Metallurgical Engineering
Vol.02 No.02(2015), Article ID:15400,7
pages
10.12677/MEng.2015.22012
Analysis of Noise Characteristics of Steel Mill
Yan Zhao1, Jitao Zhai2, Hong Lei2, Hongwei Zhang2
1School of Material and Metallurgy, Northeastern University, Shenyang Liaoning
2Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University, Shenyang Liaoning
Email: leihong@epm.neu.edu.cn
Received: May 21st, 2015; accepted: Jun. 5th, 2015; published: Jun. 12th, 2015
Copyright © 2015 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
In order to study the current condition about noise pollution in the steel mill, a noise measurement system was applied to collect the sound data of the equipments in the steel-quality-testing workshop, the steel-making workshop and the steel-rolling workshop. And the sampling frequency was set to be 44,100 Hz. Then, the FORTRAN source codes were applied to obtain the noise signal octave diagram and the total sound level in order to find the noise frequency distribution characteristics of each device. The experimental data showed that the greatest noise appears in the cutting bed of steel-quality-testing workshop, RH furnace of steel-making workshop and straightening process of steel-rolling workshop, and the noise strength reaches 98.46 dB (A), 101.04 dB (A) and 100.44 dB (A) respectively. Further, their key noise frequency scopes focus on 250 - 8000 Hz, 1000 - 16,000 Hz and 250 - 8000 Hz, and their contributions to the total sound energy are 76.56%, 64.68% and 76.67% respectively. The noise of the casting key-control room is the greatest in all lounges of the steel mill. The total sound level reaches 87.54 dB (A); the key noise frequency ranges from 63 to 2000 Hz; and the contribution to the total sound energy is 73.09%. Therefore, the noise reduction scheme should be designed to deal with the three workshops and key-control room. The workers should wear acoustic earplugs when working in the workshops. The sound insulation walls and windows are installed in the key-control rooms.
