Metallurgical Engineering
Vol.1 No.04(2014), Article ID:14573,7 pages
DOI:10.12677/MEng.2014.14012
With Steel Billet Quality Upgrade Technology Research
Laiwu Steel Mills, Shandong Branch Co., LTD., Laiwu
Email: yuchunwang3@126.com
Copyright © 2014 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received: Nov. 18th, 2014; revised: Nov. 30th, 2014; accepted: Dec. 6th, 2014
ABSTRACT
In order to meet the requirements of high-end users, this paper, mainly researched the refining and continuous casting technology. The cold rolled steel billet line refining and casting process system was improved to improve the steel cleanliness, the slab quality, and exploit steel product market.
Keywords:Structural Adjustment, Process Route Optimization, Product Upgrade

带钢坯质量升级工艺研究
王玉春,郭 达
山钢股份有限公司莱芜分公司炼钢厂,莱芜
Email: yuchunwang3@126.com
收稿日期:2014年11月18日;修回日期:2014年11月30日;录用日期:2014年12月6日

摘 要
本文阐述为满足中高端用户要求,通过研究精炼及连铸等技术,对带钢坯生产线冷轧用钢精炼、连铸工艺进行系统改进优化,提高钢水洁净度,改善铸坯质量,开拓带钢产品市场。
关键词
结构调整,工艺路线优化,产品升级

1. 前言
莱钢带钢坯生产线线工艺装备水平偏低,工艺控制不够稳定,生产冷轧用50#、65Mn等钢种不能满足高端客户的需求。通过研究钢水洁净度控制技术、实施连铸机全保护浇注技术、采用多模型二次气雾冷却系统,并对精炼、连铸工艺进行多项技术优化,有效的改善了铸坯内外部质量,拓展了品种结构,锯片用钢出口到德国、日本,实现了中高端冷轧用带钢的稳定生产。
2. 带钢坯质量升级的难点及方案设计
连铸机中间包浇注采用定径快换水口,受到中间包液面波动影响,拉速不波动大;连铸机圆弧半径过小,冶金长度短,夹杂物上浮条件差,难以实现钢水的高度洁净化;二次冷却采用全水冷却,冷却强度大且不均匀,难以获得优质的铸坯组织。
以上问题严重影响了带钢坯质量提升,莱钢带钢坯生产线质量升级是指在现有条件下,通过进行设备改造、工艺技术优化、创新管理措施,提高质量控制水平,开拓品种结构,实现产品质量档次和品种的全面提升。
3. 带钢坯生产线质量升级举措
3.1. 钢水洁净度控制技术研究与开发
3.1.1. 开发多功能铝酸钙类预熔合成渣
要获得良好的精炼效果,需要选择合适的预熔渣系,即要求预熔渣具有相应的物理和化学性质,而预熔渣的成分是其物理和化学性质的决定性因素。
铝酸钙类预熔渣系(其主要成分配比是CaO、Al2O3)是近年来发展起来的新型预熔精炼渣,其成分均匀,熔点低,熔速快,可缩短精炼时间,去除夹杂物而净化钢液[1] 。
为使预熔渣具有高碱度(CaO含量高)、低熔点(<1600℃,在炼钢温度下迅速成液态)、强脱氧能力及吸收捕捉夹杂物能力,经过多次的配比应用试验,最终确定了最佳配比,见表1。
3.1.2. 实芯纯钙线钙处理技术
为提高钙回收率,改善钙处理效果,采用实芯纯钙线对铝脱氧后的钢水进行钙处理[2] 。实芯纯钙线是采用钢带包裹的纯钙丝制成的合金线,与目前国内钢铁企业钙处理所用的钙铁包芯线不同是,采用钙粒或硅钙粒为粉芯的钙铁包芯线或硅钙包芯线,内芯是钙粒+铁粉、是粉状颗粒混合物,易将有害元素(S, P, C, Si)带入钢液,同时钙的收得率平均约10%,钙的收得率较低,钙处理成本较高,同时又浪费了自然资源;而实芯纯钙线的内芯是特制钙线,是致密的圆线形固体物。
3.2. 带钢坯连铸机全保护浇注技术
为实现带钢坯连铸机的全保护浇注,对现有的设备进行了改造,主要是将定径快换中间包改造升级为塞棒包,并进行密封改进。
3.2.1. 中间包塞棒控制系统设计(见图1、图2)
(1) 中间包塞棒控制系统采用快换中间包塞棒、整体中间包塞棒控制两种形式。快换中间包塞棒控制
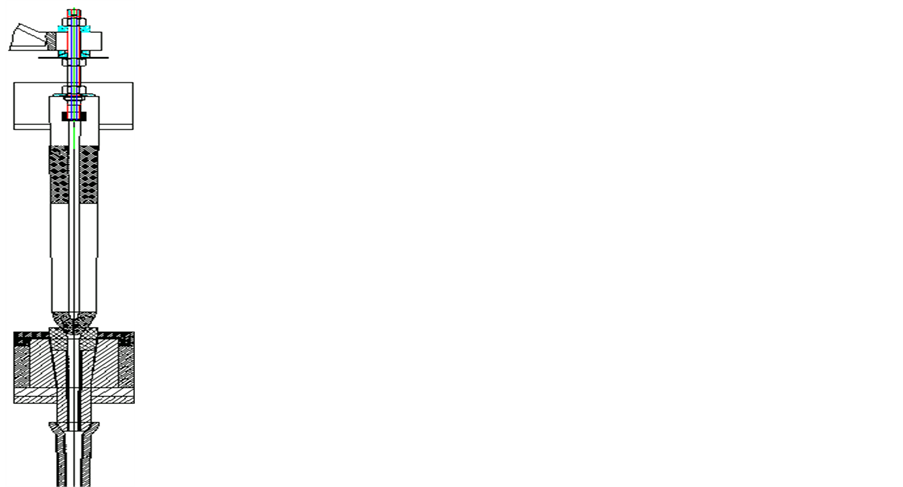
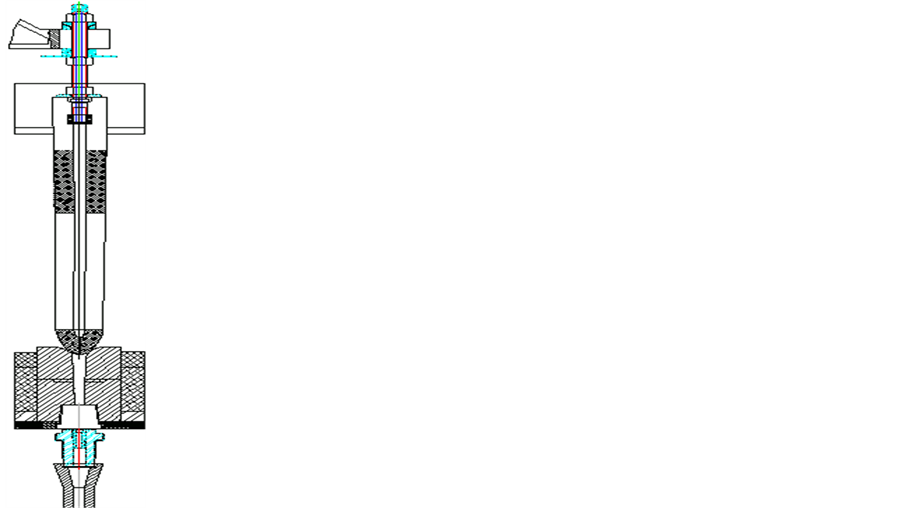
Figure 1. The comparison of the control of quick change, and whole tundish stopper
图1. 快换、整体中间包塞棒控制


