 Mechanical Engineering and Technology 机械工程与技术, 2013, 2, 69-72 http://dx.doi.org/10.12677/met.2013.23013 Published Online September 2013 (http://www.hanspub.org/journal/met.html) Copyright © 2013 Hanspub 69 The Difficulty of Processing Technology of the Large Size Steel Ball and Its Improvement Measures Mingsong Zhang, Yikuan Zhu, Jianjun Ke, Puxian Zhu Institute of Machinery and Materials in Three Gorges University, Yichang Email: zyk681302@126.com Received: May. 13th, 2013; revised: Jun. 28th, 2013; accepted: Jul. 6th, 2013 Copyright © 2013 Mingsong Zhang et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Abstract: Objective: In recent years, with the rapid development of science and technology, the demand of large heavy machinery and equipment in equipment manufacturing industry is higher and higher and it also puts forward higher request for the quality of large bearing steel ball products and technical conditions. This paper analyzes the processing difficulty of large size steel ball and its improvement measures. Methods: As a key bearing part, the quality require- ments of large size steel ball are constantly improved, and improved the tool design to reduce the machining allowance of large size steel ball, ameliorated the large size steel ball state of fine, soft grinding process to upgrade the quality of steel ball processing. Results: The level of the steel ball processing is improved. Conclusion: The difficulty of