设为首页
加入收藏
期刊导航
网站地图
首页
期刊
数学与物理
地球与环境
信息通讯
经济与管理
生命科学
工程技术
医药卫生
人文社科
化学与材料
会议
合作
新闻
我们
招聘
千人智库
我要投搞
办刊
期刊菜单
●领域
●编委
●投稿须知
●最新文章
●检索
●投稿
文章导航
●Abstract
●Full-Text PDF
●Full-Text HTML
●Full-Text ePUB
●Linked References
●How to Cite this Article
Business and Globalization
商业全球化
, 201
4
,
2
,
10-16
http://dx.doi.org/10.12677/bglo.2014.21003
Published Online
January 2014 (http://www.hanspub.org/journal/bglo.html)
A Novel Approach of Lean Production Planning in
Global Supply Chain
—
A Case Study of Assembly Massive Production
Rich C. Lee
1,2
1
IBM, Taipei
2
National Taipei University of
Technology,
Taipei
Email:
richchihlee@gmail.com
Received: Oct.
13
th
, 201
3
; revised:
Nov.
16
th
, 201
3
; accepted: Dec.
28
th
,
201
3
Copyright © 2014
Rich C. Lee. This is an open access article distributed un der the Creative Commons Attributio n License, which per-
mits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. In accordance of the
Creative Commons Attribution License all Copyrights © 2014 are reserv ed for Hans and the owner of the in tellectual property Rich C.
Lee
. Al l Copyright © 2014 are guarded by law and by Ha ns as a guardian.
Abstract:
Under the trend of globalization, the manufacturers are inevitably facing new challenge
s
from the
emerging lower
labour
cost countries. To ensure the current investment and maintain the market position, the
manufacturers are putting their best effort to pursue: (1) maximizing the procurement benefit, (2) reasonably
reducing the production costs, (3) expanding sales and marketing influence, and (4) improving logistics costs
effectively
.
This
makes the concept of Lean Production become the common sense of production. The fun-
damental idea of Lean Production is to reduce waste. Many production planning
information s ystems applie
d
in the
assembly
factories are using the similar process as follows: (1) when market demand is forecasted
(Build
-
to
-
Stock) or receiv
in g
customer orders (Order
-
Driven Production), the systems will generate material
requirement list based on the product
’
s B
OM (Bill of Material)
;
(2) check finish
ed
good
s
inventory
,
calculate
the difference
and
wait for producing
;
(3) check parts inventory and calculate the difference for procurement
;
and (4) if inventory is sufficient for production, the systems will issue th
e production order. However, the
factory often switches
production orders or even worse, stop
s
production and
wait
s
for
materials
. This paper
proposes a novel approach to improve the order forecasting and the procurement strategy by using business
analytic
s techniques.
Keywords:
Lean Production; Production Planning; Supply Chain Management; Business Analytics
全球化供应链精益制造排程新模式
—
以海量制造组装业为例
李
智
1,2
1
IBM
,台北
2
国立台北科技大学,台北
Email:
richchihlee@gmail.com
收稿日期:
2013
年
10
月
13
日;修回日期:
2013
年
11
月
16
日;录用日期:
2013
年
12
月
28
日
摘
要:
在全球化趋势下,制造商面对来自更多低劳动力成本新兴国家竞争,为确保企业既有投资及
市场地位,无不殚精竭智地追求:
(1)
提高物料采购成本效益;
(2)
合理地降低制造成本;
(3)
扩大市
场营销影响力;及
(4)
提高物流效率与降低运送成本等,使得
[
精益制造
]
概念为今日制造业者所奉为圭
臬。
[
精益制造
]
要旨之一在于降低残料,多数此类生产排程信息系统在组装业应用上,自获得市场需
OPEN ACCESS
10
全球化供应链精益制造排程新模式
求评估
(
对库生产模式
)
或接到客户订单
(
对单生产模式
)
后,会分别比对成品及物料库存,再依
[
产品用
料列表
]
(Bill of Material, BOM)
展开取得
[
物料需求清单
]
(Material Requisition Planning, MRP)
。倘若物料
存量不足,则即触发采购流程,俟进料检验后,启动生产制令。然而常因原料供应商供料误差,或是
其他生产要素不完备,致使停工待料,不能满足客户如期如质要求。本文提出一套做法,运用巨量资
料分析,找出物料组合采购战略,降低停工待料机率,同时在物料不足下,合理风险预估开立制令,
以制令生产时间差,争取供应商供料所需时间。
关键词:
精益制造;生产排程;供应链管理;巨量资料分析
1.
引言
在当前在全球化趋势下,制造商不断地面对来自
更多新兴国家低劳动力成本竞争,为确保企业既有投
资及市场地位,除了产品创新与提升服务外,无不但
精竭智地追求:
(1)
提高物料采购成本效益
——
透过
扩大经济量获取较低成本物料;
(2)
合理地降低制造
成本
——
透过制程持续性改善以顺畅生产;
(3)
扩大
市场营销影响力
—
透过扩大销售通路与加强消费者
对产品认知;及
(4)
提高物流效率与降低运送成本
—
透过建立各式物流模型掌握运送途径政经动态以减
轻物流风险等。无疑地全球化供应链有三大风险来源:
(1)
供给风险
——
跨地区物料供给速率与质量未符合
预期,
(2)
制造风险
—
跨地区接力制造之制程设计不
完善造浪费,及
(3)
需求风险
——
对不同市场地区需求
预测不准或是产品滞销等。
[
精益制造
](Lean Production)
概念早已成为今日制造业者圭臬
,
是许多制造业者所
追求达成之目标
,然而亦
有许多奉行
[
精益制造
]
制造业
者,
并未实质获益,其原因复杂多样
[1]
,而
制造业者自
身文化因素,包括:
(1)
员工工作稳定性、激励制度、
工作满意度与分层授权
,
(2)
员工训练发展
、
沟通指导
与管理层支持,及
(3
)
持续精进制造程序工具等,均
深切影响
[
精益制造
]
所能带来之效益
[2]
;其中第
(3)
项
中,如何降低与预估订单与物料供应之变异性,协助
生产规划更顺畅,是
[
精益制造
]
核心挑战。
如今多数制造业者均已导入
[
企业资源规划
]
(
E
nterprise
R
esource
P
lanning, ERP)
信息系统,以协助
制造业者经营与内部管理顺畅,在生产制造方面有:
(1)
生产排程
(Production Planning)
,
(2)
物料管理
(Material Management)
,及
(3)
销售管理
(Sales &
Distribution)
等系统互动密切
[3]
。制造业者为了创造更
多有形与无形产值 ,纷 纷思考
[
制造业服务化
]
战略,
并透过有价值服务以增加收益
[4]
,因此在使用信息系
统多年后,并积累巨量商业活动纪录数据,如何加值
再利用此巨量数据,冀望从分析中找寻企业蓝海新战
略
[5]
。
本文分析现行
[
精益
制造
]
模式
,点出造成生产失
序主因,
运用统计语言
GNU
-R
[6]
分析巨量数据,辅助
生产排程系统规划制令,降低停工待料与残料产生机
率,提升
[
精益制造
]
效益。
2.