Figure 2. Stopper screw
图2. 塞棒螺杆改造

Table 1. The ratio of multifunctional pre fusion slag (%)
表1. 多功能预熔合成渣配比(%)
可以使用塞棒、滑块控流,适应性强,寿命长,满足长时间批量生产需要[3] ;整体中间包塞棒控制设计简单,耐材配合密封性好,减少了浇注过程吸气现象。
(2) 塞棒的材质改进与棒头尺寸优化设计。制约塞棒中间包使用寿命的主要原因是塞棒渣线、棒头部位及中间包水口碗口的侵蚀,为提高塞棒渣线、棒头部位抗侵蚀性能,对塞棒材质改进,塞棒设计采用Al-C质,塞棒渣线、棒头部位添加适量氧化锆。原塞棒设计棒头顶部半径和弧形半径偏小,配合面小,长时间冲刷侵蚀后棒头易失控,对塞棒棒头设计进行优化改进,塞棒寿命由16小时提高到24小时。
(3) 优化塞棒配套螺杆设计。螺杆与塞棒内壁配合间隙填充胶泥,胶泥受热干燥后膨胀起到固定螺杆的作用,原设计为圆形设计,摩擦力小,在塞棒中间包使用过程中反复上下运动造成螺杆松动,致使塞棒失控结晶器液面波动大。优化后螺杆配合部分八边形设计,较圆形设计大大增加了运行阻力,有效防止了使用过程中螺杆松动,稳定了塞棒中间包控流精度,提高塞棒中间包使用寿命。
(4) 改进整体塞棒中间包水口设计(见图3)。水口与塞棒配合部位及内壁受到钢水的冲刷侵蚀,易造成塞棒失控,对水口材质进行了优化设计,水口上部及内壁全部使用铝碳锆质复合材料,提高抗冲刷侵蚀性能,使得水口、塞棒配合部位及内壁与钢水接触的部分为形成铝碳锆质保护层,增加有效控流时间。水口、座砖配合采用沟槽设计,两道沟槽在安装前填充膨胀系数相对较大的胶泥,使用过程中受热膨胀,可以起到有效拦截中间包钢水渗钢,避免使用过程中渗钢事故的发生。
3.2.2. 保护浇注工艺优化
(1) 密封保护优化。大包长水口吹氩密封改造,塞棒中间包全铸钢包盖改造及中间包浸入式水口的密封改造(见图4),提高了保护浇注效果,减少连铸浇注过程二次氧化,降低了夹杂物含量。
(2) 挡坝中间包稳流器优化。中间包稳流器主要起到改善中间包流场、减轻大包注流对中间包包底冲击的作用,原中间包体积偏小,且仅在靠内弧侧设置了一道100 mm高的挡坝,改善中间包流场效果不理想。对稳流器进行了加厚加长改造,内弧侧挡坝提高到220 mm,两侧设计了挡坝,挡坝高度100 mm,
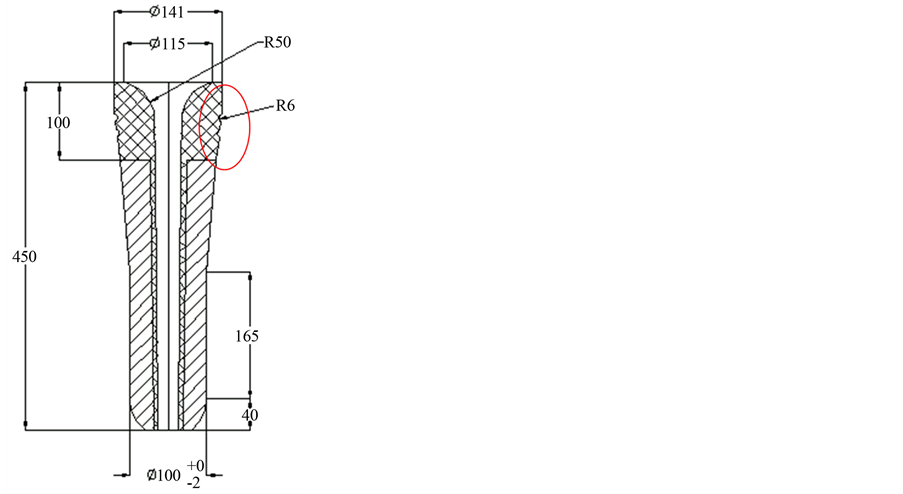
Figure 3. Tundish nozzle
图3. 中间包水口
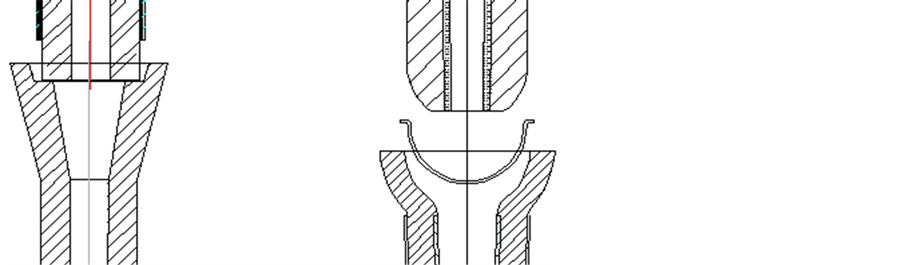
Figure 4. The matching of stopper on the tundish nozzle and submerged nozzle
图4. 塞棒中间包上水口与浸入式水口配合
仍保持大包注流进入稳流器后从两侧边流出,起到二次缓冲作用。
3.3. 多模型二次气雾冷却系统设计开发
