Material Sciences
Vol.08 No.04(2018), Article ID:24643,8
pages
10.12677/MS.2018.84042
Study on the Process and Properties of Nickel Coated Carbon Fiber Functional Integrated Composites Subtitle as Needed
Qing Tian1, Qingjun Han1, Yan Liu2, Fuqiang Wang2, Chanjuan Xiao1
1TCRRC Qingdao Sifang Co., Ltd., Qingdao Shandong
2The 33rd Institute of China Electronics Technology Group Corporation, Taiyuan Shanxi

Received: Mar. 29th, 2018; accepted: Apr. 21st, 2018; published: Apr. 28th, 2018

ABSTRACT
Carbon fiber was plated with nickel by continuous electroplating method, and nickel carbon fiber cloth was prepared by nickel plated carbon fiber, and nickel carbon fiber composite material was prepared by hot pressing pot with epoxy resin as matrix resin and nickel plated carbon fiber as reinforcing material. The effect of layer design on the mechanical properties and shielding properties of composite hot pressing tank was studied. The appearance of the coating was analyzed by scanning electron microscope. The results showed that after the overlay design after hot pressing the tensile strength of the composite was 898 GPa, A = 5 A/dm2, current density and plating time is 6 min, the nickel coating and carbon fiber with good strength, ply angle of 0˚/90˚/0˚, the layer thickness is 3 mm, the shielding effectiveness of composites 75 - 112 dB (100 kHz - 18 GHz).
Keywords:Layer Design, Nickel Plated Carbon Fiber, Composite, Shielding Performance, Current Density, Current Time
镀镍碳纤维功能一体化复合材料的工艺及 性能研究
田庆1,韩庆军1,刘艳2,王富强2,肖婵娟1
1中国青岛四方机车车辆股份有限公司,山东 青岛
2中国电子科技集团公司第三十三研究所,山西 太原
收稿日期:2018年3月29日;录用日期:2018年4月21日;发布日期:2018年4月28日

摘 要
