Material Sciences
Vol.
09
No.
12
(
2019
), Article ID:
33675
,
7
pages
10.12677/MS.2019.912136
The Effect of PET Products Processing Technology and Storage Time on Its Impact Toughness
Yuanqiang Kang*, Bin You, Dijun Li
Sichuan Yibin Plastic Packaging Materials Co., Ltd., Yibin Sichuan

Received: Dec. 6th, 2019; accepted: Dec. 20th, 2019; published: Dec. 30th, 2019

ABSTRACT
For enterprises with PET synthesis, modification and processing, further research on the impact of processing technology on the performance of PET products is of great significance for the long-term development of the enterprise and the clear direction of modification. By adjusting the parameters such as screw temperature, nozzle temperature, drying temperature and time, mold temperature, injection pressure and cooling time, the requirements of PET products processing are as follows: “in order to ensure the appearance of the product, low temperature, high pressure, control cycle; drying temperature control at 150˚C~160˚C, drying cycle control in 5~7 hours, mold temperature control at 12˚C~15˚C”. In addition, through comparative analysis, products produced at the same time were extracted and their crystallinity was tested at different time periods, and the variation law of crystallinity of PET products with time was obtained. By taking a similar processing process, PET products of different storage time perform an impact experiment. The best storage time of PET products is provided, which provides the basis for the process control of production.
Keywords:PET, Processing Technology, Impact Strength, Storage Time, Crystallinity

PET制品加工工艺、存储时间对其冲击强度的 影响
康远强*,游斌,李弟军
四川省宜宾普拉斯包装材料有限公司,四川 宜宾

收稿日期:2019年12月6日;录用日期:2019年12月20日;发布日期:2019年12月30日

摘 要
对于拥有PET合成、改性及加工的企业,进一步研究加工工艺对PET制品的性能影响,对于企业的长期发展与明确改性方向均具有重要意义。本文通过调整PET制品加工过程中螺杆温度、喷嘴温度、烘干温度及时间、模温、冷却时间等参数摸索出PET制品加工工艺要求为:“在保证产品外观合格的前提下,需低温、高压、干燥到位、尽量缩短周期;干燥温度150℃~160℃、干燥循环时间控制在5~7小时、模温12℃~15℃”。并且通过对比分析法,抽取同一时间生产制品,不同时间段测试其结晶度,得出PET制品结晶度随时间的变化规律;抽取类似加工工艺,不同存放时间PET制品,进行冲击实验,得出PET制品组装成品前的最佳储存时间,为生产的过程控制提供了依据。
关键词 :PET,加工工艺,冲击强度,存储时间,结晶度

Copyright © 2019 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
聚对苯二甲酸乙二醇酯(PET),以其优良的耐化学性能、机械性能及成型性能,一直以来受到了广泛的应用 [1]。但由于PET自身分子链的结构特点,其加工过程对水分含量、加工温度、周期等十分敏感。特别当PET应用于酒制品这类结构件时,不适宜的加工条件对产品性能的影响是巨大的,并且PET制品在存储过程中其冲击性能下降也比较明显。为控制产品质量,就要摸索出PET制品的最佳加工工艺及存储时间的要求。
本文采用的实验方法主要是实验分析法、文献研究法,前期研究主要着重点为对加工工艺的探索,后期则进一步对产品存储时间进行研究,最终得出PET材料所需的加工工艺。
通过调试不同加工工艺,摸索出PET制品的最佳加工工艺;并进一步抽取不同存储时间的PET制品,进行测试,摸索出PET制品的存储时间要求,为保证PET制品的产品品质提供参考。
2. 影响因素
2.1. 加工温度
因PET属极性聚合物,熔融温度和熔体粘度都较大, PET的加工温度范围较窄,加工中要注意温度不能太高。
为进一步摸索加工温度对制品产品的冲击强度的影响,在螺杆转速、模温、冷却时间、注塑压力等注塑工艺不变的情况下,试制出不同情况下的制品,进行冲击实验,不同工艺情况如表1所示。
在上述的实验条件下,对制品进行了粘度及冲击测试,实验结果如图1所示。
对于PET制品的加工,螺杆温度宜控制在260℃~290℃,流道温度320℃、喷嘴温度310℃~340℃之间,温度升高制品的粘度IV、冲击强度会明显下降。