精益制造模式
[
精益
制造
]
关注降低
各种不同
残料库存
水位
,是
一种制造作业战略追求增快生产周期,具有以下特色:
(1)
一体生产
(Single
-
Piece Production)
,
(2)
准时拉动
式生产
(
J
ust-
I
n-
T
ime
, JIT
P
ull
P
roduction
)
,
(3)
短生产
周期
(Cycle T i me)
,
(4)
快速换线
(
Quick
C
hange
-O
ver
)
,
(5)
连续工序
(
Continuous
F
low
)
,
(6)
零缺误
(
Zero
D
efects
)
,
(7)
低库存
(
Low
I
nventory
)
,及
(8)
多技能作
业员
(
Multi
-S
killed
W
orkers
)
[7]
。总体而论,生产主要模
式如图
1
所示。
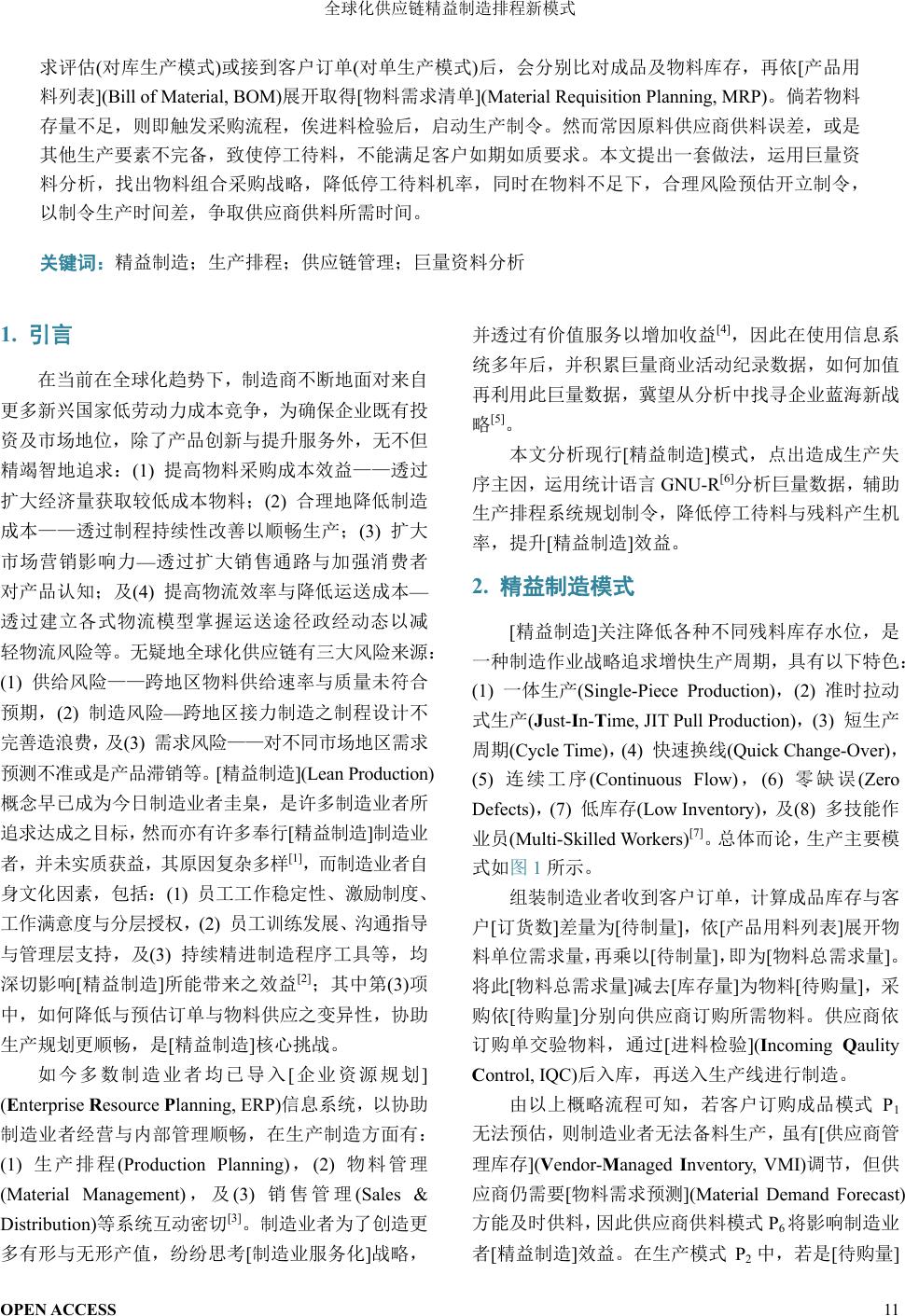
组装制造业者收到客户订单,计算成品库存与客
户
[
订货数
]
差量为
[
待制量
]
,依
[
产品用料列表
]
展开物
料单位需求量,再乘以
[
待制量
]
,即 为
[
物料总需求量
]
。
将此
[
物料总需求量
]
减去
[
库存量
]
为物料
[
待购量
]
,采
购依
[
待购量
]
分别向供应商订购所需物料。供应商依
订购单交验物料,通过
[
进料检验
](
I
ncoming
Q
aulity
C
ontrol, IQC )
后入库,再送入生产线进行制造。
由以上概略流程可知,若客户订购成品模式
P
1
无法预估,则制造业者无法备料生产,
虽有
[
供应商管
理库存
](
V
endor
-
M
anaged
I
nventory, VMI)
调节,但供
应商仍需要
[
物料需求预测
](Material Demand Forecast)
方能及时供料,因此供应商供料模式
P
6
将影响制造业
者
[
精益制造
]
效益。在生产模式
P
2
中,若是
[
待购量
]
OPEN ACCESS
11
全球化供应链精益制造排程新模式
Figure
1.