Keywords:Noise, Sampling Frequency, Octave Diagram, Total Sound Level, Total Sound Energy
钢厂噪声特性分析
赵 岩1,翟继涛2,雷 洪2,张红伟2
1东北大学材料与冶金学院,辽宁 沈阳
2东北大学材料电磁过程研究教育部重点实验室,辽宁 沈阳
Email: leihong@epm.neu.edu.cn
收稿日期:2015年5月21日;录用日期:2015年6月5日;发布日期:2015年6月12日

摘 要
为了研究钢厂噪声污染情况,采用噪声测试系统对钢厂内各个主控室和质量检测车间、炼钢车间、轧钢车间各个设备的噪声进行了信号数据采集,采样频率为44,100 Hz,通过FORTRAN编程计算处理最终得出噪声信号的倍频程图和总声压级,分析确定出各个设备噪声的频率分布规律。实验结果表明,质量检测车间的砂轮切割床、炼钢车间的RH炉和轧钢车间的矫直工艺流程噪声最大,噪声强度分别达到了98.46 dB(A)、101.04 dB(A)和100.44 dB(A),噪声主要频率范围分别为250~8000 Hz、1000~16,000 Hz、250~8000 Hz,占总声能的比例分别为76.56%、64.68%、76.67%。钢厂各个休息室中连铸主控室的噪声最大,总声级达到了87.54 dB(A),主要噪声频段为63~2000 Hz,占总声能的73.09%。因此,应对三个车间和主控室设计降噪方案,在车间内保证工人作业时佩戴隔音耳塞,在主控室内安装隔声墙,隔声窗等。
关键词 :噪声,采样频率,倍频程图,总声级,总声能

1. 引言
自然界和社会生活中存在着各种各样的声音,大体上分为语声、乐声和环境声(自然声和噪声)三类,优美的乐声,林中的鸟鸣声可以使人的心情舒畅,但是噪声却能刺激人的情绪,产生烦躁,甚至影响身体健康[1] 。
当人们或工人长期处在噪声强度在90 dB(A)以上时,对人体的伤害极大,轻者引起耳鸣,重者耳膜破裂,具有生命危险 [2] 。
钢铁生产是国民经济快速发展的重要组成部分,控制着工业发展的命脉。但是钢厂在努力提高钢产量的同时,还要重视生产车间的噪声危害,以保证工人的身体健康 [3] 。本文通过对钢厂各个生产车间的噪声进行测量,分析出噪声严重的区域,给出了工作人员的应对措施,对于钢厂控制噪声具有指导意义。
2. 噪声测量理论分析
2.1. 噪声测量
本次钢厂声音测量采用的是噪声振动测试系统,该系统主要由MP201型传声器,MA231型前置放大器,MC302型数据采集器和计算机测试软件VA-Lab组成,由于传声器精度高,数据采集器具备实时采集、自动存储、即时显示和反馈、自动处理和传输功能,为现场数据的真实性、有效性、实时性和可用性提供了保证,所以该测量系统与其他噪声测量系统相比,具有较高的准确性 [4] 。本系统的基本组成如图1所示。
2.2. 噪声频谱分析
应用上述测试系统对声音进行测量,能够在计算机中显示出波形曲线即时间–声压曲线图。但是它不
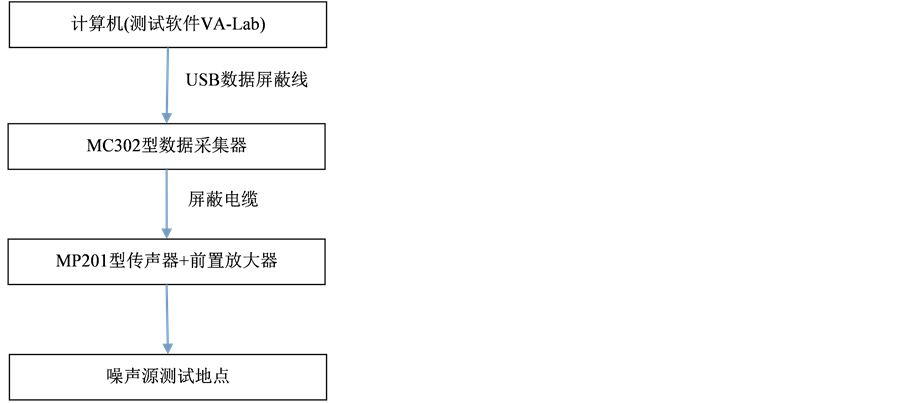
Figure 1. The noise measurement system
图1. 噪声测试系统
能准确地描述噪声特性,因此必须对其进行傅里叶变换 [5] ,给出频谱图才能清晰地描绘出噪声频率发与声压pn的关系 [6] 。
任何一个函数曲线都可以分解成若干个正弦周期信号的和,即:
 (1)
(1)
根据欧拉公式:
 (2)
(2)
代入(1),得到傅里叶级数的指数形式
 (3)
(3)
式中:采样个数为n;
基波角频率为 ;
;
各高次谐波分量的振幅为 ;
;
各高次谐波分量的初相位为; 。
。
2.3. 噪声的倍频程分析
人耳可辨别的声音频率较大,为20~20,000 Hz [7] ,在对噪声作频谱分析时,若对每个频率上的声能分布进行分析需要耗费大量的计算时间,因此把频率范围划分成若干个相连的小段,每个小段称为频带,通过研究不同频带上的能量分布情况来分析不同噪声的特点 [8] ,这种分析方法称为倍频程分析。
1) 找出中心频率
倍频程带宽中心频率 与带宽上、下限截止频率
与带宽上、下限截止频率 和
