Open Journal of Nature Science
Vol.04 No.04(2016), Article ID:18853,6
pages
10.12677/OJNS.2016.44044
Design of Injection Mold for Single-Mode Four-Cavity Plastic Chain
Shuangjie Song, Yulian Zhang*
Xi’an Aeronautical Polytechnic Institute, Xi’an Shaanxi

Received: Oct. 10th, 2016; accepted: Oct. 29th, 2016; published: Nov. 1st, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
The paper introduces the design features of single-mold four-cavity fixed-length plastic chain injection mould and the forming process of several plastic chains at a time. The design and function of main parts to mould the parts such as chase bolster, mould template, splitter template, ejector template, and injection template are also introduced.
Keywords:Single-Mode Four-Cavity, Plastic Chain, Injection Mould

单模四腔塑料链条注射模具设计
宋双杰,张玉莲*
西安航空职业技术学院,陕西 西安

收稿日期:2016年10月10日;录用日期:2016年10月29日;发布日期:2016年11月1日

摘 要
文章介绍了单模四腔定长塑料链条注射模的设计结构特点,多条塑料链条的一次成形过程。对模具各部分主要零件如模具外套、定模模板、分流模板、顶出模板、注射模板的设计与作用进行了介绍。
关键词 :单模四腔,塑料链条,注射模

1. 引言
塑料链条以其在潮湿等恶劣境中不生锈、耐腐蚀、寿命长等特点得到广泛应用,也给很多生产商提供了商机,因此各种生产模具也层出不穷的涌现出来。起先加工塑料链条的方法是利用对分模具先加工链条中的一个链环,然后再利用热融接 [1] 的方法将各节链环依次融接在一起,形成链条。很显然,这种方法效率低,不适合大量生产。后来对塑料链条加工模具进行了改进,利用二级抽芯技术 [2] [3] [4] 设计塑料链条加工模具,提高了生产效率,但该类模具结构复杂,模具成本大幅增加,而且不易加工较细的塑料链条。本人根据多年模具设计研究与市场需求,设计了一款结构简单,生产效率高,并且设计参数可灵活改变的、可用于加工各种规格塑料链条的模具。