采用连续电镀法对碳纤维进行镀镍处理,经镀镍碳纤维编制成镀镍碳纤维布,以环氧为基体树脂,镀镍碳纤维为增强材料,利用热压罐制备了镀镍碳纤维一体化复合材料。 研究了复合材料热压罐成型过程铺层设计对复合材料力学性能以及屏蔽性能的影响。通过扫描电子显微镜分析镀层的外观外貌。结果表明:经过铺层设计后热压成型复合材料的拉伸强度为898 GPa,电流密度A = 5 A/dm2、电镀时间为6 min,此时镍镀层与碳纤维结合强度较好,铺层角度为0˚/90˚/0˚,铺层厚度为3 mm时,复合材料的屏蔽效能75~112 dB (100 kHz~18 GHz)。
关键词 :铺层设计,镀镍碳纤维,复合材料,电磁屏蔽,电流密度,电镀时间

Copyright © 2018 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
目前在电磁波防护复合材料方面广泛应用的导电纤维主要有:导电碳纤维、镀金属石墨纤维等 [1] 。其中碳纤维是一种新型高强度、高模量碳素材料,具有密度小、质轻、耐环境性能好、热膨胀系数低、阻燃性能良好、易形成导电网络等优点。同时由碳纤维制备的电磁防护复合材料功能设计性强、系统集成度高、复杂结构件成型简单、力学性能好、便于批量生产,是电磁防护复合材料的一个重要发展方向 [2] 。
美国某公司研制的镀镍碳纤维的电导率已与金属镍本身的导电性基本相当,以此制备的电磁防护复合材料的电磁屏蔽性能较高 [3] 。但是目前镀金属碳纤维电磁防护复合材料电磁屏蔽原理是反射电磁波,不利于解决电磁波引起的电磁干扰和电磁兼容问题,甚至会使电磁干扰问题更为严重,因此,急需开发出价格适中、工艺简单、具有功能一体化碳纤维电磁屏蔽功能一体化复合材料。
热压罐成型工艺是先进复合材料的主要成型方法,在成型过程中罐内形成均匀、稳定的温度场,压力恒定无偏差,成型产品密实,具有较高的力学性能和物理性能,成形性极好。
本文重点研究以T700碳纤维经表面处理后,通过电镀镍制备导电镀镍碳纤维作为电磁屏蔽体,采用热压罐成型制备碳纤维复合材料,以期实现复合材料的一体化功能。
2. 试验部分
2.1. 主要原材料
碳纤维,3K,T700,吉林石化碳纤维厂;镀镍碳纤维布,自制;纯度为99.98的镍块,京达实业有限公司;902型环氧乙烯基酯树脂,济南易盛树脂有限公司;通用型过氧化甲乙酮,江阴市前进化工有限公司;过氧化苯甲酰,泰州市海翔化工有限公司。
2.2. 试验仪器设备及测试标准
热压罐:工作介质:空气,最高工作温度:400℃,储罐压力:3 MPa,规格:1000 × 2000 mm;游标卡尺;拉伸强度:测试标准GB/T 1040-1992;微观形貌观察:AMRAY-1000B扫描电子显微镜;力学性能测试:INSTRON3342型电子万能试验机,电磁屏蔽性能:测试方法 SJ 20524-1995,频率范围:10 kHz~18 GHz,样品尺寸300 mm × 300 mm × 3 mm。(其中电磁屏蔽性能测试仪器:频谱分析仪:MS2726C;信号发生器:HMC-T2240;函发生器:33250A;双脊喇叭天线:SAS;双脊喇叭天线:SAS;频谱分析仪:MS2726C。)
2.3. 镀镍碳纤维的制备
碳纤维经表面处理,将相关溶液、化学试剂按照一定比例配制成电镀溶液,调节pH值,在一定的温度下对碳纤维进行电镀,控制电流密度、时间,将电镀好的镀镍碳纤维用清水反复冲洗,干燥,详细工艺流程见相关文献 [4] 。
2.4. 复合材料的制备
通过计算树脂与镀镍碳纤维的比例,配置一定量环氧树脂;裁取一定量的镀镍碳纤维,通过铺层设计将镀镍碳纤维铺入模具中,刷胶,然后将模具置于热压罐中固化成型,修整边缘待测。
3. 结果与讨论
3.1. 电镀前后碳纤维的形貌对比
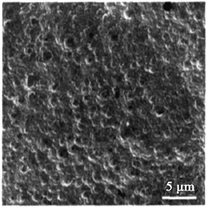
由于金属镍具有良好的导电性能,碳纤维表面金属化镀镍会大大提高碳纤维的导电性能。见图1为电镀前后碳纤维的SEM照片。
