Mechanical Engineering and Technology
Vol.06 No.02(2017), Article ID:20912,7
pages
10.12677/MET.2017.62016
Research on Mechanical and Electrical Products of Green Manufacturing Process
Manman Wang, Xiaowei Wang, Xulong Zhang
Shandong Jianzhu University, Jinan Shandong

Received: May 22nd, 2017; accepted: Jun. 3rd, 2017; published: Jun. 9th, 2017

ABSTRACT
With the introduction of sustainable development strategy, the humans are more and more aware of the importance of coordination between social development and environmental friendly. The research of sustainable development of mechanical and electrical products is of great significance. This paper studies the green manufacturing of electromechanical products from the energy consumption model of electromechanical products manufacturing process, the choice of green manufacturing technology of electromechanical products and the green manufacturing process elements of electromechanical products.
Keywords:Mechanical and Electrical Products, Green Manufacturing, Energy Consumption Model, Process Model, Process Elements
机电产品的绿色制造工艺研究
王曼曼,王晓伟,张绪龙
山东建筑大学,山东 济南
收稿日期:2017年5月22日;录用日期:2017年6月3日;发布日期:2017年6月9日

摘 要
随着可持续发展战略的提出,人类越来越意识到社会发展与环境友好之间相互协调的重要性,机电产品的可持续发展研究具有重要意义。对机电产品绿色制造的研究主要集中在:机电产品制造过程的能耗模型的研究、机电产品绿色制造工艺的选择及机电产品绿色制造工艺要素的研究。
关键词 :机电产品,绿色制造,能耗模型,工艺模型,工艺要素

Copyright © 2017 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
面对日益严峻的资源、环境形势,全球各国制造业掀起了“绿色制造”的浪潮,面向高能效低碳运行的绿色制造发展模式已成为世界各国的共识。绿色制造是制造科学、环境科学和管理科学深层次交叉而形成的科学领域,其目标是使得产品整个生命周期对环境负面影响最小,能源资源利用率最高,并使企业经济效益和社会效益协调优化。制造过程或工艺过程的绿色化是绿色制造的重要组成。2008年国际生产工程学会在巴黎成立了低碳制造工作组 并参与发起了名为CO2PE!(Cooperative Effort on Process Emissions in Manufacturing)合作研究计划,目的在于核算并减少离散零件制造工艺过程的碳排放等。2009年,国际生产工程学会将“能源效率与低碳制造”作为第26届国际制造会议主题,提出“为了确保制造业创新与发展,必须准确评价制造过程与系统的能量消耗状况”。2014年5月中国机械工程学会、英国机械工程师学会、美国机械工程师学会等于在江苏张家港联合举办了以“绿色制造、全球共识”为主题的绿色制造国际论坛,论坛专题包括能量效率评价与提升、绿色制造工艺等部分,其目的是不断提升和实现产品从设计、制造、使用到报废整个生命周期中环境污染最小化,资源利用率最高,能量消耗最低,有效提高资源再利用和循环利用水平。