和 的关系为
的关系为
 (4)
(4)
表1是噪声频谱理论分析中使用的倍频程带宽中各中心频率值与上、下限截止频率的对应关系 [9] 。
2) 计算A计权声压级及总声压级
由于A计权声级的特性曲线接近于人耳的听感特性,因此是目前世界上噪声测量中应用最广泛的一种 [10] ,表2为本文中所使用的倍频程A计权网络的频率响应。
第i个中心频率声压级 的计算公式:
的计算公式:
 (5)
(5)
经A计权修正得到第i个中心频率A计权声压级 的计算公式:
的计算公式:
 (6)
(6)
A计权总声压级计算公式:
 (7)
(7)
式中:m——第i个中心频率上限到下限之间的频率个数;
n——中心频率的个数,n = 11;
 ——第i个中心频率的第j个频率下的声压,单位Pa;
——第i个中心频率的第j个频率下的声压,单位Pa;
 ——第i个中心频率下的声压级,单位dB;
——第i个中心频率下的声压级,单位dB;
 ——第i个中心频率下的A计权声压级,单位dB(A);
——第i个中心频率下的A计权声压级,单位dB(A);
 ——A计权总声压级,单位dB(A);
——A计权总声压级,单位dB(A);
 ——参考声压,20 μPa。
——参考声压,20 μPa。
3. 噪声测量结果分析
为了考察钢厂生产环境中噪声污染程度,本次实验主要针对钢厂生产车间和质量检测车间内各个设备正常运行时的噪声强度进行了测量。对于每个设备采用的测量方法如下:1) 采样频率设为44,100 Hz,采样时间设为60 s。2) 将传声器放置在离机器噪声源3 m位置处进行噪声测量。3) 将测量结束后得到的时间–声压数据存储到指定的文件夹中,通过后续将公式(1)~(7)进行FORTRAN编程处理得到所要的频谱图、倍频程图和总声压级。

Table 1. The corresponding relationship of the center frequency and the upper/lower limits frequency
表1. 中心频率值与上、下限截止频率的对应关系
Table 2. The frequency response of octave A weighted network
表2. 倍频程A计权网络的频率响应
3.1. 质量检测车间噪声频谱分析
对质量检测车间内的车床、锯床、磨床、砂轮切割床、铣床进行测量,后处理得到的A计权倍频程图如图2所示,经计算得到的A计权总声级如表3所示。
图2与表3表明,质量部各个设备的噪声主要频率分布在250~8000 Hz处,占总声能的75%以上,砂轮切割床各个频率段的噪声强度明显高于其他机床的噪声,而且它的总声压级达到了98.46 dB(A),比其它机床约高出10 dB(A),锯床的噪声最小,仅为86.25 dB(A)。由于国家规定工业厂区生产车间及作业场所(工人每天连续接触噪声8小时)的噪声限值为90 dB(A),因此,在噪声治理上,应降低砂轮切割床的噪声,尤其重点降低频率在500~2000 Hz处的噪声强度;同时在砂轮切割床和铣床工作的人员应佩戴耳塞,以保证身体健康。
3.2. 炼钢车间噪声频谱分析
对炼钢车间内的RH炉、LF炉、转炉、连铸等设备噪声源进行测量,后处理得到的A计权倍频程如图3所示,经计算得到的A计权总声级如表4所示。
图3和表4表明,炼钢车间内RH炉的噪声最大,达到101.04 dB(A),主要噪声频率在1000~16,000 Hz,占总声能的64.68%,声压级随频率的增加而逐渐增大,应重点控制此设备噪声。转炉的噪声最小,比RH炉低10 dB(A)左右,而且主要噪声频率范围在500~8000 Hz,占总声能的64.46%。LF炉主要噪声频率段在125~2000 Hz处,占总声能的62.78%,总声级为100.94 dB(A)。连铸平台噪声最大频率在8000 Hz处,总声级为92.39 dB(A)。而以上四种设备的噪声强度都大于90 dB(A),高于国家规定标准,因此在炼钢车间作业的工作人员应全程佩戴耳塞。
3.3. 轧钢车间噪声频谱分析
对轧钢车间内的钢坯扒皮、矫直、初轧、中轧、轧断等工艺流程噪声源进行测量,后处理得到的A计权倍频程如图4所示,经计算得到的A计权总声级如表5所示。
