Mechanical Engineering and Technology
Vol.
07
No.
05
(
2018
), Article ID:
27365
,
8
pages
10.12677/MET.2018.75047
Simulation Analysis of Welding Process for Ring Stiffened Tubular Structure
Mohan Yu1, Xinyou Li2, Guanhui Li2
1Iowa State University, Ames USA
2Tianjin HRG Lingsheng Robot Co., Ltd., Tianjin

Received: Oct. 7th, 2018; accepted: Oct. 24th, 2018; published: Oct. 31st, 2018

ABSTRACT
A large-scale finite element software ANSYS was used to simulate the welding process for a simplified model of a certain type of welded piece. Assuming that the stress-strain field has no effect on the temperature field, the indirect coupling method is used to simulate the welding process. The SOLID70 element is selected to calculate the temperature field, and then the displacement field is calculated by SOLID185. The results show that the maximum deformation usually occurs at the local position of welding moment, and the longer the cooling time is, the more stable the size of the welded parts is, and the deformation of the parts is generally in the range of 10−4 mm after 15 hours of air cooling.
Keywords:Cylindrical Structure, Welding Deformation, ANASYS, Simulation
带环筋筒形结构焊接过程仿真分析
余墨涵1,李新友2,李关辉2
1爱荷华州立大学,美国 艾姆斯
2天津哈工领盛机器人有限公司,天津
收稿日期:2018年10月7日;录用日期:2018年10月24日;发布日期:2018年10月31日

摘 要
采用大型有限元软件ANSYS针对某型焊接件的简化模型进行了焊接工艺的仿真。假设应力应变场对温度场没有影响,采用间接耦合方法对焊接过程进行仿真计算,选用SOLID70单元进行温度场计算,得到温度场后,在此基础上选用SOLID185计算位移场。结果表明:最大变形量一般发生在焊接瞬间的局部位置;焊接完成冷却时间越长,焊接件尺寸越稳定;一般在空冷15小时后零件的变形量级在10−4 mm级别上。
关键词 :筒形结构,焊接变形,ANASYS,仿真

Copyright © 2018 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
焊接是金属结构制造过程中应用最广、效率最高的一种联接技术,一个显著特点是采用高度集中的瞬时热输入,其加热和冷却过程是极不均匀而且远离平衡状态的,其中包含着复杂的冶金物理化学反应和热处理过程,因而形成复杂的瞬态温度场和应力应变场 [1] [2]。由于在加热和冷却过程中材料受约束而产生塑性变形,焊后结构中将留存下永久性的非协调应变,从而产生相当大的残余应力和变形。由于焊接变形对产品的重要影响,工程界一直对其非常重视,人们对焊接变形的产生机制进行了大量的研究,以期能够在焊接过程中进行有效的控制,保障产品的质量,同时尽量避免焊后矫正工作 [3]。
基于热弹塑性理论的有限元分析,这是当今应用最为广泛的焊接过程计算方法。焊接过程中的变形不仅与几何形状和焊接条件有关,而且依赖于焊接材料的特性。根据焊接的特点,在计算过程中不仅引入了材料力学性能参数随温度变化的关系,而且考虑到不同阶段材料具有不同的力学行为,采用不同的本构方程,能够动态地跟踪应力应变过程以及焊后的残余应力与变形,因而可以更准确地模拟整个焊接过程 [4]。
目前,热弹塑性分析最主要的问题是材料性能,特别是高温时的性能数据非常缺乏,这给分析带来了很大困难,而且有些材料属性,特别是材料的屈服强度随温度变化的情况,对计算结果的影响很大,如果处理不当,会引起相当大的误差。热弹塑性有限元分析的另一个缺点是运算量很大,特别是对大型构件和复杂结构,有些即使能够分析也很不经济,有些则不得不采用其它简化方法。
本论文采用大型有限元软件ANSYS针对某型焊接件的简化模型进行了焊接工艺的仿真。
2. 模型的建立及计算方法
有限元模型建立
本论文所研究钢质筒形结构,筒外部间断焊接若干个沿轴线均匀分布的环筋。一端部焊接一个法兰,尾部焊接一个圆环。根据计算需要对给定模型进行了一定的简化,忽略了一些小的特征,所建几何模型如图1所示。
工件的材质均为0Cr18Ni9 [5] ,材料参数如表1所示。
针对热源移动的需要,在有限元划分网格时,要控制热源移动路径上尽量细化,单元格数为34,208。计算网格模型如图2所示。

