Instrumentation and Equipments
Vol.
07
No.
04
(
2019
), Article ID:
33561
,
8
pages
10.12677/IaE.2019.74036
The Smoke Box Cover Supports the Reset Device
Ruihuan Li, Meirong Yin, Xitao Xia, Hongcheng Li
Hongta Tobacco (Group) Co. Ltd., Yuxi Yunnan

Received: Nov. 28th, 2019; accepted: Dec. 16th, 2019; published: Dec. 23rd, 2019

ABSTRACT
Leaf packaging is the last process in the production of leaf rebaking. The cover plate of the carton will affect the operation of the packaging equipment in the packaging process. If the cover plate of the carton is not handled properly, the carton will be damaged or the smoke sheet will leak out of the carton. In order to solve the problems of material leakage and carton damage in carton packaging, a clamping device is designed to fix the smoke carton cover plate.
Keywords:Leaf Rebaking, Carton, Packing

烟箱盖板支撑复位装置
李瑞环,殷美荣,夏希陶,李泓呈
红塔烟草(集团)有限责任公司,云南 玉溪

收稿日期:2019年11月28日;录用日期:2019年12月16日;发布日期:2019年12月23日

摘 要
叶片包装是打叶复烤生产中最后一道工序。纸箱的盖板在包装的过程中会影响包装设备的运行,处理不好纸箱的盖板,会导致纸箱损坏或者烟片漏出到烟箱外面。为了解决纸箱包装中存在的漏料和纸箱损坏的问题,设计了一种专门针对烟用纸箱盖板的夹持装置来固定烟用纸箱盖板。
关键词 :叶片包装,纸箱,包装

Copyright © 2019 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
叶片包装是打叶复烤生产中最后一道工序,主要任务是将散状叶片,按一定重量、尺寸进行包装。目的是增强烟叶的支撑性,便于运输、贮存和片烟醇化,同时减少造碎,降低损耗。烟叶装箱包装的过程如下:烟箱输送到预压打包机下方–预压机套箱下降并插入空烟箱中–计量进料(200千克/箱)–停止进料、压头下降–套箱上升、压头上升–烟箱输送至人工复称处–烟箱捆扎 [1] [2]。为防止烟箱侧面盖板伸开,影响烟箱输送到人工复称的过程受阻(通道上有障碍物,烟箱盖板伸开就会与输送通道上的障碍物碰撞),一般是用U型的铁架子夹住烟箱盖板(如图1所示),让烟箱盖板不回弹起来,待复秤的时候再取出铁夹子。采用U型铁架的方法很好的避免了烟箱与周围设备的碰撞损坏,但是也带来了烟片溢出的问题。

Figure 1. U-shaped clip
图1. U型夹子
2. 存在问题
预压机工作中,套箱插入烟箱内,烟片落下,当烟片称重满200 kg后,烟叶停止下落,预压机压头下压,将烟叶压实后,套箱、压头上移,烟箱中的烟片在输送过程中会逐渐膨胀,膨胀起来的烟片将高出烟箱口约15~20 cm (如图2)左右。
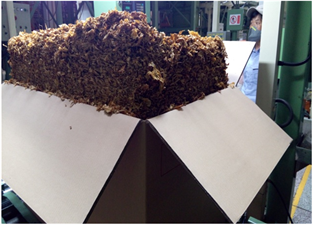
Figure 2. The smoke sheet expands above the opening of the smoke box
图2. 烟片膨胀高出烟箱口
烟箱在随输送辊道输送到人工复秤处的过程中,由于输送辊道都有震动,烟叶膨胀出烟箱口后,边缘的烟片就会在辊道的震落下落到烟箱外面。生产车间对两条生产线分别进行了6次落烟量统计,如表1所示:

Table 1. Investigation form of smoke sheet emission during pre-pressure conveying in January 2014 (kg/10 boxes)
表1. 2014年1月预压输送过程中的烟片外冒调查表(千克/10箱)
从表1中的数据可以看出,预压输送过程的烟片外冒量为1.245千克/10箱。一般复烤厂以每年100万担的烟叶加工量来估算,每年在预压过程将有2000千克左右的烟片冒出。溢出的烟片散落于设备周围,对生产车间环境造成一定污染(如图3),溢出的烟片只能由人工回收(如图4)、筛分后再添加到烟箱中去,这样就加大了人力的投入;同时人工回收还增加了烟片的造碎,降低了烟片的使用价值;人工回收可能还会增加烟叶中的杂物,影响到成品烟片的质量。预压打包过程中烟片外溢问题较为严重,亟待解决。

