Advances in Environmental Protection
Vol.
13
No.
02
(
2023
), Article ID:
64482
,
10
pages
10.12677/AEP.2023.132050
EGSB串联AAO-AO处理餐厨垃圾废液的研究
曾兆宇,胡友彪
安徽理工大学,地球与环境学院,安徽 淮南
收稿日期:2023年3月20日;录用日期:2023年4月18日;发布日期:2023年4月25日

摘要
餐厨垃圾废液是餐厨垃圾处理中最重要且复杂的环节。餐厨垃圾废液包含大量油脂、淀粉类有机物,并具有高COD、SS、氨氮、富营养化潜势等特点。选取的EGSB串联A2O-AO工艺,具有操作简单,占地面积小,投入成本低,减少二次污染。EGSB反应器在常温下对餐厨垃圾废液的COD去除率在80%~90%,对SS的去除率在62%~75%。AAO-AO一体化设备对进水废液COD的去除率在89.75%~93.13之间,对进水废液NH3-N的去除率在92.51%~97.34%之间,对进水废液TN的去除率在91.42%~97.75%之间,对进水废液TP的去除率在87.50%~98.25%之间。最终出水满足《污水排入城镇下水道水质标准》(GB/T 31962-2015)。
关键词
餐厨垃圾渗滤液,EGSB,A2O-AO

Study on EGSB Series AAO-AO Treatment of Kitchen Garbage Waste Liquid
Zhaoyu Zeng, Youbiao Hu
School of Earth and Environment, Anhui University of Science and Technology, Huainan Anhui
Received: Mar. 20th, 2023; accepted: Apr. 18th, 2023; published: Apr. 25th, 2023

ABSTRACT
Kitchen waste water is the most important and complex part of food waste disposal. The kitchen waste water contains a large amount of fat, starch organic matter, and has the characteristics of high COD, SS, ammonia nitrogen and eutrophication potential. The selected EGSB tandem A2O-AO process has simple operation, small footprint, low input cost and reduced secondary pollution. The COD removal rate of kitchen waste water reached 80%~90% and 62%~75% of SS in EGSB reactor at room temperature. The removal rate of COD of influent waste water was between 89.75% and 93.13%, the removal rate of NH3-N of influent waste water was between 92.51% and 97.34%, the removal rate of influent waste water TN was between 91.42% and 97.75%, and the removal rate of influent waste water TP was between 87.50% and 98.25%. All of these indicators could meet “Wastewater Quality Standards for Discharge to Municipal Sewers” (GB/T 31962-2015).
