组成。 1.3.1. Mark线光电自动检测系统 凹印机自动套色系统中最为关键的部分为套印 误差的检测,它直接关系到套色的精度,为了准确地 测出相邻两色套印误差,必须要有一种套印误差检测 的方案。 在彩色套印过程中,目前尚无法在图案上直接测 出各色的印刷误差,国内外均采用间接检测方法,是 靠印刷在承印物上的色标标志线来间接地检测套色 误差。 1.3.2. 编码脉冲的形成 将光电编码器(PG)安装在印刷机的传动主轴上 [5],随着传动系统的运行,编码器产生连续的脉冲信 号。由于编码器与印版滚筒是同时旋转的,所以编码 器输出的脉冲信号同时可以反映印版辊的位置信号。 因为一种颜色的一幅图案只有一根Mark 线,而 Mark 线相对图案的位置也是固定的,所以在确定印刷机的 统一零位后(系统的统一零位由编码器输出的 C相脉 冲产生),便可通过改变编码器输出的脉冲个数来选择 所要观测的一组Mark线。 套印误差的测量就是根据光电编码器(PG)的脉 冲数来测量的,具体的测量过程如下。设版辊直径为 D,版辊每转一圈光电编码器输出的脉冲个数为 M, 则版辊周长为 π*LD ,每个脉冲走的长度为 (mm/ pulse)为π LD M M 。实际测量相邻 Mark 线(20 mm) 的脉冲数为 N,则可计算出相邻 Mark 线经过双光点 眼实际走过的长度为 *πN SND M ,然后与标准 长度 20 mm 比较,得到检测的套色误差,经过一定的 控制算法和驱动电路后驱动电机作相应的纠偏调整, 达到套准的目的。 2. 套色系统的硬件设计 系统硬件电路设计采用主从结构,由 N个 80C196KC 单片机控制单元盒(本例中 N = 3,为四套 色印刷机)为从机、PC 机为主机构成主从式分布系统, 通讯采用 CAN 总线标准接口,每个单片机系统能独 立的完成相邻两色的套印,同时与上位机保持联络, 将数据、状态传送上位机。控制主机为工业控制机, 从机为套色控制子系统,每个子系统控制一个套色单 元,控制电路的设计为套色控制子系统[6]。 控制系统是自动套色控制系统的重要组成部分, 采用 Intel 公司生产的MCS-96 系列的单片机 87C196 KC 为控制处理芯片。通讯采用 CAN 总线方式,设计 为主从结构,主机为工业控制计算机,下位机为 87C196KC。主要对检测到的套准脉冲信号进行计算、 分析和处理、显示等并将信号输送到执行机构改变各 色机构的调节机构的位置,以便减小和消除套色误 差。包括工业 PC 机和彩色显示器(或触摸屏)。控制部 分安装在标准工业控制架内[7]。 Open Access 153 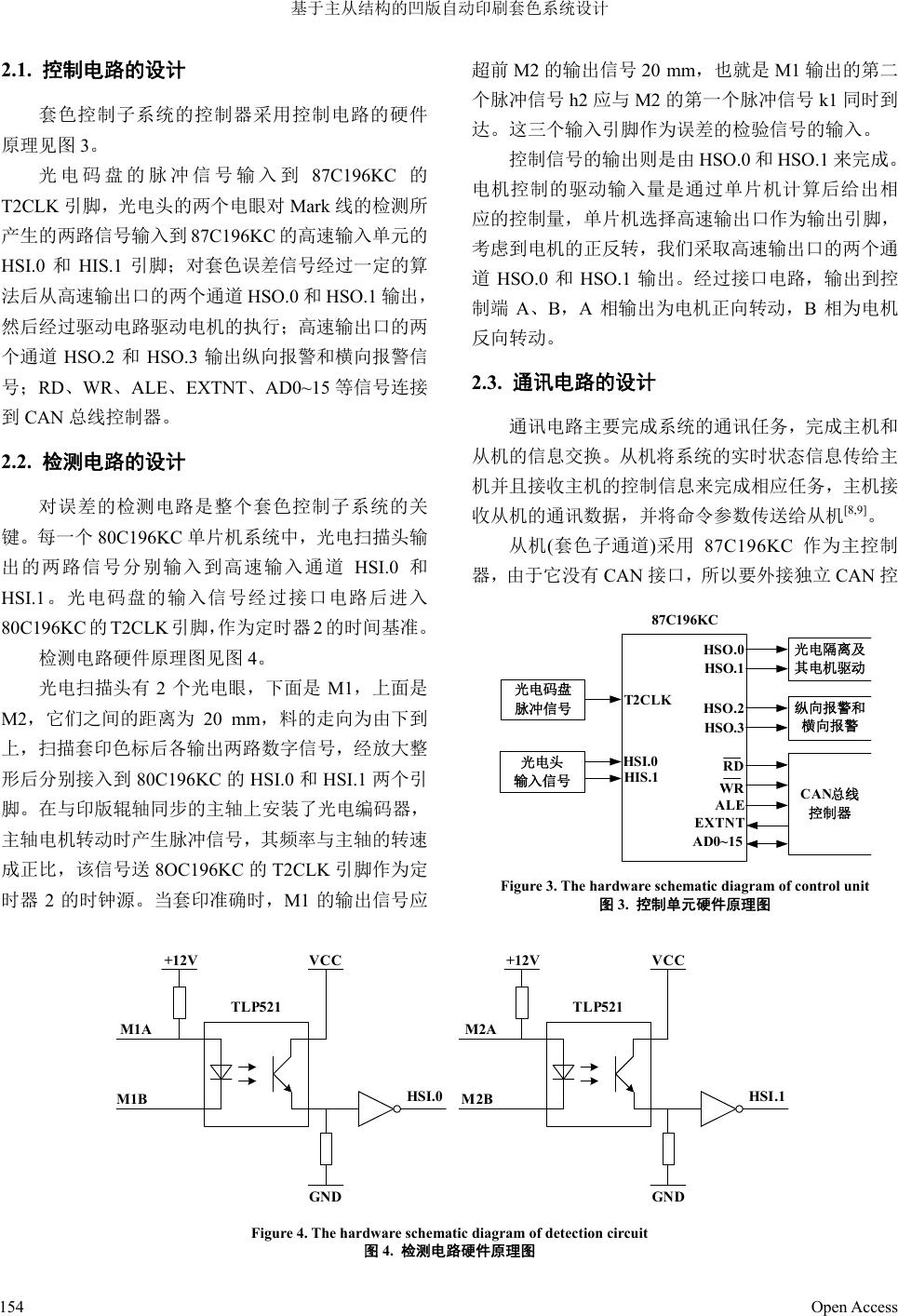 基于主从结构的凹版自动印刷套色系统设计 2.1. 控制电路的设计 套色控制子系统的控制器采用控制电路的硬件 原理见图3。 光电码盘的脉冲信号输入到 87C196KC 的 T2CLK 引脚,光电头的两个电眼对Mark线的检测所 产生的两路信号输入到87C196KC 的高速输入单元的 HSI.0和HIS.1引脚;对套色误差信号经过一定的算 法后从高速输出口的两个通道HSO.0 和HSO.1 输出, 然后经过驱动电路驱动电机的执行;高速输出口的两 个通道 HSO.2 和HSO.3 输出纵向报警和横向报警信 号;RD、WR、ALE、EXTNT、AD0~15 等信号连接 到CAN总线控制器。 2.2. 