Material Sciences
Vol.4 No.05(2014), Article
ID:14106,5
pages
DOI:10.12677/MS.2014.45027
Study of Zr-Ti-Ni-Cu Amorphous Brazing Fillers Applied to Brazing Titanium TA2 and Q235 Steel
1School of Materials Science and Engineering, Xi’an University of Technology, Xi’an
2Xi’an Unite Vessel Manufacture Co., Ltd., Xi’an
3Xi’an Baotai Group Ltd., Baoji
Email: *qiuyazhai@xaut.edu.cn
Copyright © 2014 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received: Jul. 20th, 2014; revised: Aug. 18th, 2014; accepted: Aug. 30th, 2014
ABSTRACT
When brazing temperature is higher than 882.5˚C, titanium TA2 translates from α phase to β phase, whose microstructure is coarsened and the joint properties is decreased. For this issue, the compositions of brazing fillers were optimized by using orthogonal experiment and two kinds of Zr-Ti-Ni-Cu amorphous brazing fillers with lower melting temperatures were obtained in this paper. Filler foils were prepared by using rapid solidification apparatus and high frequency induction brazing of TA2 and Q235 were conducted. The results show that, amorphous brazing fillers Zr52Ti22Ni18Cu8 and Zr52Ti24Ni16Cu8 optimized by using orthogonal experiment, whose fully melting temperature is lower than 800˚C, totally satisfying the brazing temperature requirement that no phase transformation of TA2 occurs. The brazing joint is consisted of three parts: the brazing zone, the reaction layer of brazing seam and base metal TA2, and the bonding layer of brazing seam and base metal Q235. The microstructures of brazing seam are coarse Ti(Fe, Zr) solid solution dendrites with stronger orientation. Reaction layer is existed between