2. 单模四腔塑料链注射模具设计
为了提高生产效率,降低生产成本,根据用户要求,设计出的塑料链注射模具应能够满足每分钟生产12~16根塑料链条,因此根据以往单腔单模塑料链条模具生产经验,结合生产条件及操作工人的技术水平,设计出一套单模四腔注射塑料链条模具。该模具具有下述特点:1、结构简单,2、制造成本低,3、适用于普通塑料注射机。
2.1. 模具外套设计
模具外套用于在合模状态时夹紧四套模具型芯,改变了设置复杂的二次抽芯机构带来的模具制造成本较高的弊病,单模单腔塑料链条注射模具的二次抽芯机构已经很复杂,单模四腔的塑料链条注射模具的二次抽芯机构更加难以设计。因此巧妙地利用内锥形模套来夹紧模芯,利用内锥面上加工的燕尾型滑道来分离型芯是此模具设计的核心。当塑料注射机顶出机构将模具型芯顶出时,模具型芯沿内锥形模套内壁的四条燕尾型滑道向四角(面)开模 [5] [6] 。为保证模具型芯上的分流道与定模板上的主流道精准对正,在模套上设计加工了上下两个定位导孔,后端面所示四个圆孔为带螺纹的固定模板的螺栓孔。模具外套结构如图1所示。
2.2. 定模模板设计
定模模板的作用,一是利用固定夹通过定模模板将模具固定在注塑机上,二是使顶出机构的顶杆通过定模模板中心顶出孔顺利推动顶出模板(顶出模板如图4所示)。定模模板通过四根头部带螺纹的导柱与模具外套相连,中间是顶出孔。定模模板的结构如图2所示。
2.3. 分流道注射模板设计
分流道注射模板的作用是将主流道的液态塑料分流到四个模具型腔中去,实现主流道与分流道导向对接、压合模具型芯、拉断浇口凝料,来完成四根塑料链条的成型。为减少机械加工成本,分流道只设计在分流模板上,流道截面为保证顺利脱模设计成梯形,尺寸为底宽6毫米,顶宽为4毫米,流道深1.5毫米,使用电火花加工 [7] [8] 。分流道注射模板结构如图3所示。
2.4. 顶出模板设计
顶出模板的用途是一次性将四组模具型芯同时顶出,使四组模具型芯沿模具外套锥形内壁的滑道向
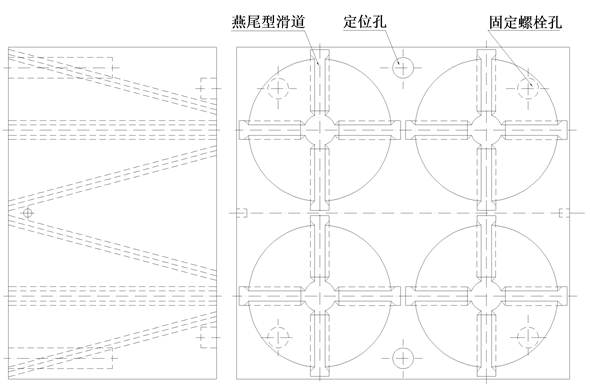
Figure 1. Chase bolster structure
图1. 模具外套结构
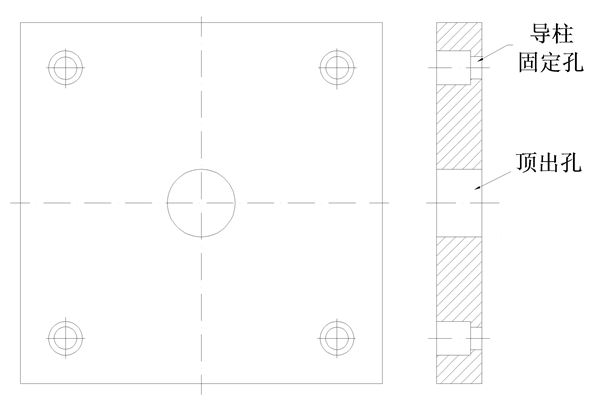
Figure 2. Mould plate
图2. 定模模板
四角(面)同时开模。导柱孔与导柱的配合为基孔制间隙配合,顶柱与顶出模板的安装孔配合为基孔制的过盈配合。顶出模板的结构如图4所示。
2.5. 注射模板设计
注射模板用于固定连接注塑机注射头,连接分流模板,安装定位导柱。注射嘴可直接到模具零配件商店购买,然后根据注射嘴具体尺寸在注射模板上按过盈配合加工安装孔,最后用压力机将注射嘴与注射模板压合,也可以直接在注射模板上加工出来。本设计采用的是直接在注射模板上加工,主要原因是北方塑料注射模具使用量较南方少,也很少有模具标准件商店。因此直接购买并不容易。注射模板结构如图5所示。
2.6. 卸料销