Keywords:Kitchen Waste Leachate, EGSB, A2O-AO

Copyright © 2023 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 工程背景及概述
1.1. 设计背景
随着时代的发展,国家的倡导,人类环保意识也越来越高 [1] ,近年来伴随着生活水平的提高,餐饮行业愈发繁荣,随之带来的餐厨垃圾也逐年扩增。餐厨垃圾因其成分复杂,目前的处理模式还是比较单一,甚至处理工艺依旧难以突破。垃圾只是放错地方的资源 [2] ,也同样适用于餐厨垃圾,对于餐厨垃圾的可遵循:
(一) 有利于发展循环经济,推动建设资源节约型和环境友好型社会,餐厨垃圾也是一种不合理的资源,有机物质含量高。
(二) 切实保障食品安全和人的健康,通过对餐厨垃圾进行无害化处理,可以有效地减少地沟油的产生 [3] ,有效防止有害物质从源头进入市场,为保证食品安全奠定基础。
(三) 餐厨垃圾集中处理设施作为生活垃圾的一部分,其直接影响城市形象。建设现代化的餐厨垃圾收集、运输和处理工程,对于改善城市的居住环境、功能和面貌,具有重要意义。
(四) 建设餐厨垃圾处理厂,既可以有效地节约土地资源,消除对环境的二次污染,保护市政设施和周围的水体,又可以消除餐厨垃圾乱倾倒、乱收购的现象。
1.2. 设计规模
合肥市长丰县某小型餐厨垃圾处理中心,属于试运行项目,占地约120 m2,设计日处理餐厨垃圾废液5 t。前期处理餐厨垃圾量较少,后期将逐渐扩大规模,能为未来餐厨垃圾小型化处理提供参考研究价值。
1.3. 餐厨垃圾废液来源及主要特性

Table 1. The basic characteristics of kitchen waste
表1. 餐厨垃圾主要特征
收集的餐厨垃圾主要来源于周围几个居民区,每个居民区均实行垃圾分类制度,并配有垃圾分导专员协助居民进行垃圾分类。餐厨垃圾通过餐厨垃圾运输车直接运送到餐厨垃圾处理站。
从居民区收集的餐厨垃圾成分复杂,多为菜叶 [4] ,剩饭,碎肉屑,果皮,骨头 [5] 等。不同地区因饮食习惯差异,所产生的餐厨垃圾也有较大差异。根据在合肥市长丰县所在区域,对餐厨垃圾的主要特性进行测定,所得结果见表1。
该小型餐厨垃圾处理厂所产生的餐厨垃圾废液来源主要分为三种,见表2。
Table 2. Main composition of kitchen waste leachate
表2. 餐厨垃圾废液主要来源
1.4. 设计目标及参数
餐厨垃圾渗滤液处理系统的进、出水设计指标见表3。
Table 3. Design influent and effluent indices of food waste leachate treatment system
表3. 餐厨垃圾渗滤液设计进、出水指标
2. 工艺流程与设计参数
从表1中可知,餐厨垃圾的总固体含量(TS)平均为14%,再经由压滤冲洗后,最终产生的废液TS约为7%,属于低固化状态 [6] ,再结合本项目的实际需求,即处理废液量少,产生的少量气体无需回收的特点,选取EGSB反应器用于预处理后废液的厌氧消化。由表3可知:COD/TN = 10 > 8,TP/BOD5 = 0.05 < 0.06,可选取A2O工艺,它具有建设、运营成本低,处理负荷量大的优点。针对餐厨垃圾渗滤液污染物难度高的特点,为保证生化系统不受破坏,在A2O基础上串联AO形成A2O-AO。最终采取EGSB/A2O-AO复合工艺处理餐厨垃圾渗滤液。
综合工艺及设备的选取