brazing seam and base metal TA2, and the microstructures of the bonding layer of brazing seam and base metal Q235 are metastable compounds formed by Fe, C, Ti. When brazing parameters are temperature 800˚C, heating current 25 A, heating time 15 s and holding time 15 s, the shear strength of the joint obtained is up to 149 MPa.
Keywords:Brazing of Titanium and Steel, Amorphous Brazing Filler, Joint Microstructure, Shear Strength

钎焊TA2/Q235用Zr-Ti-Ni-Cu非晶钎料研究
翟秋亚1*,崔 洁1,3,侯光远1,徐锦锋1,王娅辉2,叶建林2
1西安理工大学材料科学与工程学院,西安
2西安优耐特容器制造有限公司,西安
3西安宝钛集团有限公司,宝鸡
Email: *qiuyazhai@xaut.edu.cn
收稿日期:2014年7月20日;修回日期:2014年8月18日;录用日期:2014年8月30日

摘 要
本文针对钎焊温度高于882.5℃发生α-Ti向β-Ti相变,组织粗化,性能降低问题,采用正交试验优化钎料成分,得到二种成分熔点较低的Zr-Ti-Ni-Cu非晶钎料。利用快速冷凝设备制备钎料箔,实施对TA2/Q235的高频感应钎焊。结果表明,采用正交试验优化出的非晶钎料为Zr52Ti22Ni18Cu8和Zr52Ti24Ni16Cu8,钎料完全熔化的温度低于800℃,满足TA2钛不发生相变的钎接温度要求。钎接接头由钎缝区、钎缝与钛基材反应层及钎缝与钢基材结合层三部分组成。钎缝为方向性较强的粗大的Ti(Fe、Zr)固溶体枝晶,与TA2母材间存在反应层,与钢的结合区为Fe、C、Ti形成的亚稳态化合物组织。在钎接温度800℃,加热电流25 A,加热时间15 s,保温时间15 s条件下,获得的钎接接头剪切强度最高达到149 MPa。
关键词
钛/钢钎焊,非晶钎料,接头组织,剪切强度

1. 引言
钛及其合金比强度高,耐蚀性能好,生物环境友好,是重要的宇航、海洋医疗及化工结构材料。但因钛金属价格较高,工程上常用钛–钢异种金属结构。钛–钢复合结构不仅能够更好地发挥两种金属的性能优势[1] -[5] ,满足使用要求,而且节约钛材,降低制造成本。制造钛–钢复合结构的关键是解决钛与钢的焊接问题。
由于钛与钢间的线膨胀系数、热导率相差均较大,在焊接接头中易形成较大的内应力;焊缝中铁的含量会大大超过其在钛中的溶解度,在焊缝中形成大量的金属间化合物[6] ;另外,钛是强碳化物形成元素,与钢中的碳极易形成脆性相,同时,焊缝中的钛还会与铁、铬、镍形成复杂的金属间化合物,从而使焊缝变得极脆,易产生裂纹[7] 。欲获得高质量的钛/钢连接接头,应避免钛与钢之间的熔化焊接,钎焊是实现钛/钢连接所常用的方法[8] [9] 。现有钎焊合金钎料性能不甚理想,钎缝多出现硬脆金属间化合物相而使接头性能难于保障[10] 。因此,研发适用于钛与钢钎接的高性能钎料显得非常迫切。
本文针对钎焊温度高于882.5℃发生α-Ti向β-Ti相变,组织粗化,性能降低问题,选择Ti-Zr-Cu-Ni系合金,通过改变主要合金主元含量来调节钎料熔点,以期获得钎接温度低于相变温度的钎料合金,满足钎焊TA钛与钢的钎焊温度与接头性能要求。
2. 研究方法
试验材料:钛材选用工业纯钛TA2,规格为50 mm × 20 mm × 2.0 mm,成分为Fe ≤ 0.30%,C ≤ 0.10%,N ≤ 0.05%,H ≤ 0.015%,O ≤ 0.25%,余量为Ti。钢材选用规格为50 mm × 20 mm × 3.0 mm的Q235低碳钢板。