Table 1. Experimental parameters of processing temperature
表1. 加工温度试验参数
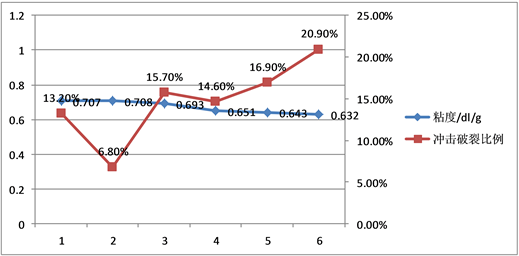
Figure 1. Effect of different screw temperature on viscosity and impact strength of PET products
图1. 不同螺杆温度对PET制品粘度、冲击强度的影响
2.2. 烘干温度及时间
水在PET切片中以湿存水和缔合水2种形式存在。湿存水是吸附水,占切片水分的主要份额,处于切片内的界面或自由体中,这种形式的水较容易除去。缔合水是通过氢键与羟基结合的水,这种水难除去。PET树脂经过固相缩聚反应后本身是干燥的,含水量很低,但它有一定的吸湿性,在空气中存放,会吸一定量的水分,因此在注塑加工前需要干燥 [2]。
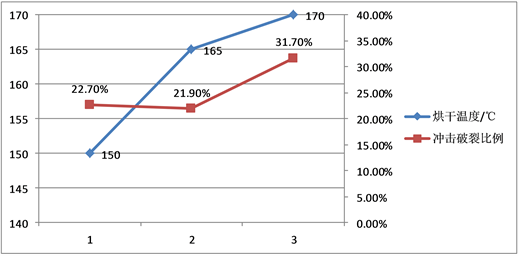
Figure 2. Effect of different drying temperature on viscosity and impact strength of PET products
图2. 不同干燥温度对PET制品冲击强度的影响
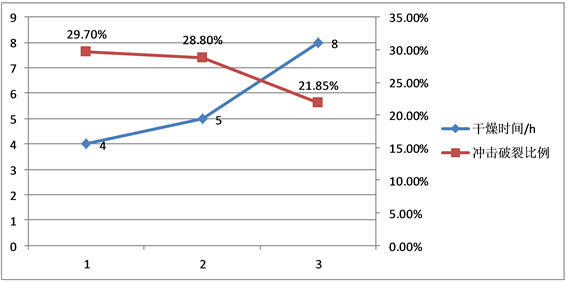
Figure 3. Effect of different drying time on viscosity and impact strength of PET products
图3. 不同干燥时间对PET制品冲击强度的影响
本文在其他加工参数不变的情况下,通过测试不同干燥温度与干燥时间下PET制品冲击强度的变化,在干燥温度为170℃的情况下,产品已有发黄的趋势,其冲击强度情况如图2、图3所示。
由图2、图3可以看出,随着干燥温度的上升,PET制品冲击破裂比例呈正U形曲线形式,其最低值在150℃~160℃之间;而随着干燥时间在4~8 h范围内增加,PET制品冲击破裂比例呈下降趋势,但过度的干燥同样会导致AA值与粘度的下降,故干燥循环时间宜控制在5~7小时之间。
2.3. 周期
为探究生产周期对制品产品的冲击强度的影响,在螺杆温度:250℃~270℃,热流道温度:320℃,喷嘴温度:310℃~335℃的前提下,通过调整模温、冷却时间、注塑压力试制出不同周期下的样品,不同工艺情况如表2所示:
Table 2. Forming cycle test parameters
表2. 成型周期试验参数
在上述条件下,进行冲击实验,结果如图4所示。
从图4可以看出,模温低、周期短制品韧性会更好,但在考虑综合生产成本的基础上,建议模温控制在12℃~15℃之间,采用高压低温、高压的方式尽量缩短周期,对制品的冲击强度提高是有益的。
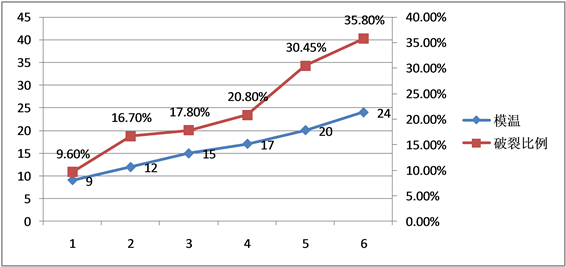
Figure 4. Effect of different mold temperature on viscosity and impact strength of PET products
图4. 不同模温对PET制品冲击强度的影响
2.4. 存储时间
采用FTIR、DSC、TG、体式显微镜、紫外-可见光分光光度计、荧光分光光度计及力学性能测试仪对热氧老化不同时间的PET进行结构表征,IR测试结果表明老化初期,端羧基含量几乎不变,老化96 h后,端羧基含量稍有提高;PET的结晶度提高且随老化时间的增加其结晶能力提高 [3];本文抽取同款PET制品,在不同时间测试其结晶度,如表3及图5所示。
Table 3. Change of crystallinity with storage time
表3. 结晶度虽存储时间变化情况