将原设计的二冷全水冷却升级为气雾冷却,自主开发普钢、精炼钢三个断面24套二次冷却配水模型。原二次冷却采用全水冷却,冷却强度大,冷却不均匀,造成连铸坯内部质量较差。二次气雾冷却与全水冷却相比具有水滴颗粒小、速度快,冷却均匀,冷却效率高的特点。新设计二次气雾冷却强度按照气雾冷却较全水冷却增加40%,水量减少到60%左右计算,根据各断面、拉速、钢种等参数通过计算,选择合适的压缩空气压力,优化足辊段、扇形段、一段、二段水量配比,实现了不同断面、不同钢种、不同拉速下带钢坯的均匀冷却,提高了带钢坯质量。
3.4. 完善标准化操作
3.4.1. 精炼喂铝线补充脱氧标准化
选择在出钢完毕钢水到达吹氩位时,在低氧位条件下(减轻铝的烧损),采用钢包喂铝线法进行补充脱氧,可使铝迅速溶于钢液,显著提高铝回收率。精炼进站后根据钢水溶解氧含量测定情况及顶渣情况,一次性喂入一定量的铝线(Φ12 mm,Al ≥ 98%,米重330 g/m)进行强脱氧,以减少难以去除的板型Al2O3夹杂的产生。并形成铝线喂入量量化标准。
3.4.2. 钙处理标准化
根据钢水中[Al]与[Ca]的含量关系进行钙化处理,要求[Ca]/[Al]为0.10~0.15,使钢中铝夹杂物形成12CaO∙7Al2O3并聚合上浮,达到去除夹杂物目的,保证连铸顺利浇注。铝的回收率按照30%,钙的回收率按照30%,确定钢水中的[Ca]/[Al]在合适范围,并确定喂硅钙线标准。
3.4.3. 高碱度泡沫白渣“一分、二调、三稳”控制技术
(1) “一分”就是对目前生产的冷轧用带钢精炼钢种进行分类,25#、195LD、Q345B等为低碳系列,45#、50#、40Mn、65Mn等为中高碳系列,考虑到转炉终点碳及增碳剂加入量的差别,精炼工序造渣料及脱氧剂加入量也要加以区别,见表2。
(2) “二调”就是通过优化吹氩控制达到迅速造泡沫白渣、并加强白渣的精炼效果。并形成多种氩气流量、通电和软吹模型,使得各类夹杂物充分上浮,从而提高钢水纯净度。根据进站渣况及钢包透气砖透气效果,确定吹氩模式如下(表3)。
(3) “三稳”就是通过稳定供电制度白渣的造出和维持。通电开始采用小电流起弧,防止因突然大电流起弧电极晃动厉害造成断电极,进人加料阶段,用高电能转化的热量融化造渣料,当造渣料完全化开后逐步降低通电电流,维持精炼功效。电流及电压控制如下图(图5)趋势。
4. 应用效果
4.1. 降低了铸坯全氧含量
对改造前后带钢坯取样进行全氧含量检测,改造前后带钢坯气体检验含量见表4,改造前带钢坯全氧含量在50~100 ppm,改造后带钢坯[O]含量大幅下降,全氧含量稳定控制在30 ppm以下。
4.2. 降低了夹杂物等级
对改造前后窄带轧材夹杂物等级进行检测,改造前后窄带轧材夹杂物评级见表5,改造前轧材夹杂物等级在3.0~7.0级,改造后轧材夹杂物等级控制在3.0级以下。
4.3. 改善了铸坯低倍组织
对改造前后带钢坯切样进行冷蚀液酸洗,改造前带钢坯存在缺陷较多,见图6,包括中心疏松、缩孔、角部裂纹、中间裂纹、较严重的三角区裂纹,改造后未发现内部裂纹等缺陷,组织致密,铸坯内部质量良好,见图7。
4.4. 产品质量满足了客户需求,打开了窄带用钢高端市场
ST57钢种出口德国、日本,拓展了莱钢窄带生产线品种结构,先后成功开发了20#、25#、40Mn、45#、50#、J50、50Mn、J65Mn、T65Mn、70Mn等品种钢,品种钢比例由4.8%提高至26.4%,增加了窄