钎料选择Zr-Ti基合金。Zr与Ti无限固溶可以提高强度并保持塑性,是钛基钎料的主要加入元素之一。Zr在钛中呈中性,对α-β转变温度影响很小。同时Zr还与Ni、Cu形成共晶降低合金熔点[10] 。
Ni、Cu元素可与钛形成共晶,除了可显著降低了钎料熔点之外,Ni还能提高合金高温性能和耐腐蚀性,并改善钎料在钢板表面的润湿性。由于Cu与Ti易形成脆性金属间化合物相,其在钎料中的添加量不宜过高。钎料中的四主元与母材Ti和Fe在元素周期表中的位置相毗邻,互溶较好,近高熵效应易于抑制钎缝脆性金属间化合物产生,有利于接头性能提升。预研结果表明,含Zr约50%合金的熔点出现极小值,对此,初步确定钎料中各元素含量(at%)的范围为:48 ≤ Zr ≤ 55;20 < Ti < 28;3 < Cu < 12;19 < Cu + Ni < 30。
为了获得钎接性能优良的Zr-Ti-Ni-Cu非晶钎料,采用正交试验设计优化钎料成分。试验的主要因素和水平见表1。试验指标为钎料熔点。
使用Ti、Fe、Cr、Ni、Cu高纯金属(99.99%),在高真空电弧熔炼炉熔炼钎料合金,应用单辊急冷快速凝固装置制备制备出厚60~70 μm,宽4~8 mm的钎料箔材。试验参数见文献[11] 。用X射线衍射仪合金相组成,DSC分析钎料熔点。
将TA2和Q235板材搭接并实施真空高频感应钎焊,沿钎接接头轴向制取金相试样,经3 mlHF + 6 mlHNO3 + 100 ml H2O溶液侵蚀,用Olympus GX-71型金相显微镜分析接头组织,用WE-100型万能试验机测试接头剪切强度。
3. 结果与讨论
3.1. 钎料成分及熔点
根据钎焊温度低于TA2的相转变温度882.5℃要求,钎料熔点应不超出830℃。正交试验极差分析表明,影响钎料熔点的主要因素为Zr含量,其次是Ti含量,影响最不明显的因素为Cu含量。取每因素各水平的最大均值组合,可得到最佳成分Zr52Ti22Ni18Cu8和Zr52Ti24Ni16Cu8二种钎料。
二种钎料的的DSC曲线如图1。从中可以看出,二种钎料完全熔化的温度均低于800℃,满足TA2钛不发生相变的钎接温度要求。
3.2. 钎接接头组织与性能
钎料流动性较好,接头填充比较饱满、致密,并有少量从间隙中溢出。钎缝/母材结合面未出现局部未焊合现象。钎接试件如图2示。Zr-Ti-Ni-Cu钎料对TA2钛和Q235钢具有良好的润湿性和铺展性,焊缝钎着率高,钎缝与界面母材结合紧密,未产生明显的焊接缺陷。
图3(a)是TA2/Zr52Ti22Ni18Cu8/Q235接头整体形貌,钎接接头由钎缝区、钎缝与钛基材反应层及钎

Table 1. Factor and level of orthogonal test
表1. 正交试验因素和水平
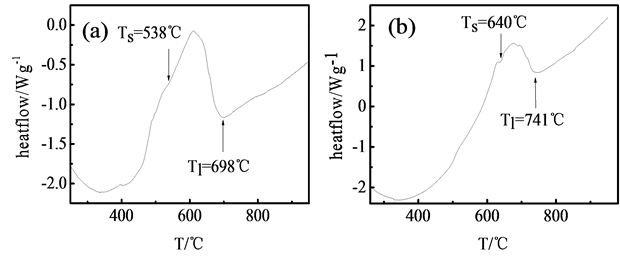
Figure 1. DSC curves of brazing fillers (a) Zr52Ti22Ni18Cu8; (b) Zr52Ti24Ni16Cu8
图1. Zr-Ti-Ni-Cu钎料箔的DSC曲线(a) Zr52Ti22Ni18Cu8; (b) Zr52Ti24Ni16Cu8
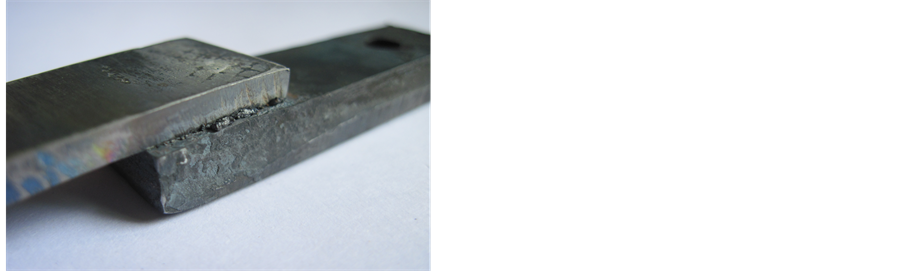
Figure 2. Brazing sample of TA2/Zr-Ti-Ni-Cu/Q235
图2. TA2/Zr-Ti-Ni-Cu/Q235高频钎接接头试样
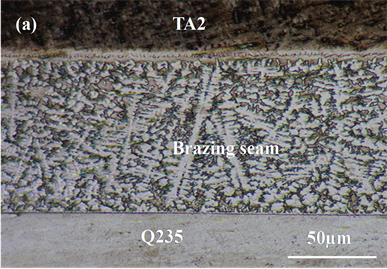
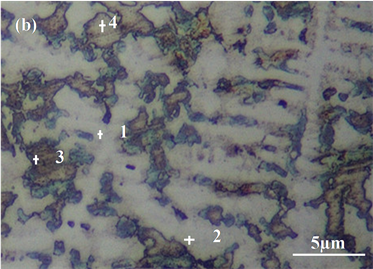
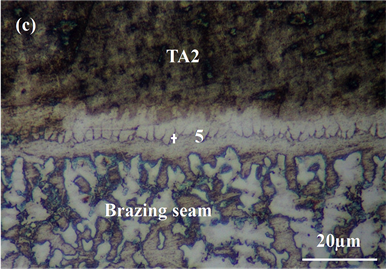