卸料销可以直接购买,也可以统一加工,但是安装到注射模板上时一定要使用螺纹连接,不能为减
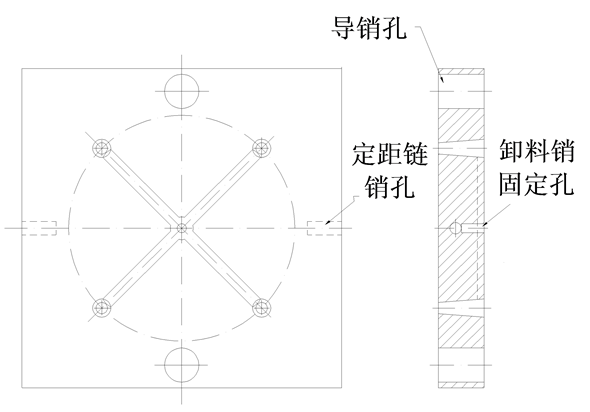
Figure 3. Splitter channel injection template
图3. 分流道注射模板
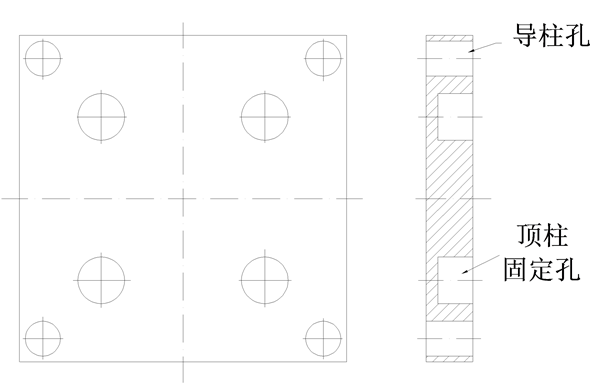
Figure 4. Ejector template
图4. 顶出模板
少加工费用使用过盈压接,因为模具使用一段时间后卸料销会松动脱落。
3. 塑料链条成形过程
单模四腔塑料链条注射模具的结构装配示意图如图6所示。工作时将单模四腔塑料链条注射模安装至卧式带顶出机构的塑料注射机上,到位后合模,将熔融的塑料液体注入塑料链模具型腔中,冷却后开模,顶出机构将四套模具型芯顶出,各个模具型芯顶出时均沿模具外套内壁的滑键槽运动,使模具型芯四块同时向四角分开,塑料链条脱模。将加工好的塑料链条凝料与浇道凝料在点浇口处拉断,并将每节塑料链条环与环间的点浇口拉断即可,一组塑料链条的加工即刻完成。由于本模具加工的塑料链条较细,而金属模具散热性较好,因此不再需要另外设计冷却系统。如果加工的塑料链条较粗,则需要设计水循环冷却系统。通过实际加工测量,加工生产效率为每分钟生产16根塑料链条。图7为单模四腔塑料链条注射模具一次注射完成的塑料链条成品。
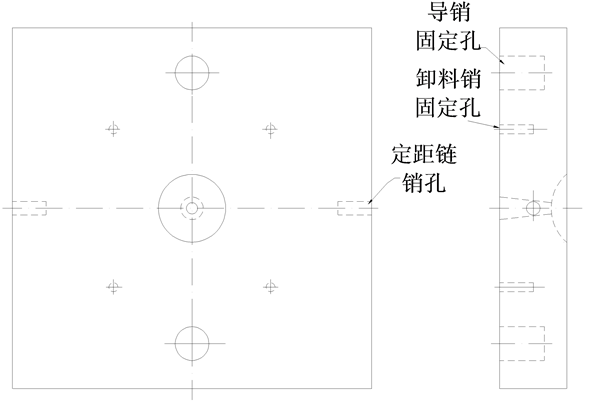
Figure 5. Injection template
图5. 注射模板
 1.注射模板;2.分流模板;3.导销;4.模具外套;5.导柱;6.顶出模板;7.固定模板;8.顶柱;9.顶出孔;10.卸料销;11.模芯;12.板距定距销;13.注射口;14.分流道;15.分芯注射口
1.注射模板;2.分流模板;3.导销;4.模具外套;5.导柱;6.顶出模板;7.固定模板;8.顶柱;9.顶出孔;10.卸料销;11.模芯;12.板距定距销;13.注射口;14.分流道;15.分芯注射口
Figure 6. Mould structure
图6. 模具结构
4. 单模四腔塑料链条注射模具设计说明
单模四腔塑料链条注射模具设计了固模模板、分流道注射模板、顶出模板、注射模板、导销、模具外套、导柱、顶柱、卸料销、模具型芯、板距定距销和定距金属链条等多个部件,其中模具型芯、滑键、导柱、导销、顶柱、卸料销、板距定距销、定距金属链在文章中未画出。

Figure 7. Plastic chain finished products
图7. 塑料链条成品
材料选择:模具型芯使用Gr12MoV模具钢 [9] 。该模具钢耐磨,寿命长,性价比较高。
模具外套、滑键、定位销,导柱、顶柱、板距定距销均使用45号中碳钢。该钢材淬火硬度高,强度好,性价比高。
固定模板、分流模板、顶出模板、注射模板均使用Q235低碳结构钢。该钢材价格便宜,易于购买,成本低廉,便于降低模具成本。
成型塑料链条使用高密度聚乙烯 [10] [11] 粒料生产,该粒料制出的塑料链条抗拉强度高,寿命长。