图4和表5表明,轧钢车间各个工艺的主要噪声频率段较宽,范围在250~8000 Hz,此频率段下的声能占总声能的70%以上。矫直工艺的噪声最大,达到100.44 dB(A);中轧的噪声最小,主要噪声频率在500~8000 Hz,占总声能的80.42%,总声级为87.38 dB(A),低于国家标准;而其他工艺流程的噪声都高于国家标准,应重点控制其频率在250~8000 Hz下的噪声污染。为了保障工人的身体健康,在轧钢车间工作的人员也应全程佩戴耳塞。图4中扒皮和中轧工艺在16Hz处声压级出现了负值,主要是因为传声器的精度范围在20~20,000 Hz,20 Hz以下测量失真可能导致后面计算不准确,但由于低频噪声占总声能的比例很小,一般不考虑,所以只考虑主要噪声频段。
3.4. 主控室内噪声频谱分析
对生产车间内的各个主控室噪声源进行测量,后处理得到的A计权倍频程图如图5所示,经计算得到的A计权总声级如表6所示。
图5与表6表明,连铸主控室主要噪声频段在63~2000 Hz,占总声能的73.09%,属于中低频,总声级为87.54 dB(A),噪声最大;转炉主控室主要噪声频段在125~4000 Hz,频率范围较宽,总声级为77.22 dB(A),占总声能的78.56%,噪声最小;LF炉主控室主要噪声频段在250~4000 Hz,占总声能的75.35%,总声级为84.85 dB(A)。国家规定工业厂区内高噪声车间设置的值班室、观察室噪声限值为75 dB(A),该钢厂LF炉主控室、连铸主控室和转炉主控室噪声都大于国家规定标准,因此,应该对这三个主控室采取降噪措施,例如安装隔声墙,隔声窗等。

Figure 2. A weighted octave of the noise in the steel- quality-testing workshop
图2. 质量检测车间噪声A计权倍频程
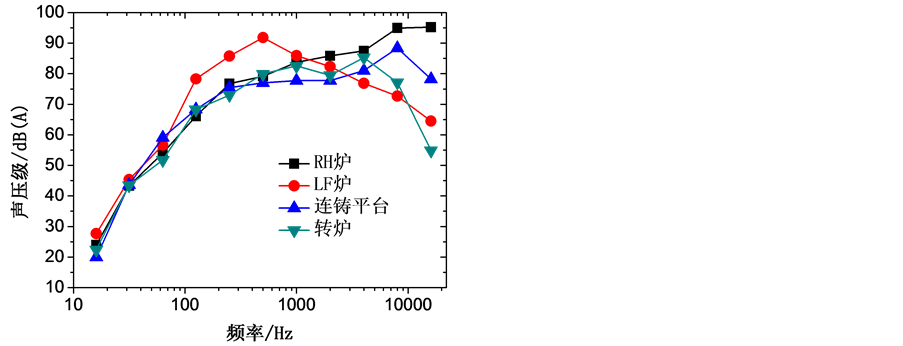
Figure 3. A weighted octave of the noise in the steel- making workshop
图3. 炼钢车间噪声的A计权倍频程

Figure 4. A weighted octave of the noise in the steel- rolling workshop
图4. 轧钢车间噪声的A计权倍频程
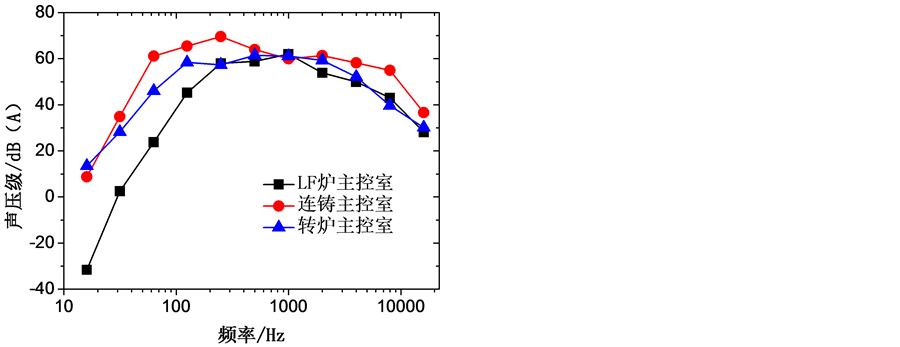
Figure 5. A weighted octave of the noise in the continuous casting key-control room
图5. 主控室噪声的A计权倍频程
Table 3. A weighted total sound level of the noise in the steel-quality-testing workshop
表3. 质量检测车间噪声A计权总声压级
Table 4. A weighted total sound level of the noise in the steel-making workshop
表4. 炼钢车间噪声A计权总声压级
Table 5. A weighted total sound level of the noise in the steel-rolling workshop
表5. 轧钢车间噪声A计权总声压级
Table 6. A weighted total sound level of the noise in the continuous-casting key-control room
表6. 主控室噪声的A计权总声压级
4. 结论
1) 质量检测车间机床正常运行时,砂轮切割床的噪声最大,主要噪声频率在250~8000 Hz,此频段下的声能占总声能的比例是76.56%,总声级达到98.46 dB(A),高于其他机床10 dB(A)左右。
2) 炼钢过程中,RH炉噪声最大,主要噪声频率在1000~16,000 Hz,此频段下的声能占总声能的比例是64.68%,总声级达到100.96 dB(A);转炉噪声最小,主要噪声频率在500~8000 Hz,此频段下的声能占总声能的比例是64.46%,总声级为90.91 dB(A)。
3) 轧钢过程中,矫直工艺噪声最大,主要噪声频率在250~8000 Hz,此频段下的声能占总声能的比例是76.67%,总声级达到100.44 dB(A);中轧工艺噪声最小,主要噪声频率在500~8000 Hz,此频段下的声能占总声能的比例是80.42%,总声级为87.38 dB(A)。