Figure 1. Computational geometry model
图1. 计算几何模型

Figure 2. Finite element model
图2. 有限元模型
3. 边界条件
3.1. 边界约束处理
本论文采用表2所示的两种不同边界条件的计算模型(下文以模型1,模型2表示不同边界条件的模型),来对比不同边界条件对焊接变形的影响。在仿真过程中,对支撑条件转换成约束进行了模拟。内部支撑采用约束径向位移的方式,表中的约束方式以及支撑方式的约束为轴向长度间隔0.5 m。其中模型1中为了有限元计算的需要,约束圆筒(本体)刚体位移。
3.2. 载荷
第1种计算模型,按照对称焊接的原则,先焊筒体最中间的环筋,然后再依次焊两侧的环筋、尾部件和法兰。焊接顺序如图3所示。
模型2的对称焊接为由两名工人同时进行焊接,从中间向两侧推进,直到焊完所有焊缝。

Table 1. 0Cr18Ni9 material parameters
表1. 0Cr18Ni9材料参数
Table 2. Two different boundary conditions models
表2. 两种不同边界条件模型

Figure 3. Common welding sequence
图3. 普通焊接顺序
在焊接过程中,工件要与周围空气进行热交换,给定其表面与空气换热系数为10 W/(m2∙K)。在本论文中,热源的功率根据功率的计算公式来计算。
其中,U为电焊的额定功率,I为电焊的额定电流。根据文献上电焊的数值估算出该电焊的功率约为2870 W。
4. 计算结果分析
通过不同的边界条件计算模型的比较可知,由于最大变形量往往发生在焊接瞬间的局部位置,所以改变边界条件对控制最大焊接变形基本上没有作用。根据圣维南原理,远处的约束对局部的影响作用是不明显的。但是约束的增加对控制总体的变形能起到一定的作用。在无约束情况下,焊接完成后,冷却15小时以后,尺寸稳定后,左侧和右侧的相对变形为0.0021 mm,而有约束的情况下,无明显左侧和右侧的相对变形。
4.1. 模型1计算结果
由图4~6可知,在焊接过程中,最大变形的位置为焊接的位置,其位置随着焊接位置的变化而变化,

Figure 4. Deformation after welding for 15 h
图4. 焊完冷却15小时后的变形

Figure 5. Changes of temperature field after cooling for 15 h
图5. 冷却15小时后温度场的变化
数值大约为:0.8 mm。在冷却15小时后,最大变形为:0.0021 mm。在冷却阶段温度随时间而降低,直到15小时后,才到20˚C。由于该论文采用间接耦合的方法求解位移场,所以模型1在温度场的求解上是一样的。由于每个点的残余应力是一个复杂应力状态,所以本论文在表达残余应力时采用等效Mises应力来表示,其计算方法为:

