Mechanical Engineering and Technology
Vol.
12
No.
03
(
2023
), Article ID:
66642
,
11
pages
10.12677/MET.2023.123025
正交面齿轮齿面铣削加工与测量分析研究
李同杰1,2,3,靳广虎2,苏阔3,李晓贞3
1重庆大学机械传动国家重点实验室,重庆
2南京航空航天大学直升机传动技术国家重点实验室,江苏 南京
3安徽科技学院机械工程学院,安徽 凤阳
收稿日期:2023年4月19日;录用日期:2023年5月29日;发布日期:2023年6月5日

摘要
目的:为验证铣削加工面齿轮齿面的精度是否满足相应标准。方法:首先由包络法以及齿轮啮合基本原理,建立正交面齿轮齿面方程,从而建立面齿轮模型;通过五轴数控机床铣削加工了三齿面齿轮,通过3D扫描仪获取实际加工出的齿面,并与理论齿面进行对比分析。结果:铣削加工出的面齿轮齿面在齿顶和齿根位置精度较低,不能满足相应标准。结论:铣削加工面齿轮齿面需要合理规划刀具在齿根及齿根位置的路径,以提高面齿轮齿面的铣削加工精度。
关键词
面齿轮,铣削加工,测量分析

Study of Orthogonal Gear Tooth Milling and Measurement Analysis
Tongjie Li1,2,3, Guanghu Jin2, Kuo Su3, Xiaozhen Li3
1State Key Laboratory of Mechanical Transmissions, Chongqing University, Chongqing
2National Key Laboratory of Helicopter Transmission Technology, Nanjing University of Aeronautics and Astronautics, Nanjing Jiangsu
3College of Mechanical Engineering, Anhui Science and Technology University, Fengyang Anhui
Received: Apr. 19th, 2023; accepted: May 29th, 2023; published: Jun. 5th, 2023

ABSTRACT
Objective: To verify whether the accuracy of the milled and machined face gear tooth face meets the corresponding standard. Method: Firstly, the orthogonal face gear tooth equation was established by the envelope method and the basic principle of gear meshing, so as to establish the face gear model; the three-tooth face gear was milled by a five-axis CNC machine, and the actual machined tooth face was obtained by a 3D scanner and compared with the theoretical tooth face for analysis. Results: The accuracy of the milled face gear tooth surface in the tooth top and tooth root position is low and cannot meet the corresponding standard. Conclusion: Milling the face gear tooth surface requires reasonable planning of the tool path in the tooth root and root position to improve the milling accuracy of the face gear tooth surface.
Keywords:Face Gear, Milling, Measurement Analysis