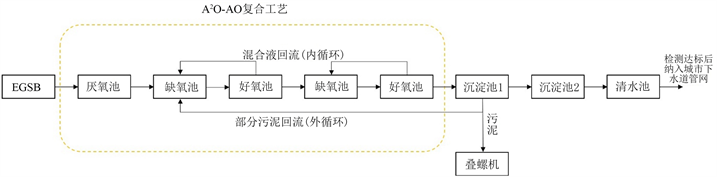
Figure 1. Process of biological treatment for food waste leachate
图1. 餐厨垃圾渗滤液的生物处理工艺
本项目餐厨垃圾废液的处理包括EGSB,A2O-AO一体化设备,具体工艺见图1。
所需设备见表4。
Table 4. Main equipment and parameters of kitchen waste leachate disposal process
表4. 餐厨垃圾压滤液处理工艺的主要设备及参数
3. 餐厨垃圾废液的处理
3.1. EGSB反应器选取与启动
EGSB具有较高的高径比和占地面积小 [7] ,是在传统UASB反应器基础上开发的第三代高效厌氧反应器,除兼具UASB反应器的优点外还具有抗冲击负荷能力强,高水力负荷和高产气负荷,厌氧反应速率快,运行稳定等优点 [8] 。EGSB反应器是在UASB反应器基础上研制的第三代高效厌氧反应器。除了EGSB采用较高的液体表面上升流速和回流之外,EGSB反应器在结构形式、污泥形态等方面与UASB反应器非常相似。UASB反应器是目前运用最广泛的厌氧反应器,其工艺条件及技术参数相对EGSB反应器来说更趋成熟 [9] ,因此,本实验中EGSB反应器的启动运行可以参考UASB反应器的启动及运行。厌氧废水处理过程是由微生物完成的,细胞的生长和维持需要一定数量的养分,但有些养分过量会抑制厌氧系统的启动。一般而言,营养比约为C:N:P = 75:5:1,如以C为COD的化学计量关系推算,则COD:N:P = 200:5:1。在厌氧生物处理中,除了C、N、P等营养物是微生物细胞合成所必需的外,某些无机盐类虽然在微生物细胞体内存在甚微,但对维持微生物的生长、繁殖及反应器中微生物培养阶段的稳定运行都极为重要。
本项目中EGSB反应器尺寸为φ2 × 7 m,采用碳钢防腐,处于常温下运行。废液、污泥和剩余有机物通过污水泵注入EGSB底部布水器,在生成气体和上升水流的带动下继续升流,废液、废气、污泥在EGSB顶部三相分离器作用下实现分离。塔外配有循环泵,连接EGSB上层和底层,部分废液从上至下通过循环泵,实现外循环。既能降低进水浓度,也能加速水流上升速度,使EGSB内颗粒污泥膨胀效果更好。
(一) EGSB反应器的启动:EGSB反应器是否能有效稳定运行,很大程度取决于其内部的污泥性能。污泥最好能达到颗粒状,说明内部的厌氧菌群活跃且有效 [10] 。污泥的接种来自合肥市一家污水处理厂,通过专业运输车辆拉入项目现场。在接种好污泥后,需等待一段时间至EGSB反应器内部系统趋于稳定后进行EGSB的调试。
(二) EGSB反应器的调试:对于EGSB的调试主要考察其COD、SS、pH的去除效果。每隔一周检测其进水口和出水口的COD、SS、pH等各项参数。
3.2. EGSB反应器对餐厨垃圾废液的处理效果
本项目检测了自2022年2月17日至5月26日各项污染物经EGSB餐厨垃圾废液的数据如表5。
Table 5. From February 17 to May 26, 2022, various pollutants were monitored by EGSB kitchen waste leachate data sheet
表5. 2022年2月17日至5月26日各项污染物经EGSB餐厨垃圾渗滤液监测数据表
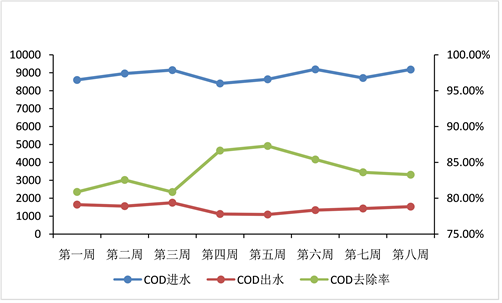
Figure 2. COD concentration and removal rate of EGSB reactor influent and effluent
图2. EGSB反应器进水、出水COD浓度及去除率