检测电路的设计 对误差的检测电路是整个套色控制子系统的关 键。每一个 80C196KC 单片机系统中,光电扫描头输 出的两路信号分别输入到高速输入通道 HSI.0 和 HSI.1。光电码盘的输入信号经过接口电路后进入 80C196KC 的T2CLK 引脚,作为定时器2的时间基准。 检测电路硬件原理图见图 4。 光电扫描头有 2个光电眼,下面是 M1,上面是 M2,它们之间的距离为20 mm,料的走向为由下到 上,扫描套印色标后各输出两路数字信号,经放大整 形后分别接入到80C196KC 的HSI.0 和HSI.1 两个引 脚。在与印版辊轴同步的主轴上安装了光电编码器, 主轴电机转动时产生脉冲信号,其频率与主轴的转速 成正比,该信号送8OC196KC 的T2CLK引脚作为定 时器 2的时钟源。当套印准确时,M1的输出信号应 超前 M2的输出信号 20 mm,也就是M1输出的第二 个脉冲信号h2 应与 M2 的第一个脉冲信号 k1同时到 达。这三个输入引脚作为误差的检验信号的输入。 控制信号的输出则是由 HSO.0 和HSO.1 来完成。 电机控制的驱动输入量是通过单片机计算后给出相 应的控制量,单片机选择高速输出口作为输出引脚, 考虑到电机的正反转,我们采取高速输出口的两个通 道HSO.0 和HSO.1 输出。经过接口电路,输出到控 制端 A、B,A相输出为电机正向转动,B相为电机 反向转动。 2.3. 通讯电路的设计 通讯电路主要完成系统的通讯任务,完成主机和 从机的信息交换。从机将系统的实时状态信息传给主 机并且接收主机的控制信息来完成相应任务,主机接 收从机的通讯数据,并将命令参数传送给从机[8,9]。 从机(套色子通道)采用 87C196KC 作为主控制 器,由于它没有CAN接口,所以要外接独立CAN 控 ALE EXTNT 87C196KC 光电隔离及 其电机驱动 HSO.0 WR RD T2CLK HIS .1 HS I.0 HSO.1 光电头 输入信号 光电码盘 脉冲信号 纵向报警和 横向报警 HSO.2 HSO.3 CAN总线 控制器 AD0~15 Figure 3. The hardware schematic diagram of control unit 图3. 控制单元硬件原理图 GND +12V VCC HS I . 0 M1A TLP521 GND +12V VCC HS I.1 TLP521 M1B M2A M2B Figure 4. The hardware schematic diagram of detection circuit 图4. 检测电路硬件原理图 Open Access 154  基于主从结构的凹版自动印刷套色系统设计 制器,本系统选用Philips 公司生产的独立CAN 控制 器SJA1000,再通过 CAN 收发器 PCA82C251 连入 CAN 总线中。CAN 总线驱动器PCA82C251 具有某节 点掉电时不会影响总线正常工作的特点,它还具有高 速(可达 1 Mbps)的特点,显著地提高了系统的通讯速 度。以前利用RS232 时系统的波特率是 9600 bps,目 前CAN总线设置的是250 Kbps,通讯速度是以前的 26 倍左右。 本文中选用SJA1000 作为CAN 控制器。CAN 控 制芯片 SJAl000 是由 PHILIPS 公司生产的应用于汽车 和一般工业环境的独立 CAN 总线控制器,用于移动 目标和一般工业环境中的控制器局域网络(CAN)。