Figure 3. Scattered smoke sheet
图3. 散落的烟片

Figure 4. Manual recycling
图4. 人工回收
3. 解决方法
3.1. 解决思路
经过现场调查分析后发现:烟箱盖板的高度为35 cm,在烟箱随输送辊道输送的过程中,只需要把烟箱盖板支撑起来,保证烟箱盖板与箱体的夹角大于90˚,那么从烟箱上掉落的烟片就会落在烟箱的盖板上,而不掉在地上。落在烟箱盖板上的烟片在人工复称的时候就可以直接落入烟箱内 [3]。
通过现场调查发现:在自然状态下,烟箱的盖板与箱体的夹角有的大于90˚,有的小于90˚。我们随机抽取了100个烟箱调查了烟箱的盖板与箱体的夹角情况,结果如表2所示:
Table 2. The angle between the cover plate and the box
表2. 烟箱的盖板与箱体的夹角情况
由表2可以看出,在自然状态下,大约有69%的烟箱盖板与烟箱的夹角都小于90˚。因此,只要设计一种能将烟箱盖板支撑起来的工具,将烟箱盖板支撑起来挡住要洒出烟箱的烟叶,就能保证烟片不会洒出到烟箱外;同时为了保证在压头下压的时候不损坏烟箱,在压头下压的时候需要保证盖板能够自由下落,不被压头压坏(如图5所示)。
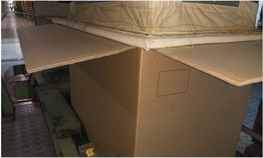
Figure 5. Tobacco packing box
图5. 烟箱装填烟叶
综上所述,为防止高出烟箱口的烟片不洒出烟箱,同时又不能影响预压打包机的压头下压,烟箱盖板支撑工具需具备两个功能:
1) 能将烟箱盖板支撑起一定的角度,盖板与烟箱口的夹角大于90˚,才能防止烟片外溢;
2) 在烟片装箱时,压头下压,该支撑装置能使烟箱盖板随着压头下压,待压头上移之后能再将烟箱盖板弹回原位,如图6所示。
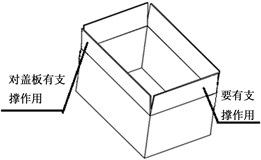
Figure 6. Schematic diagram of supporting tools for smoke box cover plate
图6. 烟箱盖板支撑工具示意图
3.2. 烟箱盖板支撑装置方案
为了满足烟箱盖板支撑工具的功能要求,需要设计专门的装置对烟箱盖板施加回弹力。考虑装置的轻便性和陈本问题,我们采用弹片式支撑方案来提供回弹力,方案分析如表3所示:
Table 3. Shrapnel support scheme
表3. 弹片式支撑方案
在选定了弹片式作为烟箱盖板支撑复位装置的方案后,接下来对弹片式支撑工具的具体结构进行分析设计。烟箱的尺寸为1115 × 690 × 725 mm,因烟箱尺寸较大,所以需要先选定弹片式烟箱盖板支撑复位装置的安装位置,提出以下两种方案进行对比选择,如表4所示。
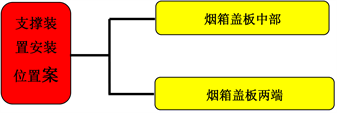
Table 4. Installation position selection of shrapnel support scheme
表4. 弹片式支撑方案安装位置选择
确定了烟箱支撑工具的位置在烟箱盖板的端部,用挂钩的方式将支撑工具固定在烟箱上,如图7所示。考虑到每个烟箱有四块盖板,需要四个该装置才能将四块盖板支撑起来,将两个该装置组合到一起,就只需要两个挂钩,且相邻两个支持架能互相平衡,使得夹持块紧贴烟箱侧板。
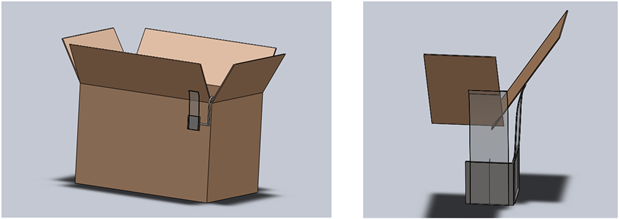
Figure 7. Schematic diagram of hook support
图7. 挂钩支撑示意图
综合以上方案分析,确定了弹片式支撑复位装置的结构,如图8所示。