定距金属链条在商铺中可以轻易买到,不必进行单独设计。
由于涉及到部分秘密,因此本文未对加工方法,生产工艺过程及模具型芯的设计进行详细的介绍。
5. 结束语
单模四腔塑料链条注射模具的设计从理论到实践,充分验证了内锥形模套加燕尾型滑道来夹紧和分型,以取代过去机械夹紧和分型及二次抽芯等复杂机构的设计是可行的,同时利用钼丝切割 [12] 和电火花等先进方法加工型腔和滑道,提高了工作效率,降低了加工成本,为设计出更复杂的同类塑料链条模具提供了参考。如将定长塑料链条加工成任意长度的塑料链条,可在模套侧壁端头加工出一个单独的、与型腔不相连的、但与待加工链条最端头链环相扣的较粗的型腔,用来安放已加工出来的链条,这样当新链条注射成型后就将已加工好的定长链条连接了起来,可以拓展塑料链条的使用范围。总之,本模具即满足了定制企业的要求,为该企业大大提高了生产效率,降低了能耗,减少了生产成本,综合效益较好,又为其他塑料链条模具的设计和生产提供了一定的参考价值。
文章引用
宋双杰,张玉莲. 单模四腔塑料链条注射模具设计
Design of Injection Mold for Single-Mode Four-Cavity Plastic Chain[J]. 自然科学, 2016, 04(04): 365-370. http://dx.doi.org/10.12677/OJNS.2016.44044
参考文献 (References)
- 1. 欧圣雅. 冷冲压与塑料成型机械[M]. 北京: 机械工业出版社, 1997: 115-135.
- 2. 《塑料模具设计手册》编写组. 塑料模具设计手册[M]. 第2版. 北京: 机械工业出版社, 2002: 106-109.
- 3. 王燕. 多腔多个方向抽芯的注塑模设计[J]. 塑料, 2000, 29(4): 42-43.
- 4. 向雄方. 一种多向侧抽芯注射模设计[J]. 制造技术与机床, 2005, 13(12): 40-42.
- 5. 翁其金. 冷冲压与塑料成型——工艺及模具设计[M]. 北京: 机械工业出版社, 1990: 32-46.
- 6. 冯少如. 塑料成型机械[M]. 西安: 西北工业大学出版社, 1992: 133-153.
- 7. 井上. 放电加工原理[M]. 北京: 原子能出版社, 1983: 80-100.
- 8. 王娆. 电火花线切割工艺[M]. 北京: 原子能出版社, 1987: 30-60.
- 9. 模具制造手册编写组. 模具制造手册[M]. 北京: 机械工业出版社, 1996: 88-108.
- 10. 上海市模具技术协会. 塑料技术标准大全[M]. 杭州: 浙江科学技术出版社, 1993: 100-133.
- 11. 维苏•珊. 塑料测试技术手册[M]. 徐定宇, 王豪中, 译. 北京: 中国石化出版社, 1991: 50-70.
- 12. 张普礼. 机械加工设备[M]. 北京: 机械工业出版社, 2014: 141-146.