process- ing technology of large size steel ball is still urgently needed to be solved, and it becomes one of the difficult points of technology in the bearing factory at present. Keywords: Large Size Steel Ball; The Processing Technology; The Improvement Measures; The Machining Accuracy 浅析大尺寸钢球的加工工艺难点及其改进措施 张明松,朱亿宽,柯建军,朱普先 三峡大学机械与材料学院,宜昌 Email: zyk681302@126.com 收稿日期:2013 年5月13 日;修回日期:2013 年6月28 日;录用日期:2013 年7月6日 摘 要:目的:近几年伴随着科技的迅速发展,装备制造业对大型重载机械设备要求越来越高,对大型轴承钢 球的产品质量和技术条件也提出了更高的要求。本文分析了大尺寸钢球的加工工艺难点及其改进措施。方法: 作为关键性的轴承零件,对大尺寸钢球的质量要求进行不断的提高,对工具设计进行改进,大尺寸钢球的加工 留量得以减少,对大尺寸钢球细、软磨的工序状态进行改善,提高钢球的加工质量。结果:改进后,钢球加工 水平得以提高。结论:大尺寸钢球的加工工艺难点仍然是目前轴承制造厂中是急需予以解决的重难点技术之一。 关键词:大尺寸钢球;加工工艺;改进措施;加工精度 1. 引言 钢球的外形是属于球状的、材质比较硬的零部 件,而且整个钢球中,一方面其表面是工作面,另一 方面在对其加工的过程中,它又是支承面与基准面。 在加工钢球尤其是大尺寸钢球的工序上,有其独具特 色的专业特点,在钢球原材料工艺水平、工艺质量以 及钢球加工设备中,都有非常高的要求。 在保持工艺技术和原材料都相对适用于稳定的 情况下,加工大尺寸钢球的设备对钢球加工的精度有 直接的影响。钢球工艺方法的不同对其加工设备也会 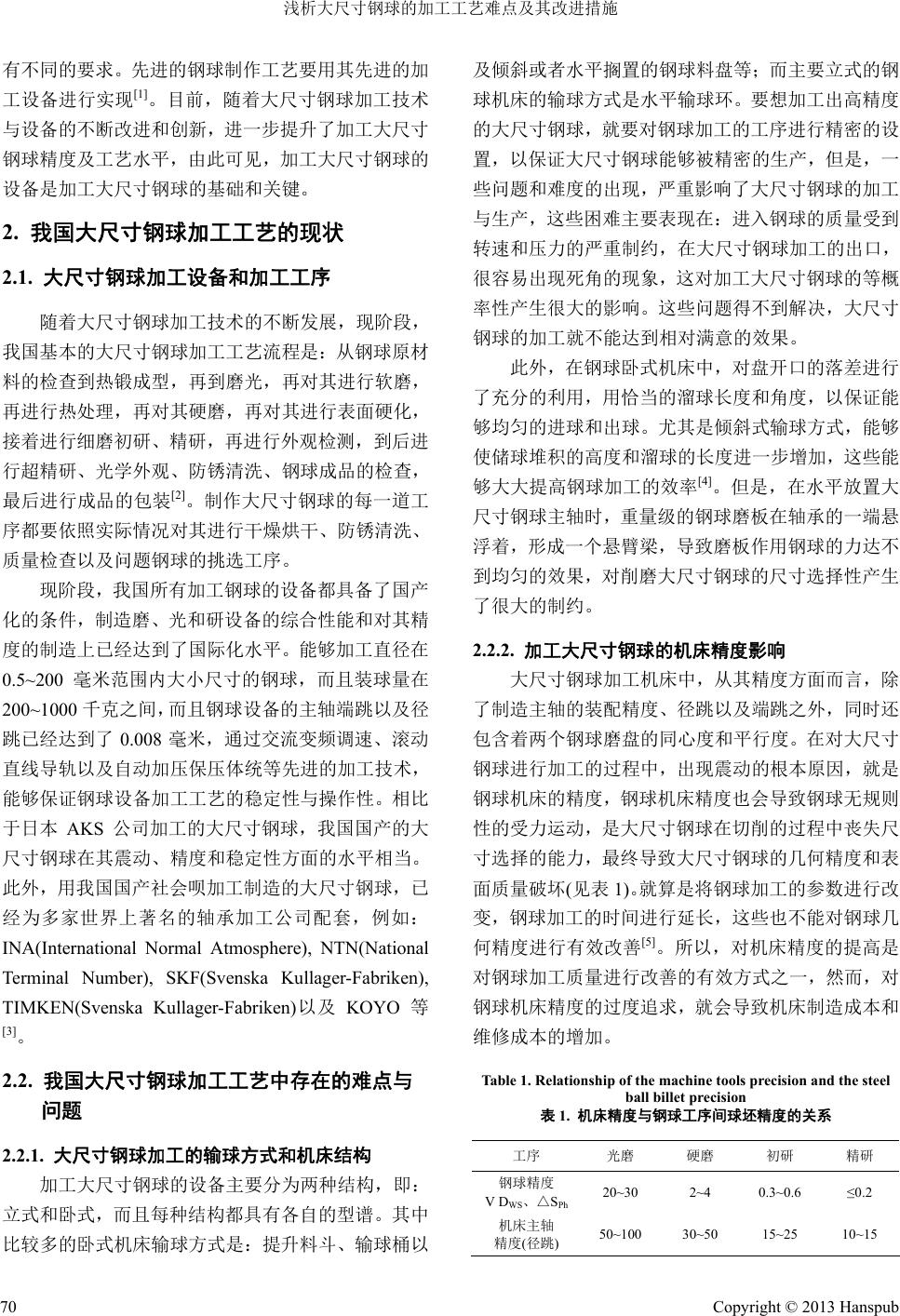 浅析大尺寸钢球的加工工艺难点及其改进措施 Copyright © 2013 Hanspub 70 有不同的要求。先进的钢球制作工艺要用其先进的加 工设备进行实现[1]。目前,随着大尺寸钢球加工技术 与设备的不断改进和创新,进一步提升了加工大尺寸 钢球精度及工艺水平,由此可见,加工大尺寸钢球的 设备是加工大尺寸钢球的基础和关键。 2. 我国大尺寸钢球加工工艺的现状 2.1. 大尺寸钢球加工设备和加工工序 随着大尺寸钢球加工技术的不断发展,现阶段, 我国基本的大尺寸钢球加工工艺流程是:从钢球原材 料的检查到热锻成型,再到磨光,再对其进行软磨, 再进行热处理,再对其硬磨,再对其进行表面硬化, 接着进行细磨初研、精研,再进行外观检测,到后进 行超精研、光学外观、防锈清洗、钢球成品的检查, 最后进行成品的包装[2]。制作大尺寸钢球的每一道工 序都要依照实际情况对其进行干燥烘干、防锈清洗、 质量检查以及问题钢球的挑选工序。 现阶段,我国所有加工钢球的设备都具备了国产 化的条件,制造磨、光和研设备的综合性能和对其精 度的制造上已经达到了国际化水平。