Material Sciences
Vol.06 No.04(2016), Article ID:18048,6
pages
10.12677/MS.2016.64030
Fracture Analysis of 30CrMnSiA Self-Locking Nut
Wanjun Jin, Xiangyong Cheng, Dingyu Cheng, Yonghua He, Dan Zhang
China Aviation Industry Standard Parts Manufacturing Co., Ltd., Guiyang Guizhou

Received: Jun. 29th, 2016; accepted: Jul. 22nd, 2016; published: Jul. 25th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
The test fractures of 30CrMnSiA self-locking nut were inspected by the macro-observation, scanning electronic microscope (SEM) observation and energy spectrum analysis. Then, an overall analysis by synthesis method was conducted in combination with process tests. Finally, the results show that: the root cause for test fractures is liquid-metal embrittlement which may be occured when the zinc-plated nut fitted with a cadmium-plated test bolt is loaded and heated to test locking properties at 300˚C, and similar test fractures on the nut can be avoided effectively by mating with a zinc-plated test bolt.
Keywords:30CrMnSiA, Self-Locking Nut, Test Fracture, Liquid-Metal Embrittlement

30CrMnSiA自锁螺母裂纹原因分析
金万军,程祥勇,程定宇,何永华,张丹
中国航空工业标准件制造有限责任公司,贵州 贵阳

收稿日期:2016年6月29日;录用日期:2016年7月22日;发布日期:2016年7月25日

摘 要
本文对30CrMnSiA自锁螺母试验裂纹进行了宏观观察、断口扫描电镜观察和能谱分析,并结合了工艺试验进行了综合分析,结果表明:产生试验裂纹的根本原因是表面镀锌的螺母和表面镀镉的试验螺栓在300℃进行加温加载锁紧性能试验时发生液态金属致脆,采用表面镀锌的试验螺栓配合可有效避免类似的试验裂纹。
关键词 :30CrMnSiA,自锁螺母,试验裂纹,液态金属脆性

1. 引言
30CrMnSiA是飞机制造业中使用最广泛的调质钢之一,在淬火高温回火状态下具有较高的强度和良好的韧性 [1] 。自锁螺母是紧固件中重要的一种,其原理是在螺母一端制成非圆形收口,螺母拧紧后,收口胀开,利用收口的回弹力使旋合螺纹间压紧,产生有效力矩,从而起到较好的防松作用。在飞机紧固件中大量采用了30CrMnSiA钢自锁螺母。
某图号30CrMnSiA自锁螺母在进行加温加载锁紧性能试验(即室温下将试验芯棒拧入自锁螺母并加载后放入试验电炉内,在其最高使用温度300℃ ± 15℃,保温6小时 ± 15分钟后取出,在室温下检查锁紧力矩,如此反复3次)时产生裂纹。该试验是模拟零件使用环境的一种鉴定试验,螺母一旦在使用过程中发生裂纹,将严重影响飞机安全,因此,对裂纹原因进行分析以避免裂纹故障发生具有重要意义。30CrMnSiA自锁螺母裂纹的研究较少,但有研究表明 [2] - [5] ,由于氢脆、回火脆性和锌脆等原因,30CrMnSiA螺栓在使用过程中发生断裂失效。
本研究通过对30CrMnSiA自锁螺母试验裂纹进行了宏观观察、断口扫描电镜观察和能谱分析,并结合了工艺试验进行了原因分析。针对此类裂纹故障提出了有效的预防措施。
2. 试验过程及结果
2.1. 故障件宏观观察
自锁螺母表面经镀锌处理,试验芯棒表面镀镉。在进行第一次加温加载锁紧性能试验时,从试验炉取出后发现,自锁螺母均沿轴向出现一条或多条贯穿性裂纹的现象,裂纹宏观形貌如图1所示。从图1(b)可以看出,部分裂纹是先从六方端产生,进而向收口台方向扩展。从断口的颜色可以看出,六方端裂纹处断口严重氧化,在螺母从试验炉取出之前已经产生,而收口端裂纹处为新鲜断口,断口颜色呈金属本色,为出炉后产生的扩展裂纹,属于延迟裂纹。
2.2. 断口微观观察及能谱分析
采用扫描电镜(JSM-6360LV)对产生试验裂纹的自锁螺母进行断口形貌分析发现,整个裂纹断口未发现材质冶金缺陷,断口几乎全部是沿晶断裂,图1(b)中箭头处断口形貌如图2所示。利用能谱仪(Thermo NORAN Super Dry II)对图1(b)所示的螺母断口进行成分分析,发现Cd和Zn含量偏高,其中红色箭头处新鲜断口的Cd和Zn含量分别达到20.46 wt.%和6.8 wt.%,如图3所示。为了进一步确认Cd和Zn与裂纹的关系,针对同批次的螺母,分别对人为打开的断面和试验裂纹断面进行了成分分析,结果如表1所示。