其 基本 CAN 模式(BesicCAN)和PCA82C200 兼容。同时, 新增加的增强CAN 模式(PeliCAN)还可支持 CAN2.0B 协议。SJA1000 是一种适用于一般工业环境局域网的 高度集成独立控制器,具有完成高性能的 CAN 通信 协议所要求的全部必要特性。 3. 套色系统的软件设计 3.1. 套色系统软件的功能分析 系统的软件构成分为两个部分,即主机的监控程 序和从机的控制程序。主机为工控机,它的软件开发 采用 C语言;从机为各套色控制单元,主控制器采用 87C196KC 单片机,使用MCS-96 汇编语言,在 MASM96 编译环境中开发。上、下位机通讯采用CAN 总线接口,应用层协议采用自定义的通讯协议。每个 从机子系统(智能控制单元,即套色控制单元盒)能独 立的完成相邻两色的套印,同时每个从机独立与上位 机保持联络,将套印数据、状态实时传送给主机,主 机进行实时监控[10,11]。 套色系统的软件主要完成套色 Mark 线的数据采 集、误差的检验、数字控制算法的实现、驱动信号的 产生、系统报警条件的判断、报警信号的产生,CAN 通讯数据的接收和发送以及对通讯数据的处理等任 务。在自动套色过程中,所有的控制算法和控制命令 是由软件来自动完成的,它主要实现以下几个功能。 1) 对凹印机设备传来的数据进行实时处理 自动纠偏软件能实时处理传感器和状态开关传 来的设备信号,经过纠编算法计算后,发出相应的控 制命令。 2) 实现对纠偏过程全程监控功能 上位机要实现纠偏过程的全程监控和控制参数 的输入。 3) 对纠偏过程中出现的错误实时报警 在纠偏过程中可能会出现各种异常,比如网络连 接断开、设备发生异常和限位开关到等异常,而这些 错误如不及时处理就可能会出现不可预料的后果,所 以在软件系统设计时应考虑自动检测错误并能自动 报警的功能。 上、下位机通讯采用 CAN 总线方式组网,应用 层协议采用自定义的通讯协议。每个智能控制单元能 独立地完成相邻两色的套印,同时每个智能控制单元 独立与上位机保持联络,将套印误差、状态传送上位 机,上位机进行实时监视和发出相应的控制命令。 3.2. 主机软件的功能设计 上位机使用 PC 机作为控制平台,实现整个系统 的管理和监控,上位机软件系统主要完成以下几方面 的功能: 1) 数据的接收与发送; 2) 对所有智能单元盒实现集中控制; 3) 完成智能控制单元的设置; 4) 数据发送模块; 5) 集中控制模块。该模块用于对整个自动纠偏流 程控制,控制纠偏系统的开始、结束,以及各个智能 控制单元的协调工作; 6) 人机交互模块; 7) 监控报警模块。 3.3. 从机软件的功能设计 从机实现的功能主要是实现套色单元的控制任 务和完成与主机的通讯任务,软件要实现三方面的功 能。 1) 套色误差的检测; 2) 控制算法的实现; 3) 在数据收发模块中,将数据、状态等参数按程 序自己定义的应用层协议格式通过 CAN 网络实时传 送给上位机处理,CAN 的通讯速度最大可达1 Mbps。 从机在接收数据后将接收数据递交给控制模块,由控 制模块根据数据判断其数据意义,调用不同的数据处 Open Access 155  基于主从结构的凹版自动印刷套色系统设计 理程序。 3.4. 通讯软件的设计 CAN 总线通讯采用主从方式,主机为工控机,从 机为数据采集卡,总线上可以有多个从机。