2014年6月韩国釜山召开“2014绿色制造与应用国际会议”,会议围绕先进成形、设计、制造过程中能源节约、生物制造以及先进材料等专题,全面地介绍了绿色制造各种技术和工艺的发展近况。在分会场,来自德国布伦瑞克工业大学的Herrmann, C.教授作了题为“Sustainability in Manufacturing and Factories of the Future”的大会报告,他指出:未来工厂的生产过程应该着重关注能源的节约和绿色制造技术,只有将节能减排作为首要目标的企业,才能实现可持续发展。
2. 机电产品的绿色制造
国内外众多学者对机电产品绿色制造涉及的领域进行了不同程度的研究,主要集中在机电产品制造过程的能耗计算模型的研究,机电产品绿色制造工艺模型的研究及机电产品绿色制造工艺要素的研究。
2.1. 机电产品绿色制造的能耗模型
(1) 基于切削力和材料去除速度矢量的切削能耗模型
该模型是由加州伯克利大学分校的Munoz. A.A建立的斜刃切削能量计算模型 [1] ,该研究认为切削能耗 与切削液、刀具角度、材料属性、材料去除量等密切相关,与切削参数无关,其中
与切削液、刀具角度、材料属性、材料去除量等密切相关,与切削参数无关,其中 为摩擦角,
为摩擦角, 为刀具前角,
为刀具前角, 为剪切流动角,
为剪切流动角, 为剪切平面角,
为剪切平面角, 为工件塑性流动应力,
为工件塑性流动应力, 为倾斜角,但是该模型建立与计算比较复杂。
为倾斜角,但是该模型建立与计算比较复杂。
 (2-1)
(2-1)
(2) 基于材料去除机理的切削能耗模型
大连理工大学的李涛等将典型机床的能耗模型归结为三个层次:切削单元能耗、加工阶段能耗、工艺单元能耗 [2] 。理论切削力学模型由美国学者MERCHANT在1945年提出,揭示了切削力与切削条件之间的关系 [3] [4] 。图1所示的即为MERCHANT的切削力模型。在切削单元能耗模型中 为切削层厚度,A0为未切削前的切削层面积,Ac为切屑截面面积,ach为切屑厚度,γ0为道具前角,f为剪切角,β为切削与道具前刀面间的平均摩擦角,Fns为剪切面上的正压力,Fs为剪切力,Fr为车刀上的合力,Fz为切削速度方向的切削分力,Fx为进给方向的切削分力。根据材料去除机理及各力间的几何关系可推导出:
为切削层厚度,A0为未切削前的切削层面积,Ac为切屑截面面积,ach为切屑厚度,γ0为道具前角,f为剪切角,β为切削与道具前刀面间的平均摩擦角,Fns为剪切面上的正压力,Fs为剪切力,Fr为车刀上的合力,Fz为切削速度方向的切削分力,Fx为进给方向的切削分力。根据材料去除机理及各力间的几何关系可推导出:
 (2-2)
(2-2)
 (2-3)
(2-3)
其中, 为工件材料的名义抗剪强度。
为工件材料的名义抗剪强度。
(3) 切削功率及切削能耗的计算
利用力与速度的物理关系可计算切削功率
 (2-4)
(2-4)
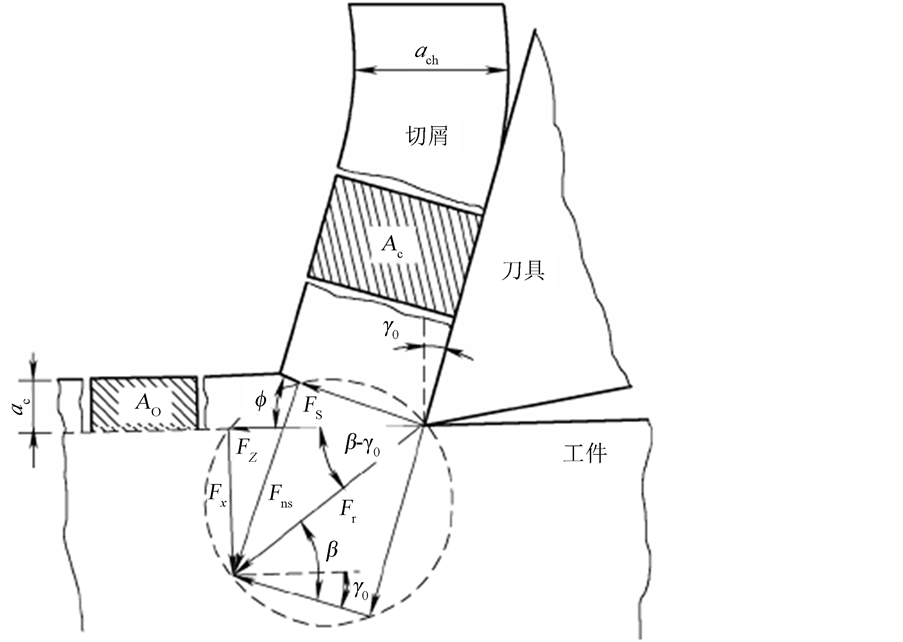
Figure 1. MERCHANT cutting mechanics model
图1. MERCHANT切削力学模型
式中:
 ——切削速度;
——切削速度;
 ——工件转速;
——工件转速;
 ——进给量;
——进给量;
 ——切削功率;
——切削功率;
 ——背吃刀量(在铣削中指铣削深度)。
——背吃刀量(在铣削中指铣削深度)。
切削能耗为去除一定体积的材料所消耗的能量:
 (2-5)
(2-5)
在假设切削功率不变的前提下,加工时间 (V为材料的总去除体积)。于是整个加工过程的切削能耗:
(V为材料的总去除体积)。于是整个加工过程的切削能耗:
 (2-6)
(2-6)
(4) 比能耗
比能耗(Specific Energy Consumption)是机加工能耗研究领域提出的一个重要概念,其定义为去除单位体积或质量材料所需的能量。其值常用于估算加工过程能耗,同时也从投入产出角度表达了加工过程能量效率。尽管现有切削比能模型不够准确,且相关参数复杂多变,但其涵盖了能量与材料去除率MRR(Material Remove Rate,单位时间去除的材料体积或质量,是切削速度、进给速度、切削深度三者的乘积)的映射关系,且便于理解和计算,应用非常普遍。LI等 [5] 利用不同的材料去除率对不同的材料进行切削,建立了材料的比能耗经验公式:
 (2-7)
(2-7)
其中,SCE——比能耗;