4) 休息室中,连铸主控室内噪声最大,主要噪声频率在63~2000 Hz,此频段下的声能占总声能的比例是73.09%,总声级达到87.54 dB(A);转炉主控室内噪声最小,主要噪声频率在125~4000 Hz,此频段下的声能占总声能的比例是78.56%,总声级为77.22 dB(A)。
基金项目
国家自然科学基金和上海宝钢集团联合资助项目(U1460108),辽宁省百千万人才工程培养经费(2013921073)和钢铁冶金新技术国家重点实验室开放课题(KF13-10)。
文章引用
赵 岩,翟继涛,雷 洪,张红伟, (2015) 钢厂噪声特性分析
Analysis of Noise Characteristics of Steel Mill. 冶金工程,02,76-83. doi: 10.12677/MEng.2015.22012
参考文献 (References)
- 1. 张海澜 (2012) 理论声学. 高等教育出版社, 北京, 1-7.
- 2. Jalan, V., Shepard Jr., W.S. and Lim, T.C. (2004) Noise control approaches for an air-compressor in a fuel-cell auxiliary power unit. Noise Control Engineering Journal, 52, 197-209.
- 3. Stanef, D., Hansen, A. and Morgans, C.H.R.C. (2004) Active control analysis of mining vehicle cabin noise using finite element modeling, Journal of Sound & Vibration, 277, 277-297.
- 4. Familier, E. and Galton, I. (2013) A fundamental limitation of DC-free quantization noise with respect to nonlinearity- induced spurious tones. IEEE Transaction on Signal Processing, 16, 4172-4180.
- 5. 翟继涛, 雷洪 (2014) 基于Matlab的音频数据采集系统的分析与评价. 电脑知识与技术, 17, 4134-4136.
- 6. Gu, K.H., Iickho, S., Seokho, Y., et al. (2011) A class of spectrum-sensing schemes for cognitive radio under impulsive noise circumstance: Structure and performance in non-fading and fading environments. IEEE Transaction on Vehicular Technology, 59, 4322-4339.
- 7. Swaminathan, A., Panigada, A., Masry, E. and Galton, I. (2007) A digital requantizer with shaped requantization noise that remains well behaved after nonlinear distortion. IEEE Transaction on Signal Process, 11, 5382-5394.
- 8. Georgiadis, A.T. and Mulgrew, B. (2011) Adaptive Bayesian decision feedback equaliser for alpha-stable noise environments. Signal Pro-cession, 81, 1603-1623.
- 9. 陈克安, 曾向阳, 杨有粮 (2010) 声学测量. 机械工业出版社, 北京, 43-62.
- 10. Brouse, C., Bumont, G.A., Herrmann, F.J. and Ansermino, J.M. (2006) A wavelet approach to detecting electrocautery noise in the ECG. IEEE Engineering in Medicine and Biology Magazine, 4, 76-82.