Figure 3. Microstructure of the TA2/Zr52Ti22Ni18Cu8/Q235 brazing joint (a) Brazing joint morphology, (b) Seam/TA2, (c) Seam, (d) Seam/Q235
图3. TA2/Zr52Ti24Ni16Cu8/Q235钎接接头组织(a) 接头形貌,(b) 钎缝/TA2,(c) 钎缝,(d) 钎缝/Q235
缝与钢基材结合层三部分组成。钎缝宽约100 µm,为粗大的树枝晶组织。钎缝与TA2母材相溶性良好,期间存在厚度约7~10 µm钎料的反应层,与反应层毗邻的TA2母材基本上没有发生相变,保留了钛材的原本组织形态。钎缝与/Q235钢之间的界面层较窄,仅1 µm左右。表明,由于钛金属的化学活性较大,其与钎料之间的反应相对剧烈,Ti向钎缝中的溶解较大,而钢中的Fe也有向钎缝中的溶解。
Ti是钎缝与TA2母材反应层主要合金元素,能谱测点如表2中的位置5,该处的Ti:Fe:Zr摩尔比约16:2:3,为Fe和Zr在Ti中的固溶体组织,如图3(b)示。这缘于高频感应钎焊升温速度快,焊接时间短,钎缝凝固速度较快,容易发生固溶度扩展所致。钎缝金属的凝固由两侧母材的结合区开始,向钎缝中心推进。Zr-Ti-Ni-Cu-Fe五主元合金形成的初生相以枝晶形式连续生长,直到相互接触为止,形成沿钎缝厚度方向生长的柱状树枝晶。初生枝晶的测点成分见表2中的位置1和位置2,为多主元固溶体组织。钎缝凝固过程中,被生长中的枝晶驱赶到凝固界面前沿液相中的低熔点组元最后凝固,形成Ti:Fe摩尔比约4:3及Ti:Fe:C摩尔比大约为4:1:1的化合物相,分别见表2中的测点3和测点4。
钢与钎缝的结合区组织如图3(d)示,测点6成分见表2,该区Fe:C:Ti摩尔比为23:9:1,应该是Fe、C、Ti形成的亚稳态化合物组织。
TA2/Zr52Ti24Ni16Cu8/Q235搭接接头组织形态与上述Zr52Ti22Ni18Cu8钎料形成的接头基本相同,
Table 2. EDS analysis of selected points within brazing joint
表2. 钎接接头选点EDS分析
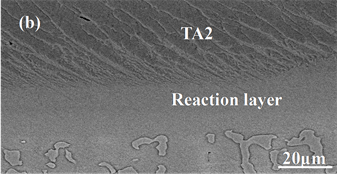
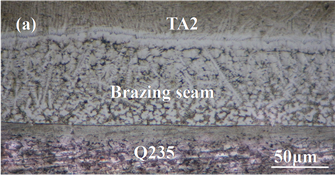
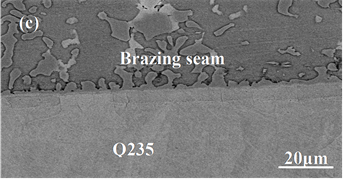
Figure 4. Microstructure of TA2/Zr52Ti22Ni18Cu8/Q235 brazing joint (a) Brazing joint morphology, (b) Interaction layer of Seam/TA2, (c) Combination layer of Seam/Q235
图4. TA2/Zr52Ti24Ni16Cu8/Q235钎接接头组织,(a) 接头形貌,(b) 钎缝/TA2反应层,(c) 钎缝/Q235结合层
钎缝区、钎缝与钛基材反应层及钎缝与钢基材结合层三部分组成。如图4所示。所不同的是,由于钎接能量波动TA2/Zr52Ti24Ni16Cu8/Q235钎焊接头中,与钎缝反应层接壤的TA2母材发生了相变,形成锯齿状结合界面,钎缝与母材Q235界面处则没有明显变化。
在应用Zr-Ti-Ni-Cu非晶钎料高频钎焊TA2与/Q235的过程中,接头形成主要由钎料固相扩散、钎料液化及润湿铺展、钎料向基材扩散和基材向钎料溶解、钎缝凝固四个连续过程组成。其中,以固相和液相扩散、元素溶解过程起主导作用。高频感应加热快,短时间内焊件受热升温并达到甚至高于钎接温度,钎料润湿时间较短,可最大限度地减少基材的溶蚀和钎缝的晶粒长大。钎料快速溶于界面前沿基材,并很快达到饱和,饱和的溶质原子在浓度梯度作用下向基体内部深层扩散,致使界面前沿溶质原子浓度降低,基材进一步溶解,如此反复地扩散和溶解的结果,导致熔化钎料间隙有所增宽。由于非晶钎料润湿性好、成分均匀无偏析,使得钎焊过程能在短的时间得以进行,并且钎缝凝固速度快,钎缝凝固从与母材的结合界面开始,以方向性极强的柱状晶形态生长,具有熔焊交互结晶的特征,形成的钎焊接头强度亦较高。