主机主动 发起通讯,包括向从机写数据或读取数据;从机处于 被动状态,当收到主机写的数据时,则把数据放入相 应的地址存储器中,当收到主机读数据命令时,则把 主机所需数据个数从相应地址发送给上位机。软件设 计主要包括 CAN 控制器的初始化、发送子程序、中 断接收子程序的设计和数据的处理子程序。 4. 总结 本文以凹印机的套色系统为对象,进行了原理分 析并设计出软硬件集成控制系统,在实用现场,电子 轴控制系统的每个色组有一台7.5 kW的安川伺服电 机驱动,采用印版相位调节技术,预套速度快,不到 一分钟即可完成,预套精确,若机械精度足够高,可 以基本无废料(料带裁接废品长度 ≤ 10 m);张力控制 板与电子轴运动控制板实时通讯,张力微小的变化即 可反馈到套色控制系统中去,可以用前馈的方式减小 套准误差,使套色更精确,目前升降速时动态过程, 误差不超过 0.15 mm,匀速印刷时,误差不到 0.1 mm, 精度很高,达到国际先进水准,充分证明本文所设计 的系统架构及软硬件开发的方法有效性及集成品质。 参考文献 (References) [1] 胡亚伟, 袁雄兵 (2012) 凹印机恒张力控制系统的研究. 工 程设计与研究 , 12, 33-36. [2] 谢平凡, 刘曼玲 (2003) 基于 PLC 变频调速的包装印刷自动 套色位置跟踪系统. 长沙铁道学院学报 , 4, 53-57. [3] 邓忠华, 刘建桥, 叶小萌, 等 (2006) 套色印刷系统中基于 DSP 的恒张力控制的研究. 电气传动 , 6, 44-45. [4] 党澎湃, 田健, 王华民, 等 (2000) 全数字凹印机自动套准系 统智能控制研究. 西安理工大学学报 , 3, 306-309. [5] 李娜娜, 安志勇, 陈广秋 (2009) 自动套色系统中误差色标 检测光电传感器的设计与实现. 光电工程 , 6, 141-145. [6] 贾建明, 程跃辉 (1999) 用于凹版套色印刷机的张力自动控 制系统. 自动化与仪表 , 1, 30-32. [7] 陈学珍 (2005) CAN总线及应用. 电气传动自动化 , 5, 51-53. [8] 阳宪惠 (1999) 现场总线技术及其应用. 清华大学出版社, 北京. [9] Zuberi, K.M. and Shin, K.G. (1997) Scheduling messages on controller area network for real-time CIM applications. IEEE Transactions on Robotics and Automation, 13, 310-314. [10] Davenport, D.M. and Hoctor, R.T. (2005) A physical layer for the CAN bus using modulated PLC. Power Line Communica- tions and Its Applications, 5, 176-180. [11] Tindell, K., Bums, A. and Wellings, A.J. (1995) Calculating controller area network (CAN) message response times. Control Engineering Practice, 3, 1163-1169. Open Access 156 |