Copyright © 2023 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
面齿轮作为一种新型的齿轮传动方式具有传统齿轮不具备的优点,如:高重合度、低振动以及安装结构简单等。国外已经成功研制面齿轮高精度加工机床,且面齿轮的设计、计算、加工以及检测已经形成一套标准,将面齿轮成功应用到直升机主减速器中,取得了较好的成果 [1] - [7] 。
国内由于在面齿轮研究方面起步较晚 [8] ,目前还未研制出高精度面齿轮加工机床。率先对面齿轮传动进行研究的是南京航空航天大学的朱如鹏教授及其带领的课题组,并且研制出了国内第一台面齿轮插齿机床 [9] 。陈冠峰 [10] 等提出基于立铣到侧刃五轴铣削面齿轮的加工方法,开发了干涉判断算法;薛东彬 [11] 等利用三维模型对直齿面齿轮齿形进行了研究,采用成形法在数控机床上加工面齿轮并进行可行性分析,证明了铣削加工面齿轮的可行性;林超 [12] 等采用三轴数控机床加工正交变传动比面齿轮,并进行齿轮副对滚和齿面测量试验,验证了该加工面齿轮方法准确性;唐进远 [13] 等提出一种插铣加工面齿轮齿面的方法,其原理是基于多线包络加工方法;王延忠 [14] [15] 提出五轴数控铣床加工面齿轮和盘刀铣削加工面齿轮的加工方法,在五轴铣削加工面齿轮上进一步提高了齿面精度和加工效率,在盘刀铣削加工上得到了面齿轮加工误差与安装和运动参数之间的关系。
本文将推导正交面齿轮齿面方程及建立三维模型,通过五轴数控机床铣削加工了三齿面齿轮,利用3D扫描仪获得实际齿面,并与理论模型齿面进行对比分析。
2. 正交面齿轮齿面的建立
根据齿轮啮合分析方法和包络法求解共轭齿面的原理,通过三次坐标系的齐次变换,即可得到面齿轮齿面方程,其包络过程如图1所示。图1所示的四个坐标系为刀具齿轮固定坐标系及其随动坐标系、被加工面齿轮随动坐标系及其固定坐标系,依次为 、 、 和 ,其中刀具齿轮随动坐标系是由固定坐标系绕 旋转 得到的,同理被加工面齿轮固定坐标系绕 旋转 得到的随动坐标系,而 , 为刀具齿轮和面齿轮齿坯的转动角速度, 为刀具齿轮的分度圆半径。
如图1,被加工面齿轮和刀具齿轮之间是一种啮合的过程,两者之间满足如下关系:
(1)
式中:qTF和qFT、NF和NT分别为两齿轮之间的传动比、被加工面齿轮的齿数和刀具齿轮的齿数。
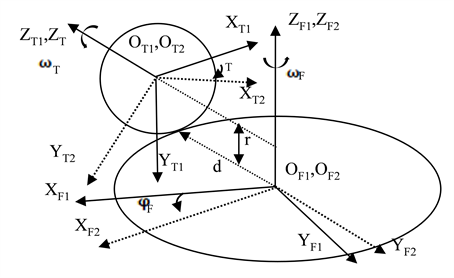
Figure 1. Coordinate system of orthogonal gear envelope machining
图1. 正交面齿轮包络加工坐标系
根据坐标系变换关系可以知道,坐标系 到坐标系 的齐次坐标转换矩阵、坐标系 到坐标系 的齐次坐标转换矩阵和坐标系 到坐标系 的齐次坐标转换矩阵分别为式(2)、式(3)和式(4)
(2)
(3)
(4)
由式(2)、式(3)和式(4)得到坐标系 到坐标系 即到刀具齿轮随动坐标系到被加工面齿轮齿坯随动坐标系的齐次坐标转换矩阵为
(5)
刀具齿轮是标准的直齿圆柱齿轮,如图2所示其轴截面是标准的渐开线齿面。图中 、 、 、 、 、 以及“ ”和“ ”分别为基圆半径、齿面上K点处压力角、齿廓上某点K处的半径、K点处的矢径与坐标轴 的夹角、分度圆压力角、模数以及齿槽两侧齿面。

Figure 2. Tool involute tooth profile
图2. 刀具渐开线齿廓
根据齿轮的基本知识可以知道,基圆半径 、K点处的半径 以及K点处的矢径与坐标轴OTYT的夹角 分别由式(6)、式(7)以及式(8)表示
(6)
(7)
(8)
式中: , 为两渐开线函数即分度圆压力角的渐开线函数以及 点处压力角的渐开线函数。
则刀具齿轮的齿面方程为
(9)
式中: 为齿宽方向的参变量;“+”和“−”分别表示为右齿廓“ ”和左齿廓“ ”。
刀具齿廓曲面方程从其随动坐标系 转换到面齿轮随动坐标系 后,得到在坐标系 中的刀具齿廓曲面方程为
(10)
由包络原理可以知道,被加工面齿轮的齿面和刀具齿轮的齿面存在以下的包络关系为
(11)
因此,将上式与式(10)式进行联立,即得到了面齿轮齿廓曲面方程
(12)
上式中第一式和第二式同时包含三个变量,分别为 、 和 ,第二式包络条件中的变量 和 可以用来表示 ,并带入第一式中,得到含变量 和 的面齿轮齿面方程。应用数值分析软件完成了面齿轮齿面可视化程序,建立了面齿轮齿廓曲面如图3所示,其主要参数:齿数为 ,模数为 ,压力角为 ,齿顶高系数 ,顶隙系数 。
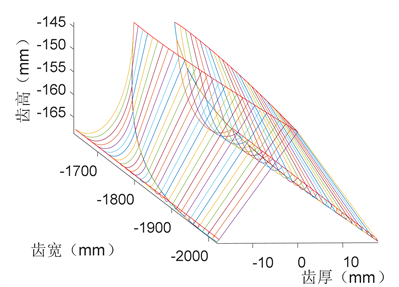
Figure 3. Face gear tooth profile surface
图3. 面齿轮齿廓曲面
3. 正交面齿轮加工、测量与分析
3.1. 正交面齿轮齿面加工
从图3得到面齿轮齿廓曲面可以看出,面齿轮的齿面是一种空间曲面,而目前国内还没有专门用来加工高精度面齿轮的专用机床,因此通过数控机床采用铣削加工方式,加工出三齿面齿轮样件。本文将通过EMCOLINEARMILL_600_HD五轴联动加工心加工面齿轮,面齿轮主要参数如表1。