E——机床总能耗量;
Vmaterial——去除材料的总体积;
P——机床总功率;
MRR——材料去除率。
2.2. 机电产品绿色制造工艺选择
绿色制造是解决当前制造业日益严峻的环境问题的新模式。绿色制造工艺规划是一种通对工艺路线、工艺方法、工艺装备、工艺参数、工艺方案等进行优化,从而改善工艺过程及其各个环节的环境友好性,使得产品制造过程经济效益和社会效益协调优化的规划方法 [6] 。
2.2.1. 机电产品绿色制造的工艺要素
要实现工艺规划,对制造过程中各种工艺要素的研究尤为重要。机械加工过程中的工艺要素就是加工机械零件时所运用各种方法和技术手段的总和。这就包括了表面加工方法、加工顺序(包括热处理和辅助工序)的安排、确定加工余量的方法、定位装夹方法、选择工艺装备(包括设备、刀具和夹具)和切削用量等。近年来,国内外对此进行了广泛的研究,绿色制造的概念、内涵以及理论体系框架等已初步形成 [7] [8] 。P. sheng等结合机械加工工艺和印制电路板制作工艺,提出了一种基于特征的环境意识工艺规划方法 [9] ,该方法主要针对铣、钻削加工。J.W. Sutherland等对环境意识加工中的切削热的生成、传递以及切削液雾的形成特点进行了研究 [10] 。A. Munoz等提出了一种机械加工过程环境影响的分析模型,对加工过程中的能量利用、加工速度、原材料物流量、辅料物流量以及切削液环境影响进行了量化分析 [1] 。P.S.Sreejith2000年对干切削加工技术进行了研究 [11] 。
2.2.2. 机电产品绿色制造工艺评价
重庆工商大学李刚等提出面向绿色制造的工艺种类选择总体要求和应遵循的五项基本原则,建立了绿色工艺种类的评价指标体系和评价矩阵,并采用理想点法模糊处理技术进行分析和计算 [12] 。武汉科技大学夏绪辉等在考虑工艺种类选择的材料、几何、生产、环境和资源因素的基础上建立了绿色工艺种类选择模型,并采用线性加权—线性分配混合方法进行计算 [13] 。湖南科技大学岳文辉等在考虑时间(T)、质量(Q)、成本(C)、资源消耗(R)和环境影响(E)5个目标的前提下建立了绿色工艺种类选择模型,并采用模糊加权系统方法进行计算 [14] 。四川大学的王小兵等在对TQCRE分析的基础上提出了面向绿色制造工艺种类选择的总体要求和五项基本原则,以及种类选择的模糊评判方法,建立了评价指标体系和评价矩阵,并提出了工艺参数优化的数学模型及研究方法,通过数据库设计软件开发对模糊评判方法和工艺参数优化开发了友好软件操作界面,最终实现了工艺参数优化的最优方案选择 [15] 。武汉科技大学的江志刚等提出了一种具有分布式存储和处理数据以及便于扩充的B/S体系结构,并详细阐述了该数据库系统的组成及其绿色特性、数据库系统开发的关键技术 [16] 。武汉科技大学的张华等在绿色制造决策框架模型研究的基础上,从绿色工艺规划的目标体系模型、绿色工艺规划问题的决策变量描述出发,建立了绿色工艺规划的决策模型 [17] 。常智勇等将缩短加工周期、提高加工质量和降低加工成本的综合目标表达为制造资源更换率最低,提出了一种以制造资源更换率最低为优化目标的自适应蚁群优化算法以寻求符合生产实际的加工工艺路线 [18] 。Wang L.等综合考虑零部件的表面特性、几何形状和体积等因素,应用几何推理和泛型加工特征方法对数控加工工艺进行优化排序。目前研究也有少数工艺路线优化方面的文献开始考虑了以能耗为目标去开展工艺路线的排序研究 [19] 。Zhang W.B.等分析了加工过程排序问题的多个约束变量,建立了基于权重的适应性模型,并提出以一种具有收敛性的遗传算法来获得最优的加工路径 [20] 。Douflou等对优化制造系统资源和能量利用率、环境影响等方面的文献进行综述,并总结了加工单元层、设备层、车间层和供应链层的能效改善策略 [21] 。
谭显春等建立了面向绿色制造的刀具优选决策多目标体系,并对目标体系中决策向量进行分解。在此基础上,建立了面向绿色制造的刀具综合选择模型,并建议采用模糊聚类综合评价的定量分析和专家系统的定性推理相结合的方法进行模型求解方法 [22] 。徐莹等建立了以切削用量ap、n、f(或vf、af)和切削液为设计变量,以质量等为约束条件,以生产率、成本、资源消耗和环境污染为目标函数的面向绿色制造的工艺参数优化数学模型 [23] 。王章勇等从切削液的加工性能、环境性能、自身的质量性能和成本等几个方面建立了质量评价,对影响切削液质量的各种属性进行评价,形成决策矩阵,并用层次分析法确定权重,接着用具体的数据采用加权法对不同的切削液进行评价,为切削液的选择提供了科学依据 [24] 。