Lean production generic model
图
1.
精益制造主要模式
超过
[
供应商管理库存
量
]
,则势必因供应商需要更多
时间生产制造或是从他地调料,而延误成品制造。在
生产模式
P
4
中,
[
库存安全量
]
扮演残料关键角色,若
高估则发生残料机率增加,反之则有增加延迟交货风
险,实务上制造业者由人为凭借经验简订一绝对值或
是百分比作为
[
库存安全量
]
设定基准,常进退失据造
成残料。在生产模式
P
5
中,若仅依
[
待购量
]
订料,当
客户新订单再涌入时,会增加物料运送成本与时间,
反而降低
[
精益制造
]
效益。因此必须要有一套新思维
缓和各生产模式
P
i
中副作用。
3.
精益制造减低残料对策分析
[
精益制造
]
之要旨在于减低残料或浪费
(Waste)
,
而产生残料或浪费
(
以下简称残料
)
成因众多,包括:
(1)
过度生产,亦即生产量大于需求量;
(2)
生产瑕疵,
在生产过程中,因制程失误,或因进料检验未及检出
瑕疵物料等所致;
(3)
包装或运输不当,在成品出货
时,因栈板堆放或因运送条件差所致;
(4)
停工待料,
因生产规划失当或因供应链不顺畅所致;
(5)
品料多
余位移,因生产规划失当,造成物料或半成品存放次
数增加,或运筹规划不当,造成物料或成品未能已经
济规模运送;
(6)
库存呆滞品,因物料需求规划失当,
或因产品结构设计不良所致;及
(7)
多余制令,因生
产规划失当,或因品管失检,造成制造间断或是重工
过多。进一步分析残料成因如表
1
所示,除生产瑕疵
与包装或运输不当属于制造过程瑕疵所致外,其余五
项成因均与市场需求与客户订单涌入掌握有关,倘若
Table 1.
Waste
causes analysis and actions
表
1.
残料成因分析表
原因
分析与对策
(1)
过度生产
改善市场需求预测,实施精益制造模式。
(2)
生产瑕疵
改善制具、工序,加强训练。
(3)
包装或运输不当
改善包装设计与运输方式。
(4)
停工待料
改善客户订单涌入预测,与供应商供料模式。
(5)
品料多余位移
改善生产换线频率,加强库存控制,
降低暂存区数。
(6)
库存呆滞品
改善市场需求预测,降低存货与物料数。
(7)
多余制令
改善生产规划,加强品管。
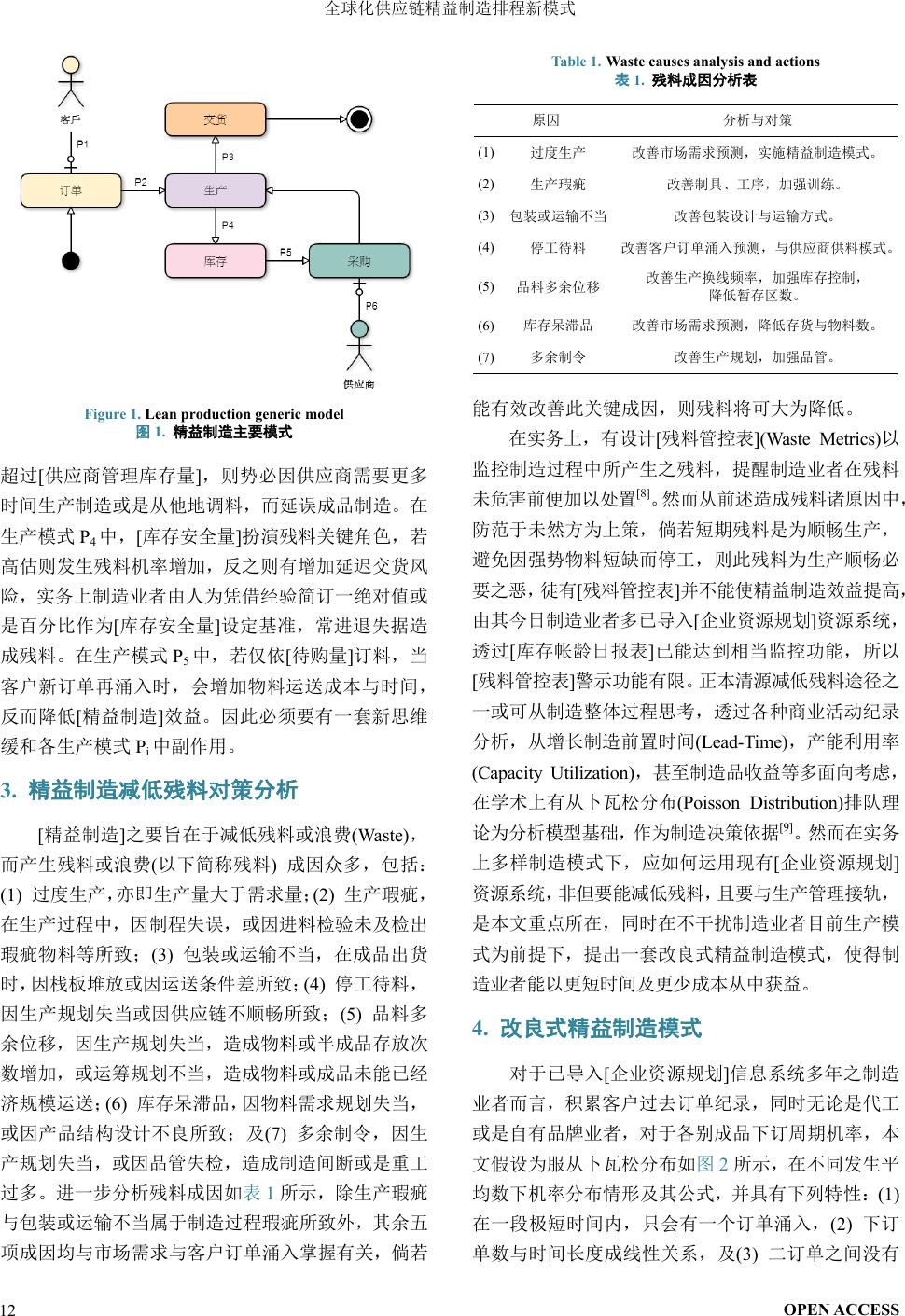
能有效改善此关键成因,则残料将可大为降低。
在实务上,有设计
[
残料管 控表
](Wast
e Metrics)
以
监控制造过程中所产生之残料,提醒制造业者在残料
未危害前便加以处置
[8]
。然而从前述造成残料诸原因中,