Table 1. Face gear parameters
表1. 面齿轮参数
由表1中面齿轮参数,根据面齿轮的齿面方程计算得到该参数下面齿轮的最大外半径和最小内半径分别为2023.1 mm和1636.3 mm,受限于五轴加工中心加工尺寸的限制,将该参数下的面齿轮简化成三齿面齿轮。通过三齿面齿轮模型在相应的加工软件中对面齿轮的齿面进行刀路的生成并进行刀路优化,得到面齿轮齿面的刀路如图4,最后通过加工得到三齿面齿轮样件如图5。

Figure 4. Face gear tooth path
图4. 面齿轮齿面刀路图

Figure 5. Machined three-tooth gear
图5. 加工出的三齿面齿轮
3.2. 正交面齿轮齿面测量分析
基于3D扫描的面齿轮齿形误差测量方法是应用3D扫描设备,采用照相法扫描实际齿面,得到实际齿面数据模型,通过专业的误差分析软件,将面齿轮的实际模型与理论模型进行对比分析,得到实际加工的面齿轮齿面上各点与理论齿面的误差,可分析整体的面齿轮齿形误差、齿距累积误差、齿厚偏差等误差参数。试验所使用的3D扫描软件为MetraSCAN 3D扫描仪。该系统可用于对生产工具、夹具、配件、半成品或成品进行逆向工程和尺寸检测,测量尺寸介于1米到3.5米之间,精度最高可达0.024 mm。
使用扫描仪时,首先按照顺序将扫描仪镜头、控制器、测头和电脑按照一定的顺序进行连接。在进行正式扫描前,为了保证其扫描精度需将扫描仪镜头以及测头进行校准。正式进行扫描时,必须保证被测物体固定,不能随意移动,否则会造成扫描失败。扫描时只需手拿测头在合适的距离内围绕被测物体进行移动。
将3D扫描出的面齿轮三齿模型,通过在专业的三维检测软件中进行误差测量和对比。本文所使用的三维扫描处理软件为Geomagic Studio。该软件还拥有非常实用的网格编、点云、曲面的处理功能,可以进行自动缝合、补面和点云的三点拼接等,而且可以生成非常实用的检测分析报告。将扫描出的面齿轮三齿模型与在三维造型软件中建立的模型进行对比与分析,模型如图6和图7所示。

Figure 6. Scanning model
图6. 扫描模型

Figure 7. Theoretical model
图7. 理论模型
在Geomagic Studio将理论模型设置为参考模型,扫描模型设置为测试模型。将扫描模型与理论模型的全局坐标设置在模型中心位置,半径方向为X轴,基圆切线方向设置为Y轴,齿顶面法线方向设置为Z轴。通过软件中的最佳方式进行对齐。测量的误差对比云如图8。