能够加工直径在 0.5~200 毫米范围内大小尺寸的钢球,而且装球量在 200~1000 千克之间,而且钢球设备的主轴端跳以及径 跳已经达到了 0.008 毫米,通过交流变频调速、滚动 直线导轨以及自动加压保压体统等先进的加工技术, 能够保证钢球设备加工工艺的稳定性与操作性。相比 于日本 AKS 公司加工的大尺寸钢球,我国国产的大 尺寸钢球在其震动、精度和稳定性方面的水平相当。 此外,用我国国产社会呗加工制造的大尺寸钢球,已 经为多家世界上著名的轴承加工公司配套,例如: INA(International Normal Atmosphere), NTN(National Terminal Number), SKF(Svenska Kullager-Fabriken), TIMKEN(Svenska Kullager-Fabriken)以及 KOYO 等 [3]。 2.2. 我国大尺寸钢球加工工艺中存在的难点与 问题 2.2.1. 大尺寸钢球加工的输球方式和机床结构 加工大尺寸钢球的设备主要分为两种结构,即: 立式和卧式,而且每种结构都具有各自的型谱。其中 比较多的卧式机床输球方式是:提升料斗、输球桶以 及倾斜或者水平搁置的钢球料盘等;而主要立式的钢 球机床的输球方式是水平输球环。要想加工出高精度 的大尺寸钢球,就要对钢球加工的工序进行精密的设 置,以保证大尺寸钢球能够被精密的生产,但是,一 些问题和难度的出现,严重影响了大尺寸钢球的加工 与生产,这些困难主要表现在:进入钢球的质量受到 转速和压力的严重制约,在大尺寸钢球加工的出口, 很容易出现死角的现象,这对加工大尺寸钢球的等概 率性产生很大的影响。这些问题得不到解决,大尺寸 钢球的加工就不能达到相对满意的效果。 此外,在钢球卧式机床中,对盘开口的落差进行 了充分的利用,用恰当的溜球长度和角度,以保证能 够均匀的进球和出球。尤其是倾斜式输球方式,能够 使储球堆积的高度和溜球的长度进一步增加,这些能 够大大提高钢球加工的效率[4]。但是,在水平放置大 尺寸钢球主轴时,重量级的钢球磨板在轴承的一端悬 浮着,形成一个悬臂梁,导致磨板作用钢球的力达不 到均匀的效果,对削磨大尺寸钢球的尺寸选择性产生 了很大的制约。 2.2.2. 加工大尺寸钢球的机床精度影响 大尺寸钢球加工机床中,从其精度方面而言,除 了制造主轴的装配精度、径跳以及端跳之外,同时还 包含着两个钢球磨盘的同心度和平行度。在对大尺寸 钢球进行加工的过程中,出现震动的根本原因,就是 钢球机床的精度,钢球机床精度也会导致钢球无规则 性的受力运动,是大尺寸钢球在切削的过程中丧失尺 寸选择的能力,最终导致大尺寸钢球的几何精度和表 面质量破坏(见表 1)。就算是将钢球加工的参数进行改 变,钢球加工的时间进行延长,这些也不能对钢球几 何精度进行有效改善[5]。所以,对机床精度的提高是 对钢球加工质量进行改善的有效方式之一,然而,对 钢球机床精度的过度追求,就会导致机床制造成本和 维修成本的增加。 Table 1. Relationship of the machine tools precision and the steel ball billet precision 表1. 机床精度与钢球工序间球坯精度的关系 工序 光磨 硬磨 初研 精研 钢球精度 V DWS、△SPh 20~30 2~4 0.3~0.6 ≤0.2 机床主轴 精度(径跳) 50~100 30~50 15~25 10~15  浅析大尺寸钢球的加工工艺难点及其改进措施 Copyright © 2013 Hanspub 71 2.2.3. 