Figure 1. Macro-morphology of the test fracture
图1. 试验裂纹宏观形貌

Figure 2. Micro-morphology of test fracture
图2. 自锁螺母裂纹断口微观形貌
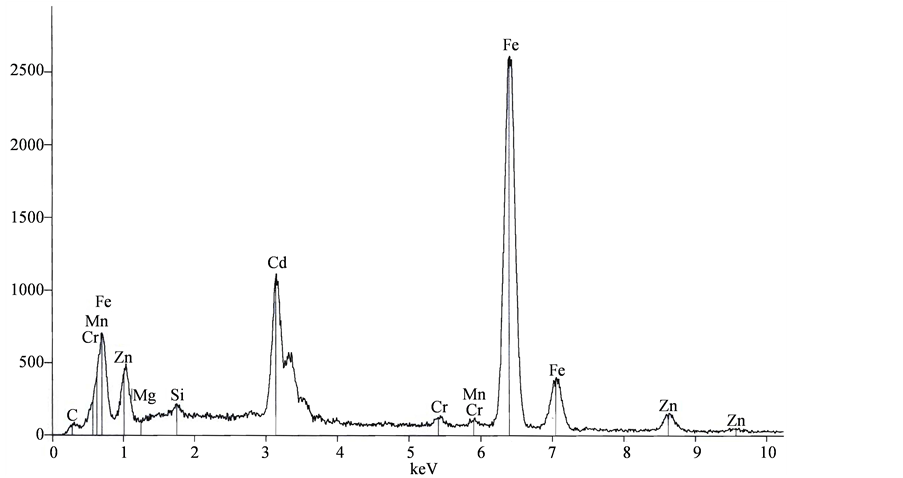
Figure 3. Energy spectrum of fracture which red arrow mark in Figure 1(b)