Figure 6. Residual stress distribution after cooling of model 1
图6. 模型1焊接冷却后的残余应力分布
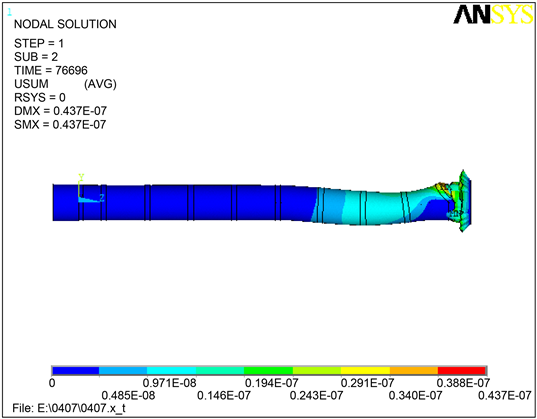
Figure 7. Deformation after cooling for 15 hours
图7. 冷却15小时后的变形
其中, 、 和 分别为该点的第一、二和三应力。通过分析可得,模型1冷却后最后的残余应力为: 。
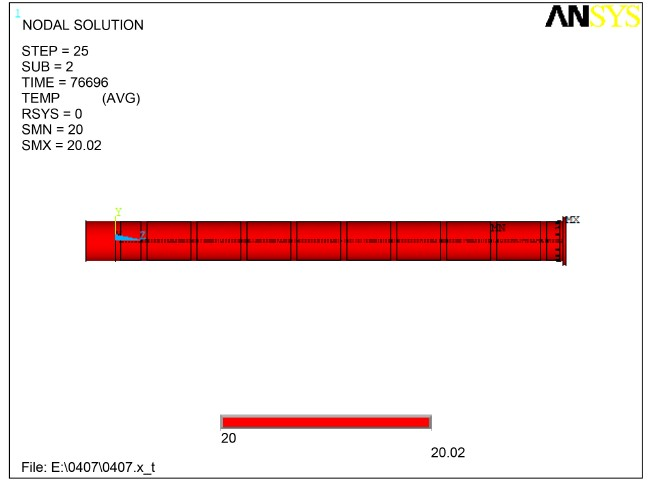
Figure 8. Temperature field after cooling for 15 hours
图8. 冷却15小时后温度场
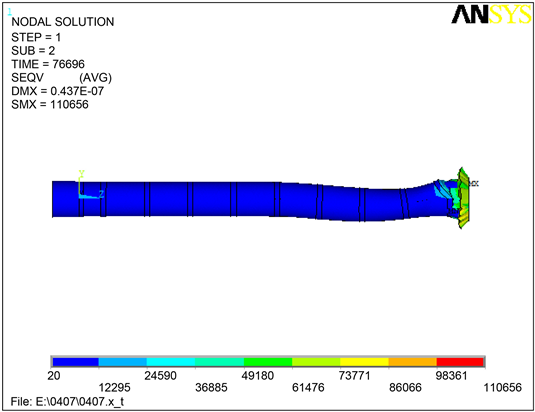
Figure 9. Distribution of residual stress after cooling for 15 hours after model 2 welding
图9. 模型2焊接完成后冷却15小时后的残余应力分布
4.2. 模型2计算结果
由图7~9可知,在焊接过程中,最大变形的位置为焊接的位置,其位置随着焊接位置的变化而变化,数值大约为:0.5 mm。在冷却15小时后,最大变形为:0.0000437 mm。对于对称焊接方式的温度场分布,在冷却阶段温度随时间而降低,但是在刚开始阶段温度降低的幅度较大。焊接温度大约为300˚C,这比普通焊接方式要低。冷却15小时后,才到20˚C。通过分析可得,模型2冷却后最后的残余应力(Mises应力)为: 。
5. 结论
通过以上仿真分析的对比,可以得到如下初步结论:
1) 最大变形量一般发生在焊接瞬间的局部位置,一般在1 mm左右(除个别情况),所以改变边界条件对控制最大变形基本上没有作用。这是因为根据圣维南原理,远处的约束对局部的作用是不明显的。
2) 焊接完成冷却过程中,空冷时间越长,焊接件尺寸越稳定。刚一开始阶段弹性变形恢复的较快,随着时间的增加,弹性变形恢复的越来越慢,尺寸越来越稳定,变形中弹性变形因素也越来越少。一般在空冷15小时后零件的变形量级在10−4 mm级别上。
3) 从变形量来看,对称焊接在最终冷却15小时后,最大变形为:0.0000437 mm,而普通焊接为0.0000211 mm。
文章引用
余墨涵,李新友,李关辉. 带环筋筒形结构焊接过程仿真分析
Simulation Analysis of Welding Process for Ring Stiffened Tubular Structure[J]. 机械工程与技术, 2018, 07(05): 381-388. https://doi.org/10.12677/MET.2018.75047
参考文献
- 1. 朱志民, 李晓东. 铝合金车体端墙焊接变形行为仿真验证分析[J]. 制造业自动化, 2013(11): 148-150.
- 2. 李亭, 史清宇, 李红克, 王伟. 铝合金搅拌摩擦焊接头残余应力分布[J]. 焊接学报, 2007(6): 105-108.
- 3. Grimvall, G. (1999) Thermophysical Properties of Materials. Non Metallic Solids, 55-58.
- 4. 董志波, 郭军礼, 杨来山, 等. 焊接过程宏微观数值模拟与仿真的研究现状[J]. 精密成型工程, 2018(1): 40-51.
- 5. 陈文兴, 张磊, 刘军祥, 等. 铁路货车乙型钢中梁焊接变形仿真预测[J]. 铁道车辆, 2007(2): 8-11.