防范于未然方为上策,倘若短期残料是为顺畅生产,
避免因强势物料短缺而停工,则此残料为生产顺畅必
要之恶,徒有
[
残料管控表
]
并不能使精益制造效益提高,
由其今日制造业者多已导入
[
企业资源规划
]
资源系统,
透过
[
库存帐龄日报表
]
已能达到相当监控功能,所以
[
残料管控表
]
警示功能有限。正本清源减低残料途径之
一或可从制造整体过程思考,透过各种商业活动纪录
分析,从增长制造前置时间
( Lead
-
Time)
,产能利用率
(Capacity Utilization)
,甚至制造品收益等多面向考虑,
在学术上有从卜瓦松分布
(Poisson Distribution)
排队理
论为分析模型基础,作为制造决策依据
[9]
。然而在实务
上多样制造模式下,应如何运用现有
[
企
业资源规划
]
资源系统,非但要能减低残料,且要与生产管理接轨,
是本文重点所在,同时在不干扰制造业者目前生产模
式为前提下,提出一套改良式精益制造模式,使得制
造业者能以更短时间及更少成本从中获益
。
4.
改良式精益制造模式
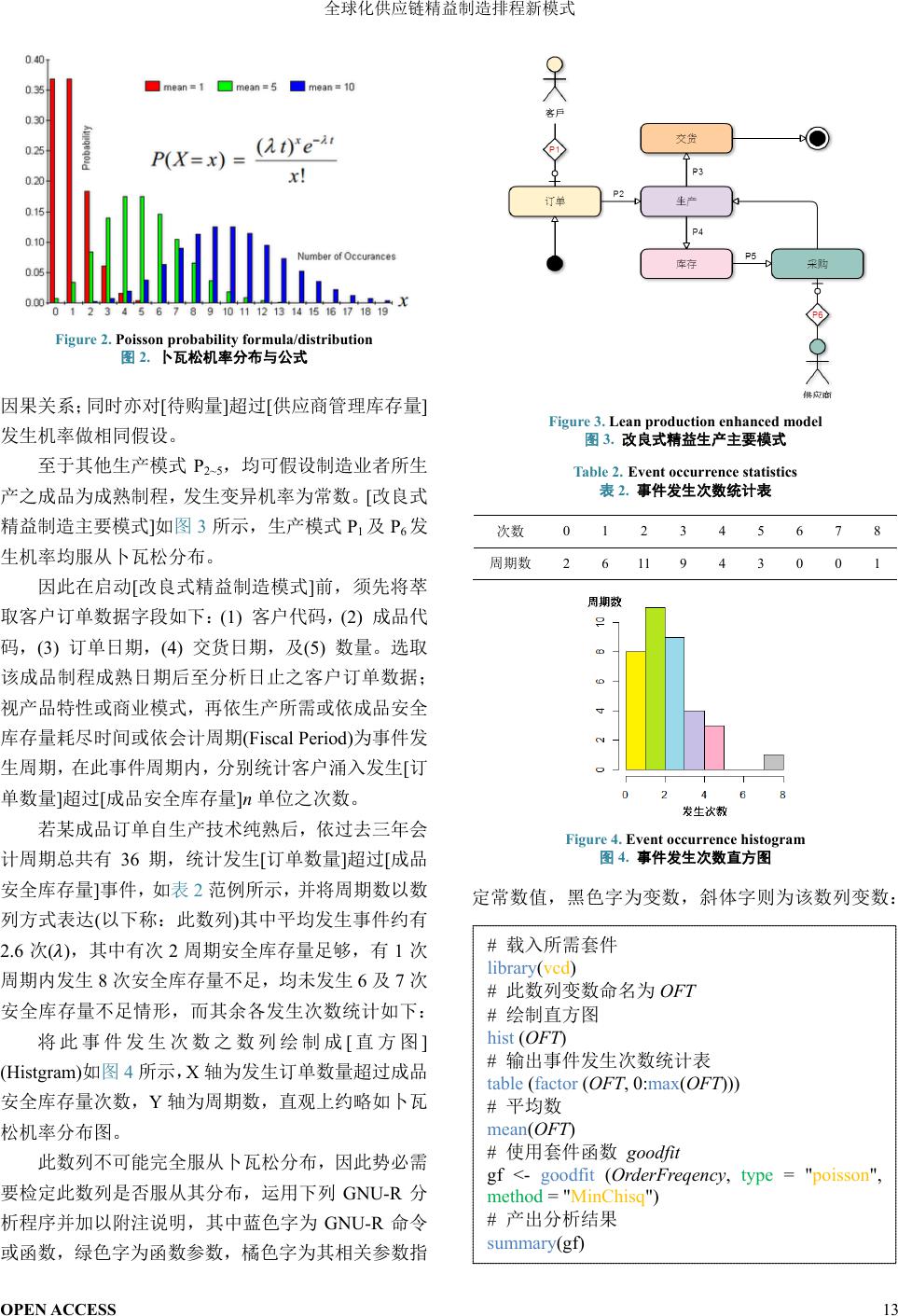
对于已导入
[
企业资源规划
]
信息系统多年之制造
业者而言,积累客户过去订单纪录,同时无论是代工
或是自有品牌业者,对于各别成品下订周期机率,本
文假设为服从卜瓦松分布如图
2
所示,在不同发生平
均数下机率分布情形及其公式,并具有下列特性:
(1)
在一段极短时间内, 只会 有一 个订 单涌 入,
(2)
下订
单数与时间长度成线性关系,及
(3)
二 订单 之间 没有
OPEN ACCESS
12
全球化供应链精益制造排程新模式
Figure 2. Poisson probability formula/distribution
图
2.
卜瓦松机率分布与公式
因果关系;同时亦对
[
待购量
]
超过
[
供应商管理库存
量
]
发生机率做相同假设。
至于其他生产模式
P
2~5
,均可假设制造业者所生
产之成品为成熟制程,发生变异机率为常数。
[
改良式
精益制造主要模式
]
如图
3
所示,生产模式
P
1
及
P
6
发
生机率均服从卜瓦松分布。
因此在启动
[
改良式精益
制造模式
]
前,须先将萃
取客户订单数据字段如下:
(1)
客户代码,
(2)
成品代
码,
(3)
订单日期,
(4)
交货日期,及
(5)
数量。选取
该成品制程成熟日期后至分析日止之客户订单数据;
视产品特性或商业模式,再依生产所需或依成品安全
库存量耗尽时间或依会计周期
(Fiscal Period)
为事件发
生周期,在此事件周期内,分别统计客户涌入发生
[
订
单数量