由图1(b)可以看出,电镀后碳纤维表面的镍镀层均匀、连续,同时镀层镍碳纤维表面沿着径向分布许多凹槽,可提高碳纤维与基体环树脂之间的界面结合。此外碳纤维经电镀金属镍后导电性能有所提高。有利于屏蔽性能的提高,尤其是由于金属镍具有较好的磁导率 [5] ,所以极大的提高了低频段100 kHz屏蔽效能。经过游标卡尺测量镀层厚度约为1.5 um。
3.2. 施镀时间对镀层的影响
施镀时间是控制镀层厚度的一个主要工艺参数。施镀时间与碳纤维增重率之间的关系如图2所示。
从图2可以看出,随着施镀时间的延长,碳纤维的增重率一直呈上升趋势,但达到一定时问后,增重速率是下降的。这说明随着碳纤维上镍沉积量的增加,碳纤维表面镍的结晶核心变少,因此增重速率下降 [6] 。所以最佳的施镀时间为6 min。
 (a)
(a) 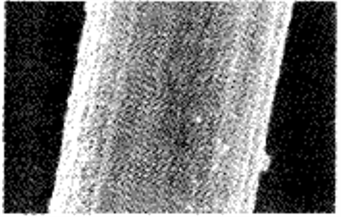 (b)
(b)
Figure 1. SEM photo of carbon fiber before electroplating. (a) Before electroplating; (b) After electroplating
图1. 电镀前后CF的SEM照片。(a) 电镀前;(b) 电镀后
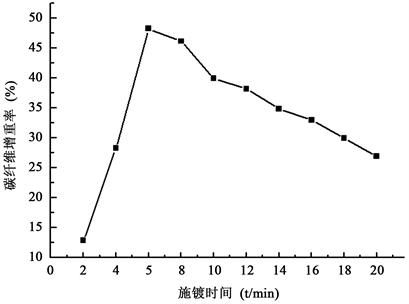
Figure 2. The relationship between the plating time and the weight gain rate of carbon fiber
图2. 施镀时间与碳纤维增重率之间的关系
3.3. 电流密度对镀层的影响
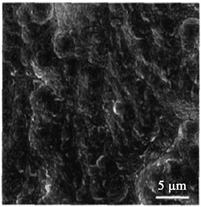
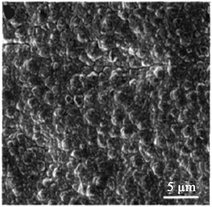
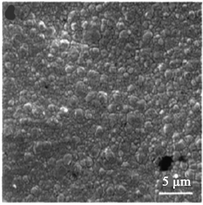
1) 电流密度对镀层形貌的影响
图3为不同电流密度条件下制备镀镍层的表面形貌。不同电流密度下镀镍层的表面粗糙和表面球形颗粒的大小,分布并不相同。在电流密度为1~5 A/dm2时,随着电流密度的增大,镍镀层的表面球形颗粒尺寸和粗糙度逐渐降低,镀层致密性提高;当电流密度大于5 A/dm2时,阴极吸氢加剧,镀液浓差极化增加,导致镀层表面粗糙度的增加,当电流密度达到7 A/dm2时,粗糙度进一步加剧,此时的表面粗糙粗达到最大 [7] 。
2) 电流密度对镀层表面粗糙的影响
图4为电流密度对镀镍层表面粗糙度的影响。由图可见电流密度增大,镀层的表面粗糙度先降低后增加,5 A/dm2时达到最小值粗糙度为0.27 um,7 A/dm2时达到最大值粗糙度为0.69 um这种变化与表面形貌的观察结果相一致(图3)在2 A/dm2的较低电流密度下,阴极反应过电位较低,晶体的形核率也较低,镀层的晶粒尺寸较大,晶粒的较大的镀层表面一般以倾斜的结晶平面为界,表面上的台阶相当高,同时晶粒边界形成“深谷”,从而镀层的表面粗糙度较高 [8] 。随着电流密度的增大,电化学极化增大,阴极反应过电位增高,晶核临界半径尺寸变小,晶体的形核率增加,使晶体的形速度大于生长速度,因而镀层的晶粒尺寸变细,镀层表面粗糙度降低,当电流密度6 A/dm2阴极析氢变的较为严重,阴极/溶液界面处镍离子的反应消耗变快,镀液的浓差极化开始加剧,尽管较快的阴极移动具有一定的搅拌作用,但除氢和去极化效果有限,因而导致镀层结晶粗糙和表面粗糙度的增加,当电流密度达到7 A/dm2这种现象变得更加严重,因此镀层的表面粗糙度继续增加并达到最大值 [9] 。
3.4. 热压罐镀镍碳纤维布铺层设计
热压罐成型法制备的镀镍碳纤维复合材料具有致密 [10] 、力学性能好;但是在热压罐成型过程中为了使镀镍碳纤维复合材料具有突出的综合性能,需要对镀镍碳纤维布进行铺层设计,进一步提高镀镍碳纤维复合材料屏蔽及力学性能。
1) 镀镍碳纤维布角度的铺层设计
由于碳纤维复合材料是一种各向异性严重的不均匀材料,其性能的分析方法要比金属材料复杂的多,所以碳纤维的铺层方向与电磁场的夹角对电磁屏蔽特性有影响,尤其是对低频的电磁屏蔽性能影响较大,