钢球研磨盘沟槽形状限制 对于加工大尺寸钢球的磨盘沟槽,受到钢球机床 主轴精度制约,使得钢球沟槽表面的半径比钢球本身 的半径要大,这就加大了大尺寸钢球加工的难度,所 以,对大尺寸钢球进行加工的过程中,控制其沟槽的 压力向沟槽底部进行集中,造成切削大尺寸钢球的尺 寸时,其选择性比较差,在与钢球接触的沟槽顶部出 现非常大的滑动摩擦力,导致钢球加工的难度进一步 加剧。 目前,我国的大尺寸钢球在磨、光工序上依旧处 于高噪声、高能耗以及低环保的现象,这与我国的环 保发展标准极为不符。低噪声、高节能的大尺寸钢球 磨与光的设备是钢球未来钢球制造企业所要发展的 方向和目标,加工研球机需要运用智能远程控制技 术、CNC(Computerized Numerical Control)技术以及在 线测量技术,最终实现对钢球加工的自动控制,在对 大尺寸钢球进行制造的精度上必须上升到G3 的水平 [6]。就目前情况看,我国河南省的新机股份公司已经 位于轴承生产的前列,联合钢球加工企业共同开发了 先进的低噪声及节能的加工数控研球设备及钢球磨、 光加工设备。 3. 对大尺寸钢球加工工艺的改进措施 3.1. 钢球加工酸洗检测的更换 在热酸洗大尺寸钢球的过程中,不仅会使钢球的 整体尺寸造成予以消耗,而且还会因为过大的两极和 环带应力,直接导致钢球腐蚀速度过大,而且钢球腐 蚀层的深度能达到 0.18 毫米,最终导致晶间腐蚀的发 生。这种情况一方面需要对大尺寸钢球加工的总流量 进行增加,另一方面,还有在加工大尺寸钢球的过程 中,减少疲劳的产生[7]。所以,用深酸洗代替热酸洗, 同时用适当的酸配比,将消耗大尺寸钢球进行深酸洗 的尺寸控制在 0.03~0.04 毫米。为 了验证这种方法的可 靠性,将 400 粒经过涡流探伤和深酸洗的大尺寸钢球 通过相关的热酸洗检测,结果没有发现任何问题。所 以,将热算洗更换成涡流探伤与深酸洗是切实可行 的。 3.2. 对大尺寸钢球细、软磨的工序状态进行 改善,提高钢球的加工质量 对大尺寸钢球的细、软磨加工设备进行更新。新 的钢球加工机床的砂轮能够自动对其进行修整,保证 大尺寸钢球在加工的过程中处于最佳状态,而且通过 实际的验证结果表明,新设备对大尺寸钢球进行削磨 的效率能够提高 11%~ 1 6 % 的产量。此外,在对大尺寸 钢球进行细磨的过程中,能够有效的控制其烧伤情况 [8]。 3.3. 提高大尺寸钢球硬度均匀性 将空气炉加热淬火更换成气氛保护淬火,同时能 够有效提高钢球表面硬度均匀性以及设备对温度控 制的精度,大尺寸钢球成品的单一硬度差比 0.5 HRC 要低,而成批的大尺寸钢球硬度差比 1 HRC(Human Resources Center)要低。 3.4. 降低加工大尺寸钢球时出现的疲劳现象 依照加工大尺寸钢球的特征,通过以磨代光的方 法,钢球软磨工序在对钢球机床的更新与改造中,将 光球工序替换成 80#~120#的砂轮与自动砂轮修整系 统,这样就能消除在加工光球的过程中所出现的集中 高应力[9]。在对大尺寸钢球的精研工序上,对加工钢 球的条件进行有效的控制,将油剂研磨替换成以水研 磨,这样就使钢球在研磨与加工工序上的时间得到有 效的缩短,大大减少了在研磨钢球的过程中所出现的 疲劳现象。精研和加工钢球的机床中,用实验的形式 对其表面活性剂精液、乳化型精研液以及辅具进行测 试,最终对精研一、粗研以及精研二的操作规程和磨 料配比予以确定,以保证大尺寸钢球研磨的时间由之 前的 48 小时降低到 36 小时[10]。 