由图2,图3可看出,EGSB反应器在常温下接种城市污水处理厂污泥后能正常启动运行,对于COD,SS的去除有十分优秀且稳定的效果,其中EGSB反应器在常温下对餐厨垃圾废液的COD去除率在80%~90%,对SS的去除率在62%~75%。
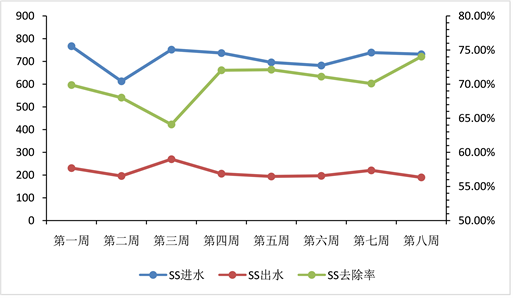
Figure 3. SS concentration and removal rate of EGSB reactor influent and effluent
图3. EGSB反应器进水、出水SS浓度及去除率
EGSB反应器内pH的变化:由表5可知,餐厨垃圾废液由调节池经污水提升泵导入EGSB反应器后,pH值会有一个降低的过程,这是因为EGSB反应器内产乙酸菌的繁殖和有机酸的积累导致。日常检测中需要及时掌握EGSB反应器内pH值得变化,EGSB反应器内水解菌和产酸菌对pH值有较大的适应范围,大多数这类细菌可在pH值为5.0至8.5范围内生长良好,但产甲烷菌对pH值较为敏感,适宜的生长pH环境在6.5至7.8范围内 [11] 。所以对EGSB反应器内pH值的控制应该在此范围内,保证其正常生长繁殖。为保证EGSB反应器内pH值保持稳定状态,可向其内添加Na2CO3,NaHCO3,NaOH等。
3.3. AAO-AO一体化设备选取与启动
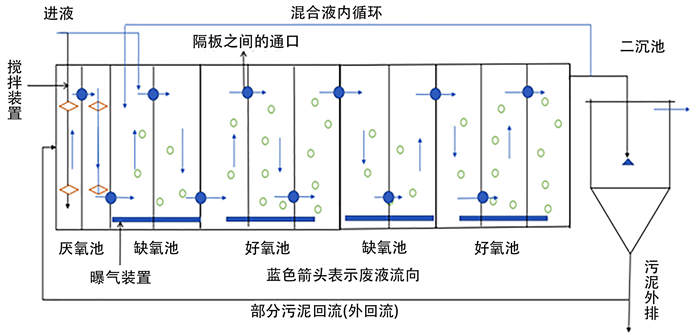
Figure 4. Schematic diagram of AAO-AO structure
图4. AAO-AO结构示意图
Table 6. Various pollutants were monitored by AAO-AO kitchen waste leachate data sheet from February 17 to May 26, 2022
表6. 2022年2月17日至5月26日各项污染物经AAO-AO餐厨垃圾渗滤液监测数据表
AAO-AO一体化设备总尺寸(L × B × H)为7 m × 2 m × 3 m,见图4。依次分为厌氧池、缺氧1池、好氧1池、缺氧2池、好氧2池、沉淀1池,沉淀2池、清水池。厌氧池(DO < 0.2 mg/L)有利于聚磷菌的生长繁殖,并进行厌氧释磷作用。接着进入缺氧池(0.2 mg/L < DO < 0.5 mg/L)进行反硝化,脱氮并生成氮气。废液进入好氧池,在异养菌等作用下进行硝化作用,废液中大量氨氮被转化为NO2−和NO3−。好氧1,2池至缺氧1,2池配有内回流管,形成内循环作用,沉淀1池至缺氧1池也配有回流管,形成污泥回流循环(外循环)。
对于AAO-AO一体化设备的接种同样选取来自合肥市污水处理厂的污泥,污泥的培养方式选择闷曝+ 静沉 + 进水 [12] ,该方法可以为污泥中的细菌微生物等提供缓冲适应能力,使其尽快适应AAO-AO一体化设备中的污水环境。其体系中的污泥会由多减少再增多,污泥的状态也会由絮状慢慢转化为颗粒状,即代表体系中的污泥已适应新体系并能提高处理能力。此套AAO-AO一体化设备 [3] 设定进水流量Q = 5 m3/d,污泥回流比为80%,内回流比为200%,好氧池混合液浓度MLSS为4000 mg/L,MLVSS为2800 mg/L,AAO-AO池中水力停留时间(HRT)为14 h。经对AAO-AO进水污染物浓度和出水污染物浓度在2022年2月17日至5月26日的监测,得到表6。其中除BOD两周一测外,其余COD,NH3-N,TN,TP,SS,pH均为一周一测。
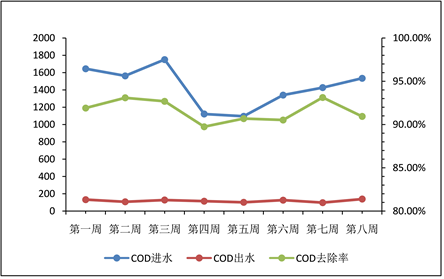
Figure 5. AAO-AO integrated equipment reactor influent and effluent COD concentration and removal rate
图5. AAO-AO一体化设备反应器进水、出水COD浓度及去除率