]
超过
[
成品安全库存量
]
n
单位之次数
。
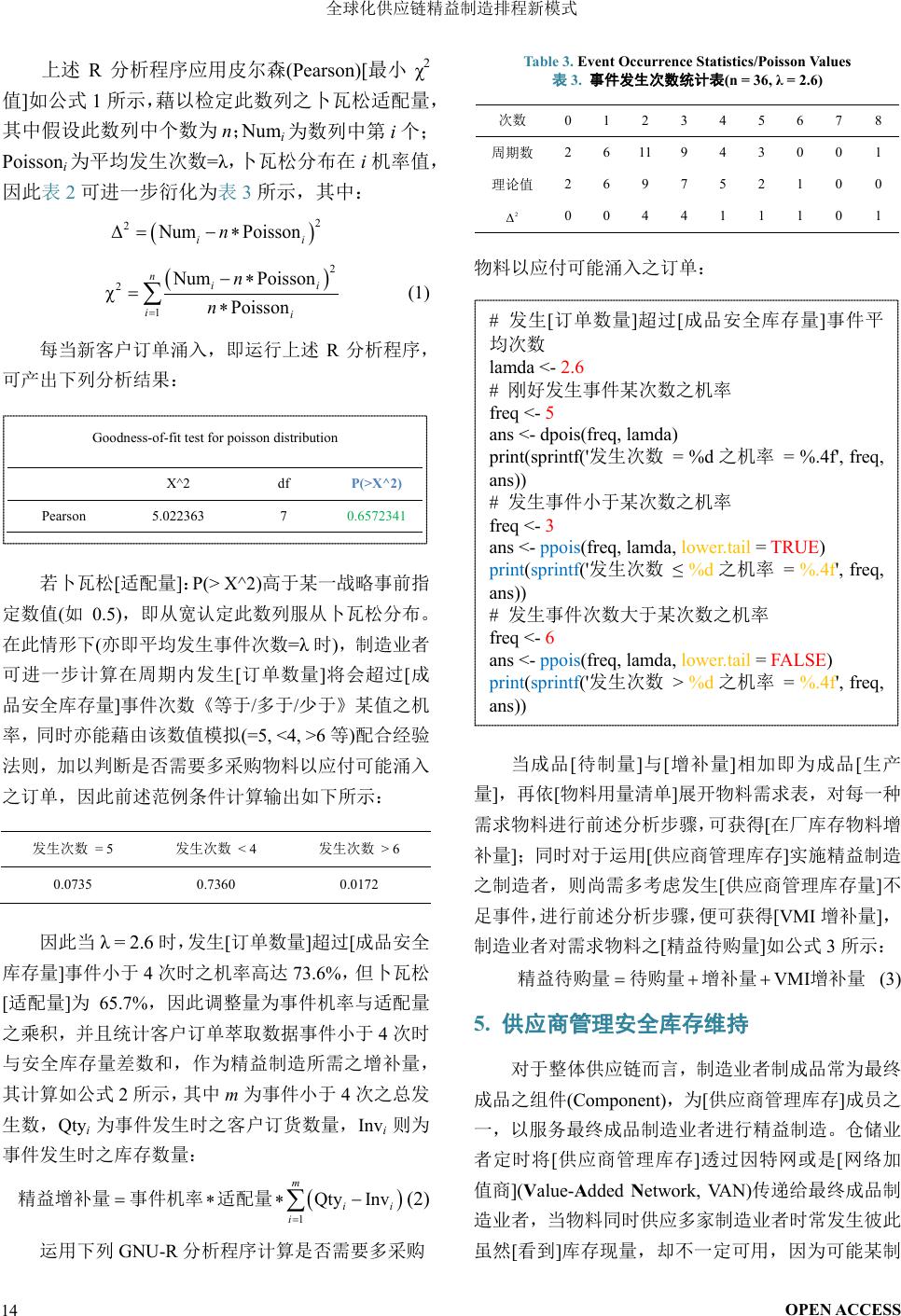
若某成品订单自生产技术纯熟后,依过去三年会
计周期总共有
36
期,统计发生
[
订单数量
]
超过
[
成品
安全库存量
]
事件,如表
2
范例所示,并将周期数以数
列方式表达
(
以下称:此数列
)
其中平均发生事件约有
2.6
次
(
)
,其中有次
2
周期安全库存量足够,有
1
次
周期内发生
8
次安全库存量不足,均未发生
6
及
7
次
安全库存量不足情形,而其余各发生次数统计如下:
将此事件发生次数之数列绘制成
[
直方图
]
(Histgram)
如图
4
所示,
X
轴为发生订单数量超过成品
安全库存量次数,
Y
轴为周期数,直观上约略如卜瓦
松机率分布图。
此数列不可能完全服从卜瓦松分布,因此势必需
要检定此数列是否服从其分布,运用下列
GNU
-R
分
析程序并加以附注说明,其中蓝色字为
GNU
-R
命令
或函数,绿色字为函数参数,橘色字为其相关参数指
Figure 3. Lean production enhanced model
图
3.
改良式精益生产主要模式
Table 2.
Event occurrence statistics
表
2.
事件发生次数统计表
次数
0 1 2 3 4 5 6 7 8
周期数
2 6
11
9 4 3 0 0 1
Figure 4. Event
occurrence histogram
图
4.
事件发生次数直方图
定常数值,黑色字为变数,斜体字则为该数列变数:
#
载入所需套件
library
(
vcd
)
#
此数列变数命名为
OFT
#
绘制直方图
hist
(
OFT
)
#
输出事件发生次数统计表
table
(
facto r
(
OFT
, 0:
max
(
OFT
)))
#
平均数
mean
(
OFT
)
#
使用套件函数
goodfit
gf <
-
goodfit
(
OrderFreqency
,
typ e
= "
poisson
",
method
= "
MinChisq")
#
产出分析结果
su mma r y
(gf)
OPEN ACCESS
13
全球化供应链精益制造排程新模式
上述
R
分析程序应用皮尔森
(Pearson)
[
最小
χ
2
值
]
如公式
1
所示,藉以检定此数列之卜瓦松适配量,
其中假设此数列中个数为
n
;
Num
i
为数列中第
i
个;
Poisson
i
为平均发生次数
=
λ
,卜瓦松分布在
i
机率值,
因此表
2
可进一步衍化为表
3
所示,其中:
(
)
2
2