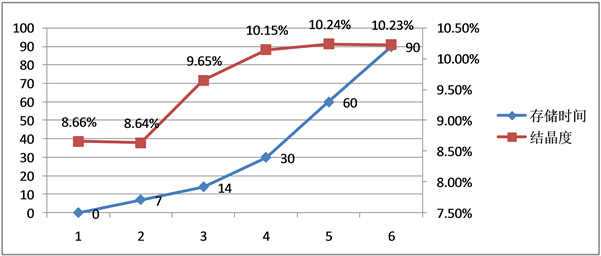
Figure 5. Changes in the crystallinity of PET products at different storage times
图5. 不同存储时间PET制品结晶度变化情况
从图5可以看出,PET制品在储存过程中结晶度有一定的提高,在测试期两个月的时间内,结晶度提高了1.58%。但再进行持续的结晶度测试时,结晶度基本不在变化。因此PET制品成型后两个月结晶度已基本稳定。
热氧老化可诱发PET性能的变化,其拉伸强度、弯曲强度及硬度逐渐增加,断裂伸长率、缺口冲击强度逐渐下降。有研究表明,随老化时间的延长,端羧基含量逐渐增加,最大增加了1倍:玻璃化转变温度(Tg)减小,冷结晶温度(Tcc)向低温方向移动,熔融温度(Tm)向高温方向移动,结晶度(Xc)减小,结晶温度向高温方向移动,结晶时间缩短;UV/Vis及荧光光谱显示,PET在光氧化作用下,生成引起PET发黄的一酚羟基、二酚羟基衍生物,其含量随老化时间的延长而增加;△C、YI逐渐增大,最大分别增加0.73倍和0.94倍,T%减小;PET的热稳定性先提高后降低;拉伸强度和硬度呈先上升后下降的趋势,断裂伸长率和缺口冲击强度老化48 h后急剧下降,分别由316.8%降至110.8%、4.9 KJ/m2降至2.67 KJ/m2 [3]。本文抽取了不同时间内生产的不同种类制品,各抽取20只进行冲击实验测试,结果如图6所示。
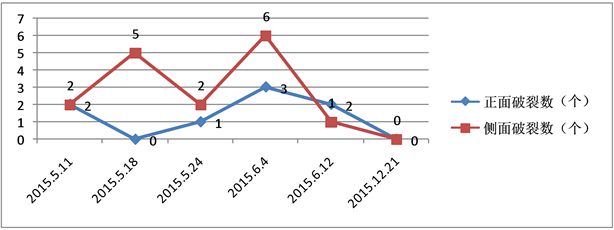
Figure 6. Impact test results of product A
图6. A制品冲击测试结果
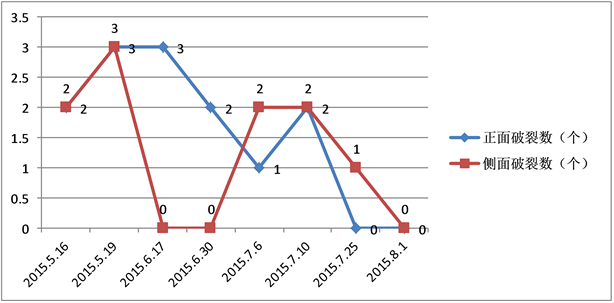
Figure 7. Impact test results of product B
图7. B制品冲击测试结果
从图6、图7、图8可以看出,PET制品的冲击强度随存储时间变化而变化,储存时间越长,强度下降越多。
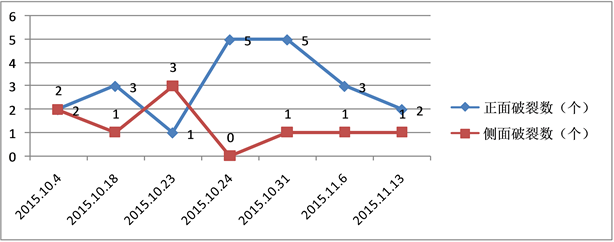
Figure 8. Impact test results of product C
图8. C制品冲击测试结果
3. 结论
1) PET制品的加工温度控制:螺杆温度250℃~270℃,流道温度320℃、喷嘴温度310℃~340℃,温度升高制品的粘度IV、冲击强度会明显下降,AA值则会明显上升。
2) PET制品原料的烘干工艺:烘干温度150℃~160℃,烘干时间5~7 h。
3) 周期控制:建议模温控制在12℃~15℃之间,采用低温、高压的方式注塑成型,对制品的冲击强度提高是有益的。
4) 储存时间:PET制品在储存过程中结晶度有一定的提高,而PET制品的冲击强度随存储时间变化而下降,储存时间越长,强度下降越多。
文章引用
康远强,游 斌,李弟军. PET制品加工工艺、存储时间对其冲击强度的影响
The Effect of PET Products Processing Technology and Storage Time on Its Impact Toughness[J]. 材料科学, 2019, 09(12): 1106-1112. https://doi.org/10.12677/MS.2019.912136
参考文献
- 1. 邹海霞, 喻爱芳. 新型共聚酯——PETG [J]. 合成纤维, 2004(1): 16-18.
- 2. 王丽娟, 米召. 影响PET结晶性能的因素[J]. 聚酯工业, 2009, 22(1): 44-46.
- 3. 杨艳秋, 赵永仙. 食品级PET的注射成型工艺及老化研究[D]: [硕士学位论文]. 青岛: 青岛科技大学, 2015.
NOTES
*第一作者。