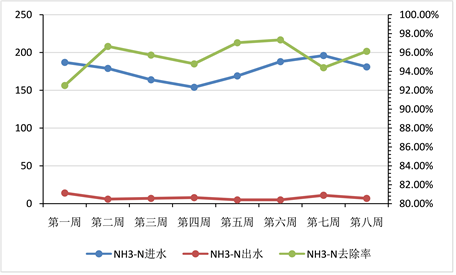
Figure 6. AAO-AO integrated equipment reactor influent and effluent NH3-N concentration and removal rate
图6. AAO-AO一体化设备反应器进水、出水NH3-N浓度及去除率
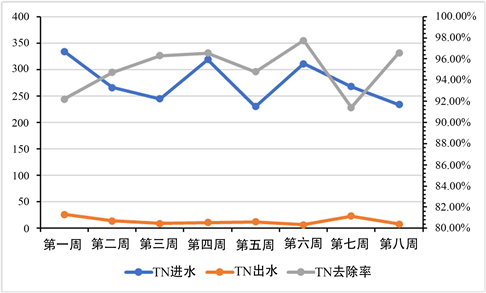
Figure 7. AAO-AO integrated equipment reactor influent and effluent TN concentration and removal rate
图7. AAO-AO一体化设备反应器进水、出水TN浓度及去除率
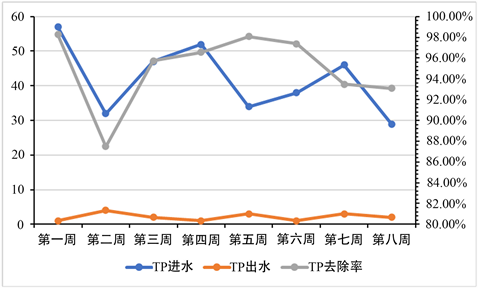
Figure 8. AAO-AO integrated equipment reactor influent and effluent TP concentration and removal rate
图8. AAO-AO一体化设备反应器进水、出水TP浓度及去除率
图5~图8分别为自2022年2月17至5月26日AAO-AO一体化设备反应器COD,NH3-N,TN,TP进水、出水浓度及去除率,其中AAO-AO一体化设备对进水废液COD的去除率在89.75%~93.13之间,对进水废液NH3-N的去除率在92.51%~97.34%之间,对进水废液TN的去除率在91.42%~97.75%之间,对进水废液TP的去除率在87.50%~98.25%之间。
AAO-AO一体化设备中不同的水池对于餐厨垃圾废液中污染物的去除也不同,主要可划分为好氧池对NH3-N的去除,缺氧池对TN,TP的去除,整体对于废液中COD的去除。各水池内部占优生长的细菌也不同,但由于整个AAO-AO一体化设备内部是联通的,也就意味着,其内部适宜细菌的生存条件达到了动态平衡,这一点是十分重要的。在动态平衡下,各缺氧池,厌氧池,好氧池内部优势细菌虽不同,但对于餐厨垃圾废液的处理却带来了各自的优势。
4. 成本经济分析
本项目每天处理餐厨垃圾废液为5 m3,项目总投资105万,包括设备投资80万,厂房25万。平均日耗电240度,维修费为1.2万/年。投加的PAC为0.012元/m3 (PAC单价为2.4元/kg),PAM为0.07元/m3 (PAM单价为10元/kg)。日常运行人员2名,负责垃圾运输,分拣与日常餐厨垃圾处理站的管理。
5. 存在问题及展望
在整个工艺处理过程中,会出现餐厨垃圾进料种类差异大,导致各种污染物浓度起伏较大;季节变化,温度差异影响个处理单元内细菌的活性;人工操作不规范等等。基于此类问题,未来仍需重点做好以下几点:
(一) 需对收集的餐厨垃圾产生的废液定时抽检,如若污染物浓度过大,需及时进行稀释,防止其对后续生化处理造成破坏性影响。
(二) 对管理人员需进行机器操作培训,规范日常操作,及时发现问题。
(三) 调节池中需要调节废液的pH和温度。pH和废液温度均会影响EGSB和A2O-AO一体化设备中细菌和酶的活性。从而造成后续生化处理系统的不稳定性。对关键性处理单元如EGSB,A2O-AO一体机做好保温措施,为其内部细菌营造适宜温度条件。
(四) 可通过PLC系统控制EGSB与A2O-AO一体化设备的进、出废液量和曝气时间的调控,直至达到处理最优效果,从而提升整个系统的稳定性。
(五) 定期对A2O-AO一体化设备中的厌氧池、缺氧池、好氧池,进行取样检测,查看各水池状态包括水温,pH,气味变化、污泥沉降比、污泥龄、DO等。
6. 结论