Figure 8. Machining model error cloud
图8. 加工模型误差云图
误差对比过程中,数据点的偏差分布如表2,通过分析,84.99%的数据点偏差均分布在+0.35~−0.35范围内,得到齿面测量数据点的偏差分布图,如图9所示。
Table 2. Distribution of deviations
表2. 偏差分布

Figure 9. Deviation distribution chart
图9. 偏差分布图
上述偏差分布是针对于整个扫描模型与理论模型进行的对比,由于在模型对比分析中理论模型和实际模型在底座位置尺寸不同,且面齿轮受力时主要是看接触面及齿面的加工误差程度。因此以下进行了面齿轮轮齿两侧齿面的测量,测量结果对比云图如图10和图11所示。
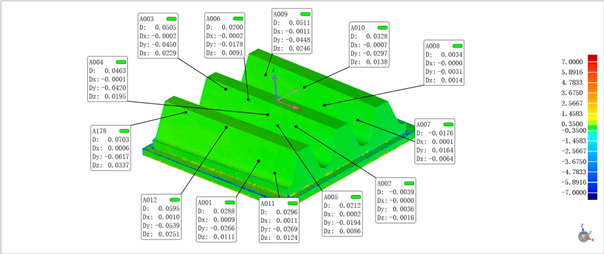
Figure 10. Cloud of machining error on the left side of the tooth surface of the face gear wheel
图10. 面齿轮轮齿左侧齿面加工误差云图