Figure 5. The chart of LF voltage and current trend
图5. LF电压、电流变化趋势图
Table 2. Different dosage of steel refining slag and deoxidizer
表2. 不同钢种精炼渣料及脱氧剂用量
Table 3. The argon gas flow during different smelting stages
表3. 不同冶炼时段氩气流量
Table 4. The billet gases content before and after the modification inspection
表4. 改造前后带钢坯气体检验含量
Table 5. Inclusions rating of the narrow-band rolling before and after reform
表5. 改造前后窄带轧材夹杂物评级
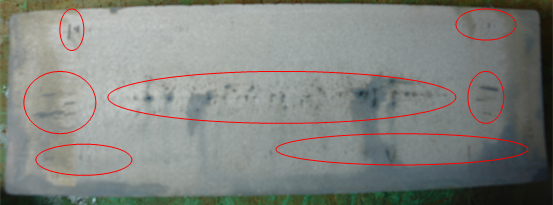
Figure 6. The low times shown billet before transformation
图6. 改造前带钢坯低倍图示


Figure 7. The low times shown billet after transformation
图7. 改造后钢坯低倍图示
带产品盈利水平。
参考文献 (References)
- [1] 温良英, 陈登福, 白晨光, 等 (2003) 钢包炉(LF)预熔精炼渣的研究. 特殊钢, 2, 13-15.
- [2] 张宝, 施月明, 项利, 等 (2011) 实芯纯钙线在LF精炼过程中的应用. 特殊钢, 5, 44-46.
- [3] 王文虎, 李冰, 王行华, 等 (2012) 塞棒、快换定径水口双控流技术在连铸中间包上的应用. 耐火材料, 2, 137- 139.