Num Poisson
ii
n
∆= −∗
( )
2
2
1
Num Poisson
χ
Poisson
n
ii
i
i
n
n
=
−∗
=
∗
∑
(1 )
每当新客户订单涌入,即运行上述
R
分析程序,
可产出下列分析结果:
若卜瓦松
[
适配量
]
:
P(> X^2)
高于某一战略事前指
定数值
(
如
0.5)
,即从宽认定此数列服从卜瓦松分布。
在此情形下
(
亦即平均发生事件次数
=
λ
时
)
,
制造业者
可进一步计算在周期内发生
[
订单数量
]
将会超过
[
成
品安全库存量
]
事件次数《等于
/
多于
/
少于》某值之机
率,同时亦能藉由该数值模拟
(=5, <4, >6
等
)
配合经验
法则,加以判断是否需要多采购物料以应付可能涌入
之订单,因此前述范例条件计算输出如下所示:
发生次数
= 5
发生次数
<
4
发生次数
> 6
0.0735
0.7360
0.0172
因此当
λ = 2.6
时 ,发生
[
订单数量
]
超过
[
成品安全
库存量
]
事件小于
4
次时之机率高达
73.6%
,但
卜瓦松
[
适配量
]
为
65.7%
,因此调整量为事件机率与适配量
之乘积,
并且统计
客户订单萃取数据事件小于
4
次时
与安全库存量差数和,作为精益制造所需之增补量,
其计算如公式
2
所示,其中
m
为事件小于
4
次之总发
生数,
Qty
i
为事件发生时之客户订货数量,
Inv
i
则为
事件发生时之库存数量:
( )
1
Qty Inv
m
ii
i
=
=∗∗ −
∑
精益增补量事件机率 适配量
(2)
运用下列
GNU
-R
分析程序计算是否需要多采购
Table 3. Event Occurrence Statistics/Poisson Values
表
3.
事件发生次数统计表
(n = 36,
λ
= 2.6)
次数
0 1 2 3 4 5 6 7 8
周期数
2 6
11
9 4 3 0 0 1
理论值
2 6 9 7 5 2 1 0 0
2
∆
0 0 4 4 1 1 1 0 1
物料以应付可能涌入之订单:
当成品
[
待制量
]
与
[
增补量
]
相加即为成品
[
生产
量
]
,再依
[
物料用量清单
]
展开物料需求表,对每一种
需求物料进行前述分析步骤,可获得
[
在厂库存物料增
补量
]
;同时对于运用
[
供应商管理库存
]
实施精益制造
之制造者,则尚需 多考 虑发生
[
供应商管理库存量
]
不
足事件,进行前述分析步骤,便可获得
[VMI
增补量
]
,
制造业者对需求物料之
[
精益待购量
]
如公式
3
所示:
VMI
=++
精益待购量待购量 增补量增补量
(3)
5.