Figure 11. Cloud of machining error on the right side tooth surface of the face gear tooth
图11. 面齿轮轮齿右侧齿面加工误差云图
Table 3. Comparison of machining errors of individual points on the left side of the tooth face of face gear teeth
表3. 面齿轮轮齿左侧齿面个别点加工误差对比表
Table 4. Comparison of machining errors of individual points on the right side of the teeth of face gears
表4. 面齿轮轮齿右侧齿面个别点加工误差对比表
通过面齿轮轮齿左右齿面误差对比云图以及测量齿面上一系列点得到的表3和表4可以看出,在面齿轮轮齿左侧齿面上,存在加工误差最大点出现在接近齿顶处为0.703 mm,由于齿顶平面为车削加工,未进行磨削加工,平面度较差,造成齿顶处个别点误差较大;最小点出现在单个轮齿中间位置为0.0034 mm。在面齿轮轮齿右侧齿面上,最大点出现在靠近轮齿齿根部位为0.0629 mm,最小点仍然出现在轮齿的中间位置。由于轮齿根部的空间较小,球头铣刀在齿根位置运动受限,铣削加工刀路规划不合理,而造成的加工误差偏大,这一结果也提示在后期面齿轮铣削加工时,在面齿轮齿根位置要合理的优化加工刀路,提高齿根的加工精度。
面齿轮偏差允许值目前没有标准,参照圆柱齿轮偏差允许值,选取精度等级为7级,分度圆直径在2500 mm到4000 mm之间,模数在10到16之间的直齿圆柱齿轮齿廓总偏差允许值为0.049 mm。扫描测量的齿面最大误差为0.0629 mm,由于扫描测量仪本身存在0.024 mm的误差,因此该点的误差是在0.0869~0.0389 mm范围内,齿根位置是面齿轮传动中的齿顶间隙,不参与齿面接触,且根据分析0.0629 mm的加工或安装误差均能使面齿轮传动正常运转。
4. 结语
根据齿轮啮合原理和包络法得到面齿轮齿面方程,通过铣削加工得到面齿轮实际齿面,由3D扫描仪获得实际齿面模型与理论齿面进行对比分析。结果表明铣削加工的面齿轮齿面存在超出相应标准下的允许范围,超出允许范围的点主要分布在齿顶和齿根位置,因此需要合理规划铣刀在齿顶和齿根位置的刀路路径,以提高面齿轮齿面精度,验证了铣削加工面齿轮方法的可行性,并为提高面齿轮齿面加工精度方法提供参考。
基金项目
重庆大学机械传动国家重点实验室开放课题(SKLMT-KFKT-201703);安徽省自然科学基金面上项目(2108085ME167)。
文章引用
李同杰,靳广虎,苏 阔,李晓贞. 正交面齿轮齿面铣削加工与测量分析研究
Study of Orthogonal Gear Tooth Milling and Measurement Analysis[J]. 机械工程与技术, 2023, 12(03): 213-223. https://doi.org/10.12677/MET.2023.123025
参考文献
- 1. Litvin, F.L. and Fuentes, A. (1994) Gear Geometry and Applied Theory. Cambridge University Press, Cam-bridge.
- 2. Zschippang, H.A., Lanz, N., Küçük, K.A., Weikert, S. and Wegener, K. (2020) Face-Gear Drive: Assess-ment of Load Sharing, Transmission Characteristics and Root Stress Based on a Quasi-Static Analysis. Mechanism and Machine Theory, 151, Article ID: 103914. https://doi.org/10.1016/j.mechmachtheory.2020.103914
- 3. Litvin, F.L., Fuentes, A., Zanzi, C., Pontiggia, M. and Handschuh, R.F. (2002) Face-Gear Drive with Spur Involute Pinion: Geometry, Generation by a Worm, Stress Analysis. Computer Methods in Applied Mechanics and Engineering, 191, 2785-2813. https://doi.org/10.1016/S0045-7825(02)00215-3
- 4. Litvin, F.L., Wang, J.C., Bossler, R.B., Chen, Y.J.D., Heath, G. and Lewicki, D.G. (1994) Application of Face-Gear Drives in Helicopter Transmissions. Journal of Mechanical Design, 116, 672-676. https://doi.org/10.21236/ADA257727
- 5. Chakraborty, J. and Bhadoria, B.S. (1971) Design Parameters for Face Gears. Journal of Mechanisms, 6, 435-445. https://doi.org/10.1016/0022-2569(71)90045-0
- 6. Łukasz, C., Aleksander, M., Mirosław, S., Tadeusz, M. and Wojciech, H. (2022) Measurement Method of Temperature of the Face Gear Rim of a Spiroid Gear. Sensors, 22, Article 8860. https://doi.org/10.3390/s22228860
- 7. Zschippang, H.A., Weikert, S. and Wegener, K. (2022) Face-Gear Drive: Meshing Efficiency Assessment. Mechanism and Machine Theory, 171, Article ID: 104765. https://doi.org/10.1016/j.mechmachtheory.2022.104765
- 8. 张广, 张丰收, 靳园园, 等. 面齿轮加工进展综述[J]. 机械传动, 2021, 45(11): 1-10. https://doi.org/10.16578/j.issn.1004.2539.2021.11.001
- 9. 周辉俊. 正交面齿轮传动的弯曲应力计算方法及试验研究[D]: [硕士学位论文]. 南京: 南京航空航天大学, 2013.
- 10. 陈冠峰, 蔡志钦, 姚斌, 等. 立铣刀五轴侧刃铣削面齿轮计算机辅助制造系统的开发[J]. 工具技术, 2022, 56(11): 64-70.
- 11. 薛东彬, 陈大立, 李永祥. 面齿轮的数控铣削加工[J]. 机械, 2010, 37(11): 65-67.
- 12. 林超, 樊宇, 曹喜军, 蔡志钦. 正交变传动比面齿轮三轴数控加工方法[J]. 哈尔滨工程大学学报, 2015, 36(6): 821-825.
- 13. 唐进元, 杨晓宇. 面齿轮数控插铣加工方法研究[J]. 机械传动, 2015, 39(6): 5-8. https://doi.org/10.16578/j.issn.1004.2539.2015.06.004
- 14. 王永忠兰志, 侯立文, 等. 一种基于五轴电脑数控铣床的正齿面齿轮生成铣削方法[J]. 机械工程师学会学报(B部分: 工程制造学报), 2016, 230(8): 12-56.
- 15. 王永忠, 侯立文, 兰志, 等. 圆盘刀具面齿轮精密铣削方法[J]. 国际先进制造技术学报, 2017, 89(5/6/7/8): 1545-1558.