 (a)
(a)
 (b)
(b)
 (c)
(c)
 (d)
(d)
 (e)
(e)
Figure 3. Influence of current density on coating. (a) 1 A/dm2; (b) 3 A/dm2; (c) 4 A/dm2; (d) 5 A/dm2; (e) 7 A/dm2
图3. 电流密度对镀层形貌的影响。(a) 1 A/dm2;(b) 3 A/dm2;(c) 4 A/dm2;(d) 5 A/dm2;(e) 7 A/dm2
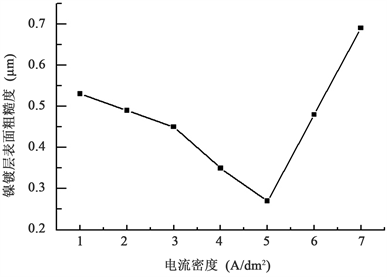
Figure 4. Effect of current density on the surface roughness of nickel coating
图4. 电流密度对镍镀层表面粗糙度的影响
并且还直接影响着复合材料的力学性能,为确保碳纤维复合材料综合性能的铺层的角度设计是一个必不可缺的步骤。不同角度复合材料的性能如表1。
从表1可以看出,随着夹角的增大,对电磁波的反射减小,吸收增加,镀镍碳纤维复合材料的屏蔽较好,并且此种的铺层方式力学性能较优,这与我们的预想及实验一致。所以我们确定了最优的铺层角度为0˚/90˚/0˚。
2) 铺层厚度
表2为不同铺层厚度的镀镍碳纤维布制备的复合材料的性能。

Table 1. Properties of composite materials with different angles
表1. 不同角度复合材料的性能
Table 2. Properties of composite materials with different thickness
表2. 不同厚度复合材料的性能
从表2中可以看出厚度为3 mm时复合材料的综合性能较好,2 mm、4 mm时复合材料的综合性能差于3 mm,这是由于复合材料厚度较小,复合材料的屏蔽性能与厚度有这正比例的关系,厚度越厚屏蔽性能越好,所以2 mm屏蔽性能较差,当复合材料为4 mm时,屏蔽性能较好,但力学性能下降,这是由于纤维与纤维之间的层间强度减小,导致复合材料的力学性能减小,这与我们预期的一致。而厚度为为3 mm时,力学性性能与屏蔽性能最好,镀镍碳纤维功能化最优。
3.5. 力学性能
电流密度为5 A/dm2时,不同镀镍时间的力学性能如表3。
从表3可以看出,随着镀镍时间的延长,复合材料的力学性能有所下降.这是由于镀层金属的存在,使树脂与碳纤维的直接接触面积减小,树脂与碳纤维之间的界面强度更低,所以时间越小,镀层厚度越厚,加剧了力学性能下降 [11] ,这与我们预想的一致。
3.6. 电磁屏蔽性能
1) 电磁屏蔽效能的测试装置
电磁屏蔽效能测量方法,采用图5所示的装置进行测试装置。
采取扫频方式,测量范围为14 kHz~40.00 GHz。扫描间隔带宽为0.01 GHz,计算的指标为屏蔽效能。计算方法如下式所示

式中:P1为测试台中空程时的接收功率;P2为测试台中负载试样的接收功率。
2) 电流密度对屏蔽性能的影响
电流密度为5 A/dm2时,不同镀镍时间复合材料的电磁屏蔽性能如表4。
从表4可以看出,当镀镍时间为6 min时,复合材料的电磁屏蔽性能100 kHz~18 GHz较好,这是由于镀镍时间较短,纤维表面未能镀上金属镍;镀镍时间过长,镀层越厚,但是碳纤维表面的增重率下降,从而影响了复合材料的电磁屏蔽性能 [12] ,这与图4所示一致。
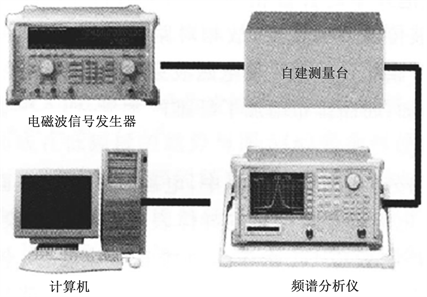
Figure 5. Test device diagram of electromagnetic shielding effectiveness
图5. 电磁屏效能测试装置图
Table 3. Effect of different nickel plating time on the tensile strength of composites