3.5. 改进钢球初加工,减少钢球加工余量 在对大尺寸钢球进行加工的过程中,在其加工精 度得以保证的基础上,减少钢球加工工序的余量,可 以缩短钢球进行削磨的时间,而且也能使因为出现过 大的削磨量而出现的变质层得以减少,降低大尺寸钢 球削磨质量发生的几率。依照最原始的轴承材料性 能,对硬度合金钢球冲压磨具和与其相关的辅助工具 进行自行研制,同时,在制作时反复进行压球验证, 这些研究表明,硬质切料胎和合金刀板的采用,能够 提高钢球切料的质量,而且还能使其压型折叠得以减 少。此外,运用合金压球胎,能够保证球胎在进行冲  浅析大尺寸钢球的加工工艺难点及其改进措施 Copyright © 2013 Hanspub 72 压时基本不变形,使球胚精度得以提高。此外,在对 钢球切料长以及料径的选用上,要保证其压缩的比例 处于 2.0~2.2的范围内,还有保证在压型料段的过程 中,使料段为最佳的变形状态。所以,完成球胚加工 之后的尺寸基本上相同,而且球环带非常薄,而且很 小。这就能够使加工大尺寸钢球时的加工留量从原先 的1.2 毫米降低到后来的 0.8 毫米。 4. 总结 大尺寸钢球加工工艺属于一个比较复杂的生产 过程,钢球与生产钢球的磨盘相互作用制成钢球的条 件是切削钢球磨削尺寸的选择性以及等概率性,影响 钢球加工的因素比较多,这些因素相互影响与制约。 为改变我国轴承的现状,就要在加工钢球的设备方面 进行加强:1) 研制光学外观机;2) 研制涡流探伤机; 3) 合理配置加工钢球的联线;4) 批量生产自动、高 速的钢球冷镦机;5) 研制钢球清洗机;6) 研制加工 钢球数控与在线测量技术。总之,我国加工钢球的设 备必须要与国际钢球加工生产先进水平相同步,并进 行持续的钢球加工创新,同时,为我国的轴承及钢球 业技术的不断进步贡献技术上的力量。 参考文献 (References) [1] 杨晓慧, 刘秀莲, 张艳萍. 钢球加工工艺的改进[J]. 轴承, 2011, 4(21): 147-148. [2] 聂兰芳, 赵学军. 钢球加工成圆条件及其影响因素探讨[J]. 轴承, 2012, 4: 52-53. [3] 朱晨. 同轴三盘研磨方式钢球研磨运动学方程及其解[J]. 湘 潭大学自然科学学报, 2004, 12(3): 124-127. [4] 徐正龙. 论磨球盘沟形角度对加工钢球几何精度的影响[J]. 宁夏机械, 2006, 4: 120-121. [5] 黑部利次. 陶瓷球的超精密研磨[J]. 国外轴承, 2002, 10(2): 46-52. [6] 李建华, 李军林, 郭向东等. 陶瓷球轴承性能分析与试验研 究[J]. 轴承, 2001, 12: 32-35. [7] 杨晓慧, 刘秀莲, 张艳萍. 钢球加工工艺的改进[J]. 中国轴 承, 2012, 4(12): 147-148. [8] 张永乾, 吴朝阳. 我国钢球加工工艺设备的现状及发展趋势 [J]. 轴承, 2011, 5(1): 254-256. [9] 李茂龙. 论钢球研磨加工中产生波纹度的两大主因——2003 全国滚动体专业技术年会论文集[C]. 洛阳: 洛阳轴承研究所, 2003. [10] 哈尔滨工业大学理论力学教研室. 理论力学(I)[M]. 北京: 高 等教育出版社, 2009, 10: 89-96. |