供应商管理安全库存维持
对于整体供应链而言,制造业者制成品常为最终
成品之组件
(Component)
,为
[
供应商管理库存
]
成员之
一,以服务最终成品制造业者进行精益制造。仓储业
者定时将
[
供应商管理库存
]
透过因特网或是
[
网络加
值商
](
V
alue
-
A
dded
N
etwork, VAN)
传递给最终成品制
造业者,当物料同时供应多家制造业者时常发生彼此
虽然
[
看到
]
库存现量,却不一定可用,因为可能某制
#
发生
[
订单数量
]
超过
[
成品安全库存量
]
事件平
均次数
lamda <
-
2.6
#
刚好发生事件某次数之机率
freq <
- 5
ans <
-
dpois(freq, lamda)
print(sprintf('
发生次数
= %d
之机率
= %.4f', freq,
ans))
#
发生事件小于某次数之机率
freq <
- 3
ans <
-
ppois
(freq, lamda,
lower.tail
=
TRUE
)
print
(
sprintf
('
发生次数
≤
%d
之机率
=
%.4f
', freq,
ans))
#
发生事件次数大于某次数之机率
freq <
- 6
ans <
-
ppois
(freq, lamda,
lower.tail
=
FALSE
)
print
(
sprintf
('
发生次数
> %d
之机率
=
%. 4f
', freq,
ans))
Goodness
-
of
-fit test for poisson distribution
X^2
df
P(>X^2)
Pearson
5.022363
7
0.6572341
OPEN ACCESS
14
全球化供应链精益制造排程新模式
造业者已经先一步扣帐,其他制造业者要等到下一次
信息传递才会发现
[
供应商管理库存
量
]
不足,若物料
生产地距离远,需透过海空运方能补料,则影响精益
制造效益更巨。传统上均以设定安全库存量来因应,
但安全库存量该如何订定,才能降低运筹
(Logistic)
费用,解决之道即可运用前述分析步骤,可获得
[
VMI
增补量
]
,提升物料制造业者在
[
供应商管理库存
]
中获
利。
6.
与现行企业资源规划系统集成
在前述
[
改良式精益制造主要模式」中,成品「精
益增补量」为假设客户涌入订单如卜瓦松分布推算而
得,
并非为客户真实订购量,为不使成本估算失真
,
应该采取以下步骤:
1)
在
[
销售管理
]
系统中,新增一笔虚拟客户信息,
客户代码为可识别特殊文数字组合,
客户名称即为本
身。
2)
为各制成品相关
[
精益增补量
]
,在
[
销售管理
]
系统中,新增一笔虚拟客户订单,交货日期如真实客
户订单。
3)
在
[
物料管理
]
系统中,各需求物料相关
[
增补
量
]
,新增一笔物料订购单,交货日期如生产排程所需。
若
[
物料管理
]
系统具备分散采购战略机制,则此
[
增补
量
]
将会产生多笔物料订购单分别给不同供应商,分散
采购战略可以与
[
待购量
]
互补,如后者以交期为重,
前者则可以价格为主,混合搭配以降低音事件尚未发
生之库存停滞成本。
在
[
会计暨成本管理
]
系统中
,
[
精益增补量
]
依成品
库存准则计算,但应另立
[
分类账户
]
以分别计算事件
尚未发生之库存停滞成本;同时因
[
增补量
]
所多产生
之
[
应付账款
]
传票也另立
[
分类账户
]
以分别计算事件
尚未发生之金额等,此新增之分类账可便于后续衡量
[
改良式精益制造模式
]
所带来之效益评估。
7.
案例综合讨论
本研究对象为一笔电代工组装厂,生产多种笔电
规格,在全球设有多个
[
供应商管理库存
]
据点,为品
牌商提供制成品与维修相关服务,同时导入
[
企业资源
规划
]
信息系统多年。
[
改良式精益制造模式
]
以选择示
范点先行导入方式实施,俟效益评估显著后再全面推
广。
[
改良式精益制造模式
]
依会计周期进行制造厂
导
入步骤说明如下:
1)
依前述
萃取客户订单数据字段要求,导出制造
厂处之
[
销售管理
]
系统内数据。
2)
对导出
数据进行卜瓦松分布检定,针对不同成
品计算适配量。
3)
对于
卜瓦松适配量高于战略选定值之物料,实
施
[
改良式精益制造模式
]
,降低停工待料发生机率。
而
[
供应商管理库存
]
亦依
会计周期进行导入步骤
类似说明如下:
1)
依前述萃取客户订购单数据字段要求,汇出
[
供应商管理库存
]
处之
[
销售管理
]
系统内数据。
2)
对导出
数据进行卜瓦松分布检定,针对不同物
料计算适配量。
3)
对于
卜瓦松适配量高于战略选定值之物料,实
施
[
改良式精益制造模式
]
,动态设定安全库存量。
依会计周期统计
(1)
[
因待料致使生产换线
[
次数
—
数值高通常意涵生产不顺畅,
(2)
[
精益增补量
[
成本
增量,及
(3)
[
增补量
]
成本增量作为评估
[
改良式精益制
造模式
]
效益指针。分析效益指标发现下列现象:
1) [
精益增补量
]
与物料
[
增补量
]
短期会因
[
改良式
精益制造模式
]
而增加成本,但当订单量爆量涌入后成
本不增反降,因成品库存支应订单而得以消化,使得
物料采购单价会因量大而降低,进而提高物料采购成
本效益。
2)
对于常往来量大或地理位置近之供应商而言,
由于供料模式
(
备品足,信息联系方便
)
稳定,成品
[
精
益增补量
]
与该物料「增补量」间相关度高,差料估算
与掌握扮演关键角色;而对于量小之供应商而言,因
经济规模受限,致使
[
供应商管理库存量
]
不足机率增
高,造成供料模式不稳定,无论何种情境
[
改良式精益
制造模式
]
改善效益均呈显著。
[
因待料致使生产换线
]
次数会因实施
[
改良式精
益制造模式
]
得以改善,当次数
分布呈现右尾偏态
(
左
高右低
)
,此时因为供应商供料尚未入库所致,俟物料
[
增补量
]
陆续交验入库后,次数便显著下降。同时换
线次数与成品
[
精益增补量
]
及物料
[
增补量
]
之间线性
回归斜率均呈负值,亦即受
[
改良式精益制造模式
]
下
物料
[
增补量
]
增加所改善。
无可否认地
[
改良式精益制造模式
]
会使得成品与
物料增加以交换制造重工与换线机率,有批评者认为
因估算误差会增加残料风险。事实上此点可由成品需
OPEN ACCESS
15
全球化供应链精益制造排程新模式
求量之时间序列分析,便可以判断市场需求动能趋势,
同时藉由残料所多制造之成品数量亦可透过促销手
段加以消化,这与目前制造业者做法并无二致,所改
善者是
[
改良式精益制造模式
]
在兼顾经验法则
(
给定
[
适配量
]
战略值及可能发生之事件数
)
下,成品数量将
会远低于需要促销消化之数量。
8.