表3. 不同镀镍时间对复合材料拉伸强度的影响
Table 4. Influence of different nickel plating time onelectromagnetic shielding effectiveness of composite materials
表4. 不同镀镍时间对复合材料电磁屏蔽效能的影响
4. 结论
1) 作为一种新型的电磁防护复合材料,镀镍碳纤维复合材料具有良好的力学性能、低频屏蔽性能好的特点。
2) 通过电镀法制备了镀镍碳纤维,以环氧树脂为基体材料通过热压罐制备了镀镍碳纤维功能一体化复合材料,当碳纤维镀镍的施镀时间为6 min,电流密度为5 A/dm2、铺层角度为0˚/90˚/0˚,铺层厚度为3 mm时,复合材料拉伸强度为 898 MPa,在 100 kHz~18 GHz范围内屏蔽效能为75~112 dB。
3) 电磁防护复合材料的力学性能和电磁性能均与碳纤维的各向异性有关,所以在设计、制作电磁防护复合材料结构器件时要注意铺层的顺序、方向以及碳纤维之间的间隙。
4) 由于电镀法制备镀镍碳纤维电磁防护碳纤维复合材料,效率低、成本高,所以为获得效率高、成本较低以及较好屏蔽效能,未来可通过金属转移法制备电磁防护碳纤维复合材料。
文章引用
田 庆,韩庆军,刘 艳,王富强,肖婵娟. 镀镍碳纤维功能一体化复合材料的工艺及性能研究
Study on the Process and Properties of Nickel Coated Carbon Fiber Functional Integrated Composites Subtitle as Needed[J]. 材料科学, 2018, 08(04): 374-381. https://doi.org/10.12677/MS.2018.84042
参考文献
- 1. Kim, M.S., Kim, H.K. and Byun, S.W. PET织物/多聚复合材料的高导电性用于电磁屏蔽[J]. 材料合成, 2002, 126(2/3): 233-239.
- 2. 陈平, 陈辉, 等. 碳纤维复合材料发动机壳体用韧性环氧树脂基体的研究[J]. 复合材料学报, 2002, 19(2): 24-27.
- 3. 陈伟明, 等. 高性能T800碳纤维复合材料树脂基体[J]. 复合材料学报, 2006, 23(4): 29-35.
- 4. 何芳, 黄远, 李浩, 王玉林. ABS/镀镍碳纤维复合材料电磁屏蔽特性研究[J]. 工程塑料应用, 2007, 35(7): 21-24.
- 5. 闫丽丽, 乔妙杰, 雷忆三, 等. 化学镀镍碳纤维/环氧树脂复合材料电磁屏蔽性能[J]. 复合材料学报, 2013, 30(2): 44-49.
- 6. 曹茂盛, 高正娟, 朱静. CNTs/Polyester复合材料的微波吸收特性研究[J]. 材料工程, 2003(2): 34-36.
- 7. 安玉良, 侯青怡, 袁霞, 等. 电镀镍膜催化生长螺旋纳米碳纤维及其电磁性能研究[J]. 功能材料, 2010, 41(增刊): 327-330.
- 8. 周勇, 等. 镀镍碳纤维环氧树脂复合材料的制备及吸波性能研究[D]: [硕士学位论文]. 武汉: 武汉理工大学.
- 9. 张亚, 齐磊, 刘浩, 贺娟. 界面强度对纤维增强复合材料宏观韧性的影响[J]. 中山大学学报: 自然科学, 2008, 47(4): 139-143.
- 10. 孙凯, 李敏, 顾铁卓, 等. 热压罐零吸胶工艺树脂压力在线测试及其变化规律[J]. 复合材料学报, 2010(4): 94-99.
- 11. 靳武刚, 高建军, 等. 碳纤维复合材料弯曲撑杆成型工艺技术[J]. 电子机械工程, 2003(2): 21-26.
- 12. 汝强, 胡社军, 等. 电磁屏蔽理论及屏蔽材料的制备[J]. 包装工程, 2004, 25(5): 21-23.