此小型餐厨垃圾处理厂采用EGSB/A2O-AO生化强化处理的方式,此套工艺为餐厨垃圾分布式小型化处理,相较于大型餐厨垃圾处理厂具有占地面积小,投资及运行成本较低及减少运输过程中二次污染等特点,适用于公司,机关单位,学校食堂就地快速解决餐厨垃圾渗滤液。对餐厨垃圾渗滤液处理效果明显,EGSB反应器在常温下对餐厨垃圾废液的COD去除率为80%~90%,对SS的去除率为62%~75%。AAO-AO一体化设备对进水废液COD的去除率在89.75%~93.13之间,对进水废液NH3-N的去除率在92.51%~97.34%之间,对进水废液TN的去除率在91.42%~97.75%之间,对进水废液TP的去除率在87.50%~98.25%之间。最终出水满足《污水排入城镇下水道水质标准》,且最终出水满足《污水排入城镇下水道水质标准》(GB/T 31963-2015)。
文章引用
曾兆宇,胡友彪. EGSB串联AAO-AO处理餐厨垃圾废液的研究
Study on EGSB Series AAO-AO Treatment of Kitchen Garbage Waste Liquid[J]. 环境保护前沿, 2023, 13(02): 395-404. https://doi.org/10.12677/AEP.2023.132050
参考文献
- 1. 张存庆. 我国餐厨垃圾法律治理研究[D]: [硕士学位论文]. 西安: 西安建筑科技大学, 2018.
- 2. 白钰. 畜禽养殖污染防治管理法律问题研究[D]: [硕士学位论文]. 沈阳: 辽宁大学, 2022.
- 3. 易龙生, 饶玲华, 王鑫, 王浩. 餐厨垃圾理化性质及其厌氧发酵产气潜力分析[J]. 中南大学学报(自然科学版), 2012, 43(4): 1584-1588.
- 4. 刘有胜, 杨朝晖, 曾光明, 肖勇, 杨恋, 徐峥勇. PCR-DGGE技术对城市餐厨垃圾堆肥中细菌种群结构分析[J]. 环境科学学报, 2007(7): 1151-1156.
- 5. 周俊, 王梦瑶, 王改红, 马利钦, 罗丽雯, 黄焕忠. 餐厨垃圾资源化利用技术研究现状及展望[J]. 生物资源, 2020, 42(1): 87-96.
- 6. Xu, Y., Gong, H. and Dai, X. (2021) High-Solid Anaerobic Digestion of Sewage Sludge: Achievements and Perspectives. Frontiers of Environmental Science & Engineering, 15, Article Number: 71. https://doi.org/10.1007/s11783-020-1364-4
- 7. 王毅军, 张振家. EGSB工艺处理DMF废水的试验研究[J]. 工业水处理, 2007(7): 30-32.
- 8. 谢丽. 常温下EGSB反应器的运行特性研究[D]: [硕士学位论文]. 南京: 南京理工大学, 2007.
- 9. 左剑恶, 王妍春, 陈浩. 膨胀颗粒污泥床(EGSB)反应器的研究进展[J]. 中国沼气, 2000(4): 3-8.
- 10. 官桐乐, 贺超, 刘永红, 王宁. EGSB处理垃圾焚烧厂渗滤液的启动与运行研究[J]. 工业水处理, 2022, 42(12): 72-77.
- 11. Jing, Z., Wei, Q., Wei, W., Fang, G. and Zheng, X. (2016) Anaerobic Digestion of Heat Treated Sludge Liquor by Pilot Scale Mesophilic EGSB Reactor. International Journal of Agricultural and Biological Engi-neering, 9, 146-153.
- 12. 李茂侨. 长缺氧A-AAO工艺在城镇污水处理厂中的应用研究[D]: [硕士学位论文]. 哈尔滨: 哈尔滨工业大学, 2016.