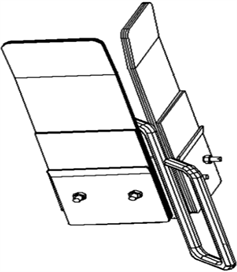
Figure 8. Schematic diagram of shrapnel support device
图8. 弹片式支撑装置示意
经过试验:弹片材质用厚度为2 mm的聚乙烯板,弹片弹性力臂长度为200 mm,宽度为100 mm,弹片数量为3片;用不锈钢钢板材料制作直角夹持块和提手,夹持块宽度为100 mm,厚度2 mm,提手用直径为8 mm的不锈钢圆杆制作,将两块板材呈直角布局焊接在提手上。弹片和夹持块用螺栓进行固定。
4. 效果验证
4.1. 效果检查
将烟箱盖板支撑复位装置制作完成后,放到生产车间预压打包上进行试验验证:
烟箱盖板支撑复位装置挂到烟箱的两个对角上,将烟箱盖板支撑起一定的角度,烟箱随输送辊道输送到打包机下方,如图9所示。在完成预压装箱后,盖板支撑复位装置将烟箱盖板支撑到大于90˚的位置。在压头下压时,压头下压烟箱盖板,盖板压缩弹片向下折弯,待压头上移后,弹片向上回位,烟箱盖板在弹片的推动下向上运动。安装了烟箱盖板支撑复位装置不影响预压打包机的正常工作,烟箱盖板能随着压头密封套的下压而下压到80˚~90˚之间如图9所示。

Figure 9. Installation diagram of reset device supported by cover plate of smoke box
图9. 烟箱盖板支撑复位装置安装图
烟箱盖板支撑复位装置的功能基本实现,烟箱在输送过程中洒出到烟箱外的烟片明显减少,如图10所示。以10箱烟为一批,两条生产线个测量了6批烟箱烟片外溢情况,结果如表5所示。由表我们可以看出,在输送过程中溢出到烟箱外面的烟片平均为0.26千克/10箱。

Figure 10. Diagram of effect comparison
图10. 效果对比图
Table 5. Investigation on the drop of smoke pieces in the prepress (unit: kg/10 boxes)
表5. 预压机工作中的烟片掉落调查(单位:千克/10箱)
4.2. 总结
通过现场验证,可以看到实现了烟箱盖板支撑复位装置的设计目标,现场掉落的烟片大幅减少。因此,小组改善课题目标完成。由于外冒烟片的大幅减少,减少了烟叶原料的浪费,基本杜绝了预压机生产作业区的烟片碎末污染,降低了空气中粉尘含量,改善了生产环境,减少了现场清洁工作的劳动强度,实现了清洁生产,符合企业精益管理的理念。
文章引用
李瑞环,殷美荣,夏希陶,李泓呈. 烟箱盖板支撑复位装置
The Smoke Box Cover Supports the Reset Device[J]. 仪器与设备, 2019, 07(04): 263-270. https://doi.org/10.12677/IaE.2019.74036
参考文献
- 1. 李昌权, 房华, 熊卫湘. 卷烟工业企业自动化物流系统的优化设计[J]. 烟草科技, 2009(12): 13-17.
- 2. 徐仲兴, 杨忠文. 烟草企业自动化物流系统的解决方案[J]. 烟草科技, 2002(3): 32-35.
- 3. 濮良贵. 机械设计[M]. 北京: 高等教育出版社, 2009.
- 4. 郭稳, 张立斌, 孙月明. 一种纸箱上箱面密闭纸盖板的支撑装置[P]. 中国专利, 201410825570.4. 2017-06-27.