张魁伟等综合考虑T,Q,C,R,E五个因素,建立了面向绿色制造的刀具选择优化模型,采用灰色关联分析法和层次分析法对其进行求解 [25] 。曹华军等分析了制造过程的输入、输出,揭示了面向绿色制造工艺规划的内涵,建立了面向绿色制造的工艺规划多目标优化决策总体模型。通过对该模型的分解,构造出面向绿色制造的工艺规划模型集。基于研究建立了一种基于模型集的面向绿色制造工艺规划策略,并开发了相应的面向绿色制造工艺规划的应用支持原型系统 [26] 。杨勇等从数学角度出发,建立了有关绿色制造工艺规划具体问题的决策总模型及其分解子模型,提炼出了关于绿色制造工艺规划问题的一种新技术,分析了该技术的实质、模型选择原则和模型解法,并结合实例开发了辅助决策模型库应用系统 [27] 。尹耀康对机床卡具的绿色化选择重点考虑时间、质量、成本、资源与环境五方面,采用了层次分析与灰色关联的分析方法进行模型求解,获得比较理想的效果 [28] 。
3. 总结
绿色制造是实施制造业源头控制的关键途径,是21世纪制造业实现可持续发展的必由之路 [7] 。实践证明:预防优于治理,我们可以通过总结整理影响典型零件的加工的工艺要素和能耗模型,从各种不同的工艺路线中提炼出一种最优的路线应用于生产,把绿色制造真正应用到机电产品的生产制造,从源头上节约,真正实现可持续发展。
基金项目
国家自然科学基金资助项目(51675314),山东省研究生教育创新计划项目(SDYY14078)。
文章引用
王曼曼,王晓伟,张绪龙. 机电产品的绿色制造工艺研究
Research on Mechanical and Electrical Products of Green Manufacturing Process[J]. 机械工程与技术, 2017, 06(02): 109-115. http://dx.doi.org/10.12677/MET.2017.62016
参考文献 (References)
- 1. Munoz, A.A. and Sheng, P. (1995) An Analytical Approach for Determining the Environment al Impact of Machining Processes. Journal of Materials Processing Technology, 53, 736-758. https://doi.org/10.1016/0924-0136(94)01764-R
- 2. 李涛, 孔露露, 张洪潮, 等. 典型切削机床能耗模型的研究现状及发展趋势[J]. 机械工程学报, 2014, 50(7): 102-111.
- 3. Merchant, M.E. (1945) Mechanics of the Metal Cutting Process. I. Orthogonal Cutting and a Type 2 Chip. Journal of Applied Physics, 16, 267-275. https://doi.org/10.1063/1.1707586
- 4. Ernst, H. and Merchant, M.E. (1941) Chip Formation, Friction and High Quality Machined Surfaces. Surface Treatment of Metals, ASM, 29, 299-378.
- 5. Li, W. and Kara, S. (2011) An Experimental Model for Energy Consumption of Manufacturing Process: A Case of Turning Process. Proceeding of the Institution of Mechanical Engineers, Part B: Journal of Engineering and Manufacturing, 225, 1636-1649. https://doi.org/10.1177/2041297511398541
- 6. 张秀芬, 杨东拜, 丁红宇, 绿色制造工艺规划研究综述及展望[J]. 机械工业标准化与质量, 2008(12): 42-44.
- 7. 刘飞, 曹华军, 张华. 绿色制造的理论与技术[M]. 北京: 科学出版社, 2005.