在钎接温度800℃,加热电流25 A,加热时间15 s,保温时间15 s条件下,获得质量较高的钎接接头。接头剪切强度最高达到149 MPa,最低为86 MPa,平均值为126 MPa。大多从钎缝中偏于钢侧母材处裂开。
4. 结论
1) 采用正交试验优化出的非晶钎料为Zr52Ti22Ni18Cu8和Zr52Ti24Ni16Cu8,钎料完全熔化的温度低于800℃,满足TA2钛不发生相变的钎接温度要求。
2) 钎接接头由钎缝区、钎缝与钛基材反应层及钎缝与钢基材结合层三部分组成。钎缝为方向性较强的粗大的Ti(Fe、Zr)固溶体枝晶,与TA2母材间存在反应层,与钢的结合区为Fe、C、Ti形成的亚稳态化合物组织。
3) 在钎接温度800℃,加热电流25 A,加热时间15 s,保温时间15 s条件下,获得的钎接接头剪切最高达到149 MPa。
基金项目
西安市产业技术创新计划(CX12180(3)、CX12154(2))、陕西省教育厅服务地方专项计划(14JF019)及西部材料创新基金(XBCL-1-12)。
参考文献 (References)
- [1] 刘德义, 蔡建伟, 任瑞铭 (2013) 钛/铜中间层/钢扩散焊复合管界面组织与性能. 焊接学报, 34, 49-52.
- [2] 陈明杰, 徐道荣 (2010) 钛及钛合金与不锈钢的钎焊技术研究现状. 现代焊接, 91, 5-8.
- [3] Elrefaey, A. and Tillmann, W. (2009) Effect of brazing parameters on microstructure and mechanical properties of titanium joints. Materials Processing Technology, 209, 4842-4849.
- [4] 李玉龙, 杨瑾, 禹业晓 (2011) 钛及钛合金钎焊特点及现状. 热加工工艺, 40, 130-136.
- [5] 张克华, 董定元 (1985) 钛及钛合金的焊接. 机械工业出版社, 北京.
- [6] 常辉, 罗国珍 (1995) 钛合金用钎料的发展评论. 稀有金属材料与工程, 24, 15-20.
- [7] 张秋萍, 张永寿 (2005) 钛合金用钎焊材料的工艺发展现状. 飞航导弹, 7, 56-64.
- [8] Huang, Y.J., et al. (2008) Formation, thermal stability and mechanical properties of Ti42.5Zr7.5Cu40Ni5Sn5 bulk metallic glass. Science in China Series G: Physics, Mechanics Astronomy, 51, 372-378.
- [9] Laik, A., Shirzadi, A.A. and Tewari, R. (2013) Microstructure and interfacial reactions during active metal brazing of stainless steel to titanium. Metallurgical and Materials Transactions, 44A, 451-458.
- [10] 张鹏贤, 李慧芳 (2013) 钛/钢异种金属感应钎焊钎料及其工艺性能的研究. 热加工工艺, 42, 212-217.

NOTES
*通讯作者。