Table 1. The componet anysis of artifical and testing fractures
表1. 人为打开断面和试验裂纹断面的成分分析
3. 分析与讨论
3.1. 材质分析
复查了原材料的质保单和入厂复验报告,均满足材料标准要求。自锁螺母除加温加载锁紧性能出现裂纹外,其他性能试验和金相组织检查均合格。此外,断口观察也未发现材料的冶金缺陷。可判断自锁螺母的试验裂纹与原材料质量没有直接关系。
3.2. 裂纹性质分析
从裂纹的宏观观察及断口的微观分析表明,裂纹属于沿晶脆性断裂,且为延迟裂纹。沿晶脆断和延迟断裂都是氢脆断裂的常见特征 [6] 。查看零件的除氢表盘发现除氢过程正常,符合工艺规程要求:(190 ± 10)℃保温3小时。裂纹零件的氢含量测试值为6 ppm,氢脆试验也未发现自锁螺母失效。说明自锁螺母试验裂纹与氢脆无关。
断口能谱分析表明,图1(b)中箭头所指的裂纹延迟扩展断口处的Cd和Zn含量偏高,而30CrMnSiA基体中不含Cd和Zn元素,Cd和Zn只可能来自于自锁螺母和试验螺栓表面镀层。从表1可以看出,在同批次未进行试验的螺母基体中未发现Cd和Zn元素,裂纹件人工打开的断口也未发现Cd和Zn元素,只有在试验裂纹断面上才有Cd和Zn元素。说明Cd和Zn元素是在试验过程中沿着一定的路径进入30CrMnSiA自锁螺母基体,与试验裂纹有直接关。有研究表明 [6] - [9] ,对于一些高强度结构钢,当同时满足三个条件时可能产生液态金属致脆,即1) 存在低熔点金属;2) 存在一定的拉应力;3) 具备一定的温度。30CrMnSiA自锁螺母在进行300℃加温加载锁紧性能试验时同时满足这个条件,且液态金属致脆也是一种延迟断裂。此外,以上分析表明,Cd和Zn液态金属致脆可能是30CrMnSiA自锁螺母试验裂纹的根本原因。
3.3. 镉锌液态金属致脆的机理分析
如图4所示,根据Cd-Zn二元相图 [10] 可知,虽然Cd和Zn的熔点分别为321℃和420℃,但当Zn含量达到17.4 wt.%时,Cd和Zn形成的固溶体为共晶合金,其熔点约为266℃,因此,当温度稍高于266℃时,容易形成液态锌镉固溶体。30CrMnSiA自锁螺母在300℃进行加温加载锁紧性能试验时,Cd和Zn接触挤压并相互渗透后熔点降低到低于试验环境温度,形成的固溶体变为液态,在一定的拉应力作用下,液态金属较容易沿着一定的路径进入螺母基体,从而产生液态金属致脆。这种液体金属致脆断裂是一种延迟断裂,这与图1(b)所示的螺母在收口台处出现新鲜断口的解释相吻合。
3.4. 工艺验证试验
为了进一步验证镉锌液态金属致脆是30CrMnSiA自锁螺母的根本原因的结论,用不同表面状态的自锁螺母和试验螺栓(每组6件)进行加温加载锁紧性能试验,并对试验后的自锁螺母进行了目视和磁力探伤检查,结果如表2所示。从表2可以看出,在300℃试验,只有当表面镀锌的自锁螺母和镀镉的试验螺栓配合进行加温加载锁紧性能试验时产生裂纹,而在250℃试验,镀锌螺母和镀镉螺栓配合试验也未产
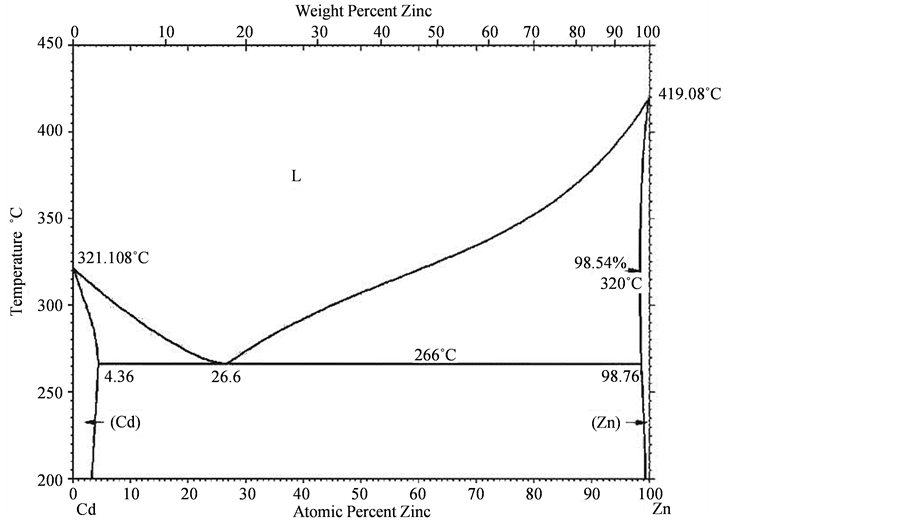
Figure 4. Cd-Zn binary phase diagram
图4. Cd-Zn二元相图
Table 2. The performance test with loading and heating on the self-locking nuts and bolts with different surface
表2. 不同表面状态的自锁螺母和试验螺栓配合的加温加载锁紧性能试验
生裂纹。工艺试验结果进一步验证了300℃温度下,锌镉液态金属致脆是30CrMnSiA自锁螺母试验裂纹的根本原因,而由于250℃低于共晶反应温度266℃,不满足液态金属致脆的三个条件,故不产生裂纹。
3.5. 预防措施
从表2的试验结果可以看出,当试验螺栓表面镀锌或发蓝时,与表面镀锌的30CrMnSiA自锁螺母配合使用不会产生液态金属致脆,从而可以避免在使用过程中产生裂纹失效。与相关航空设计单位讨论后,决定将试验螺栓表面镀层改成镀锌后,经多批次产品研制,此类裂纹再未发生,可有效预防30CrMnSiA自锁螺母在使用时发生故障。
4. 结论
1) 30CrMnSiA自锁螺母试验裂纹的主要原因为,镀锌螺母和镀镉试验螺栓配合在300℃进行加载时产生锌镉液态金属致脆;
2) 采用表面镀锌的螺栓与表面镀锌的30CrMnSiA自锁螺母配合使用,可有效预防发生类似裂纹故障。
文章引用
金万军,程祥勇,程定宇,何永华,张 丹. 30CrMnSiA自锁螺母裂纹原因分析
Fracture Analysis of 30CrMnSiA Self-Locking Nut[J]. 材料科学, 2016, 06(04): 239-244. http://dx.doi.org/10.12677/MS.2016.64030
参考文献 (References)
- 1. 《工程材料实用手册》编辑委员会. 工程材料实用手册[M]. 北京: 中国标准出版社, 2001.
- 2. 刘白. 30CrMnSiA高强度钢氢脆断裂机理研究[J]. 机械工程材料, 2001, 25(9): 18-21.
- 3. 穆妍君, 杨峻, 文翰剡. 30CrMnSiA钢螺栓的断裂失效分析[J]. 金属热处理, 2014, 39(1): 141-143.
- 4. 刘昌奎, 臧金鑫, 张兵. 30CrMnSiA螺栓断裂原因分析[J]. 失效分析与预防, 2008, 3(2): 42-47.
- 5. 卞佩芝. 30CrMnSiA高强钢镀锌螺栓锌脆的初步分析[J]. 宇航材料工艺, 1984(5): 60-63.
- 6. 胡世炎. 机械失效分析手册[M]. 四川: 四川科学技术出版社, 1989.
- 7. 李金桂, 赵闺彦. 航空产品腐蚀及其控制手册[M]. 北京: 航空工业部第621研究所, 1985.
- 8. 何浩宇, 袁新泉. 涡喷六发动机九级压气机盘镉脆断裂分析[A]. 航空机械失效案例选编[C]. 北京: 科学出版社, 1988.
- 9. 张权明, 迟淳, 张勇, 等. 液态金属致脆失效案例分析[J]. 物理测试, 2008, 26(6): 1-53.
- 10. Okamoto, H. (2000) Desk Handbook-Phase Diagrams for Binary Alloys. ASM International, Geauga County.