- 8. 汪劲松, 段广洪, 李方义, 等. 基于产品生命周期的绿色制造技术研究现状与展望[J]. 计算机集成制造系统, 1999, 5(4): 1-8.
- 9. Sheng, P., Srinivasan, M. and Kobayashi, S. (1995) Multi-Objective Process Planning in Environmentally Conscious Manufacturing: A Feature-Based Approach. CIRP An-nals-Manufacturing Technology, 44, 433-437. https://doi.org/10.1016/S0007-8506(07)62358-0
- 10. Sutherland, J.W., Yue, Y. andZheng, Y. (1997) Modeling Mist Formation and Heat Generation to Achieve Environment Ally Conscious Machining. Proceedings of the 1997 NSF Design and Manufacturing Grantees Conference, Dearbon, Michigan, Society of Manufacturing Engineers, 201-202.
- 11. Sreejith, P.S. and Ngoi, B.K.A. (2000) Dry Machining: Machining of the Future. Journal of Materials Processing Technology, 101, 287-291. https://doi.org/10.1016/S0924-0136(00)00445-3
- 12. 李刚, 廖兰, 曹华军, 等. 面向绿色制造的工艺种类选择方法研究[J]. 机械工艺师, 2001(6): 32-34.
- 13. 夏绪辉, 张玉萍, 高全杰. 面向绿色制造的工艺种类选择的影响因素及选择模型[J]. 武汉科技大学学报(自然科学版), 2003, 26(1): 69-71.
- 14. 岳文辉, 张华, 刘德顺, 等. 面向绿色制造的工艺种类选择模型及应用[J]. 湖南科技大学学报(自然科学版), 2009, 24(3): 27-30.
- 15. 王小兵, 汪永超, 黄娟娟, 等. 面向绿色制造的工艺种类选择及参数优化[J]. 机械设计与制造, 2011(10): 191-193.
- 16. 江志刚, 张华, 曹华军, 等. 面向绿色制造的工艺规划数据库系统研究[J]. 工艺装备, 2005, 5(32): 42-45.
- 17. 张华, 刘飞, 李友如. 绿色工艺规划的决策模型及应用案例研究[J]. 中国机械工程, 2000, 11(9): 979-983.
- 18. 常智勇, 杨建新, 赵杰, 等. 基于自适应蚁群算法的工艺路线优化[J]. 机械工程学报, 2012, 48(9): 163-169.
- 19. Wang, L., Cai, N., Feng, H.-Y. and Liu, Z. (2006) Enriched Machining Feature-Based Reasoning for Generic Machining Process Sequencing. International Journal of Production Research, 44, 1479-1501. https://doi.org/10.1080/00207540500354119
- 20. Zhang, W.B., Lu, Z.H. and Zhu, G.Y. (2006) Optimization of Process Route by Genetic Algorithms. Robotics and Computer-Integrated Manufacturing, 22, 180-188. https://doi.org/10.1016/j.rcim.2005.04.001
- 21. Duflou, J.R., Sutherland, J.W., Dornfeld, D., et al. (2012) Towards Energy and Resource Efficient Manufacturing: A Processes and Systems Approach. CIRP Annals-Manufacturing Technology, 61, 587-609. https://doi.org/10.1016/j.cirp.2012.05.002
- 22. 谭显春, 刘飞, 曹华军, 等. 面向绿色制造的刀具选择决策模型及其应用[J]. 重庆大学学报, 2003, 26(3): 117- 121.
- 23. 徐莹, 曹华军, 刘飞. 面向绿色制造的工艺参数优化[J]. 工具技术, 2001, 35(4): 14-16.
- 24. 王章勇, 张华, 江志刚, 等. 面向绿色制造的切削液的选择[J]. 机械与电子, 2009(5): 16-19.
- 25. 张魁伟, 汪永超, 刘毅, 等. 面向绿色制造的刀具优化选择研究[J]. 机械设计与制造, 2012(11): 266-268.
- 26. 曹华军, 刘飞, 何彦, 等. 基于模型集的面向绿色制造工艺规划策略研究[J]. 计算机集成制造系统, 2002, 8(12): 978-982.
- 27. 杨勇, 张华, 江志刚, 王立华. 绿色制造工艺规划的一种模型辅助决策技术[J]. 武汉科技大学学报, 2003, 26(1): 72- 75.
- 28. 尹耀康. 基于绿色制造的机床卡具优化选择探讨[J]. 科技展望, 2015(7): 140.