结论
制造组装业者获利率有限,当供应链下游市场规
模预测失误时,极易对其中下游造成
[
长鞭效应
]
(Bullwhip Effect)
,致使制造业者制造成本、存货成本、
运输成本均因信息不通透或是需求预估失准而大幅
提高,同时也降低制成品可用度与实际收益。因此产
业思考如何透过供应链价值共创,及信息通透是降低
[
长鞭效应
]
之有效手段。
同时,制造业者推动以
[
商业分析法
]
(Business
Analytics)
结果来主导生产战略,仍面临相当难度:
(1)
管理文化差异
——
生产战略形成以经验判断为主,对
于运用数据分析方法推导战略仍有疑虑;
(2)
分析方
法认知差异
——
管理阶层对数据分析方法陌生,无法
判断分析结果真伪;
(3)
信息集成能力差异
——
许多
制造业者仰赖信息服务厂商运维其
[
企业资源规划
]
系
统,对于能从中汇整何种有利于生产战略有效之
[
数据
集
]
(Data Sets)
力有未逮,造成导入数据分析方法障碍;
及
(4)
商业分析自动化能力差异
——
许多制造业者仍
使用一般电子表格作为数据分析工具,无法满足大量
动态实时数据分析需要,使得管理阶层裹足不前。
有鉴于近年来台湾面临产业及出口结构过度集
中、附加价值创造能力低等问题,政府遂提出推动
[
制
造业服务化、服务业科技化与国际化、传产业特色
化
](
三业四化
)
之产业转型政策,透过彻底转型,方能
突破经济发展困境
[10]
制造业欲朝
[
服务化
]
方向迈进,
除了科技与商业模式创新外,应从产业价值链透明度
改善着手;一方面中长期透过创新推升产业获利能力,
另一方面短期从改善市场预测与客户订单涌入分析
降低现有生产模式下残料,不失可行之道。
同时产业价值链透明度改善可以参考先进国家
作法,建置
[
开放资料平台
]
(Open Data)
,将政府各种
属性之巨量数据集加以开放,藉此拉动产业界与学研
界互动,最终嘉惠于公民。因此各供应链体系在兼顾
隐私权与商业机密保护下,未来会以此平台交换彼此
数据,降低生产信息误判风险,并交由学研界进一步
分析探索产业发展契机与方向。巨量资料分析从个别
企业先做起,再推及整体供应链;另一方面,透过政
府释出相关经济数据,让产业发展更具方向感;藉由
此两方向相互趋近,发挥综效以提升台湾产业整体竞
争力。
参考文献
(References)
[1]
Schonberger
,
R.J.
(
2007
) Best practices in
lean six sigma
process
improvement
: A
deeper look
.
John Wiley & Sons,
New
York,
304.
[2]
Sim
, K
.L.
and Chiang,
B.
(
2013
) Lean
production systems
: Re
-
sistance, success
and
plateauing.
Review of Business
,
33
,
97
-
11 0
.
[3]
SAP (
2013
) Better
execute your business strategies with our
enterpri
se resource planning
(ERP)
solution.
http://www54.sap.com/pc/bp/erp/software/overview.html.
[4]
濵本贤一
,
近野泰
(2007)
台湾应走向
[
制造业服务化
].
天下
杂志
,
364
.
[5]
林蔚君
(2013)
巨量数据分析
——
信息产业新契机
.
创新
–
乐活
,
19
, 8-9.
[6]
Ricci,
V.
(
2005
) Fitting distributions with R.
[7]
Al-
Aoma r
,
R.A.
(
2011
)
Applying 5S
LEAN Technology
: An
infrastructure
for
continuous process improvement
.
World
Academy of Science
,
Engineering and Technology
,
59
, pp. 2014
-
2019
.
[8]
Gopinath,
S.
and Freiheit,
T.I.
(
2012
)
A
waste relationship model
and
center point tracking metric
for
lean manufacturing
Systems.
IE
EE
Transactions
:
Design & Manufacturing
,
44
,
136
-
154
.
[9]
Li
,
L.
and Chen,
Z.-
X.
(
2010
)
Lead-
time, Capacity and Pricing
Decisions for the Productio n Seat Booking
.
2010
IEEE
17
th I
n-
ternational
Conference on Industrial Engineering and Eng
i-
neering Management
,
Xiamen,
29
-
31 Oct
ober
2010
, pp. 770
-
772.
[10]
台湾
“
经济部
”
(2011)
经济部
2020
年产业发展战略
.
OPEN ACCESS
16