Modeling and Simulation
Vol.
12
No.
01
(
2023
), Article ID:
60517
,
14
pages
10.12677/MOS.2023.121023
GH4169合金的铣削过程及刀具磨损下的 热力耦合研究
段士伟1,李萍1,康敬波1,史广源2,崔敏超2
1中国航发西安动力控制科技有限公司,陕西 西安
2西北工业大学机电学院,陕西 西安
收稿日期:2022年12月2日;录用日期:2023年1月12日;发布日期:2023年1月19日

摘要
GH4169合金是一种镍基高温合金,具有高屈服强度、高抗拉强度,能够持久的在高温条件下工作。本文首先分析了GH4169合金铣削过程中的相关理论,然后基于AdvantEdge软件对等效二维切削模型进行铣削有限元分析和实际测量,设置不同的加工参数,重点关注铣削过程中铣削力和铣削温度的变化趋势。接下来对不同刀具磨损程度下的铣削过程进行有限元分析和实际测量,研究了刀具磨损情况对于铣削力和铣削温度的影响。研究发现,铣削过程中切削力先上升后下降,铣削工艺强度越高,试件趋于稳定的整体温度越高;随着刀具磨损量继续增大,铣刀实际切削的厚度减小,致使铣削过程中的铣削力及铣削产热量减小,热影响层深变浅。本文得出的结论对今后GH4169合金及其余高温合金的加工和工艺优化具有指导意义。
关键词
GH4169高温合金,铣削,刀具磨损,热力耦合

Milling Process of GH4169 Alloy and Thermodynamic Coupling Study under Tool Wear
Shiwei Duan1, Ping Li1, Jingbo Kang1, Guangyuan Shi2, Minchao Cui2
1AECC Xi’an Power Control Technology Co., Ltd., Xi’an Shaanxi
2School of Mechanical Engineering, Northwestern Polytechnical University, Xi’an Shaanxi
Received: Dec. 2nd, 2022; accepted: Jan. 12th, 2023; published: Jan. 19th, 2023

ABSTRACT
GH4169 alloy is a nickel-based high-temperature alloy with high yield strength and tensile strength that can work for a long time at high temperature. In the present work, we first examined the theory of the GH4169 alloy milling process, and then we performed milling finite element analysis by using AdvantEdge software for an equivalent two-dimensional cutting model and actual measurement, set various machining parameters and paid attention to the trend of milling force and temperature during the milling process. Next, finite element analysis and actual milling process measurements at various tool wear levels were performed to investigate the effect of tool wear on milling force and temperature. It was found that the cutting force increased and then decreased during the milling process, and the higher the intensity of the milling process, the higher the overall temperature of the specimen tends to stabilize; as tool wear increased, the actual thickness of the milling cutter decreased, resulting in a decrease in milling force and heat production during the milling process, and the depth of the thermally affected layer became shallow. The conclusions reached in this paper will be useful in the future machining and process optimization of GH4169 alloy and other high temperature alloys.
Keywords:GH4169 High-Temperature Alloy, Milling, Tool Wear, Thermodynamic Coupling

Copyright © 2023 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
GH4169合金是一种镍基高温合金,前身为Inconel718合金,具有良好的机械性能,能够持久地在高温条件下工作。随着国内技术的发展,GH4169合金广泛应用于航空航天领域,具有良好的稳定性和使用性 [1]。
随着切削加工研究的深入,对于铣削力场和温度场的研究,传统的试验与测试结合的方式测试耗时长,采用有限元仿真的方式能够弥补这一不足,通过仿真软件的结果,能够直观反映出这些难以测量参数的分布规律。纪任可 [2] 等利用球头铣刀对GH4169高温合金进行铣削加工,并对其加工表面完整性指标进行检测,分析了其中的残余应力和塑性程度。姚倡锋 [3] 等探究在三种强度加工工艺参数下,切削力、切削温度以及等效应变场等因素的变化趋势。马颖化 [4] 等模拟了GH4169铣削加工过程中残余应力对工件表面小裂纹扩展行为的影响。梁永收 [5] 等采用实验与仿真相结合的研究方法对GH4169铣削力进行预测,表明铣削深度与每齿进给量的增大都会导致铣削力增大,影响极为显著。王志冰 [6] 等研究了高温合金GH4169微细铣削过程有限元仿真,采用正交实验方式研究转速,进给量以及背吃刀量对铣削力的影响规律。
本文首先分析了GH4169合金铣削过程中的相关理论,然后基于AdvantEdge软件对等效二维切削模型进行铣削有限元分析和实际测量,设置不同的加工参数,重点关注铣削过程中铣削力和铣削温度的变化趋势;接下来对不同刀具磨损程度下的铣削过程进行有限元分析和实际测量,研究了刀具磨损情况对于铣削力和铣削温度的影响。
2. GH4169合金铣削有限元仿真理论
2.1. GH4169材料本构模型
对于切削工艺仿真以及结果分析,本构模型是最重要的因素。对于金属切削这类大应变、高应变率及高温过程,目前最广泛采用的是Johnson-Cook本构方程(简称JC本构模型) [7]。JC模型包含硬化效应,热软化效应以及应变强化效应三个因素,并且模型结构清晰,物理参数较少。JC本构模型的表述为式(2-1)所示:
(2-1)
式中: 为材料的流动应力,A为材料的屈服强度(MPa),B为硬化模量(MPa),n为硬化系数。 为参考塑性应变率, 为塑性应变,C为应变率灵敏度系数。T为工件材料温度, 为材料的融化温度,高温合金GH4169为1300℃, 指室温,一般为25℃,m为热软化系数。
许多学者对式(2-1)进行各种完善,Ozel T等学者在考虑应变以及应变率的强化与切削热带来的软化效应的同时,引入了温度对流动软化的影响,建立如下式(2-2)所示的关系式 [8] :
(2-2)
式中前三部分内的参数与式(2-1)内的参数相同。第四项括号内的 为考虑到材料动态行为的参数。GH4169合金的JC本构模型参数见表1。其材料的力学性能参数见表2,其中弹性模量E、热膨胀系数与比热容C等参数随着温度的变化而变化 [9]。

Table 1. GH4169 Johnson-Cook intrinsic structure parameters
表1. GH4169 Johnson-Cook本构参数
Table 2. GH4169 material physical parameters
表2. GH4169材料物理参数
2.2. 接触摩擦模型
金属在切削的过程中受到刀具的挤压作用会产生剪切与滑移现象,根据金属滑移线的流动轨迹可以将切削过程的塑性变形划分为三个区域。如图1所示,第一变形区是切削过程的主要区域,OA线是起始滑移线,OM线是终了滑移线。在此区域内金属切削过程基本完成,主要产生切削力以及切削热的过程均来自第一变形区。在第一变形区内切削层金属的主要特征是沿剪切面的塑性变形。材料经过第一变形区的塑性变形后,沿着前刀面继续向上流动,在靠近刀尖的前刀面区域形成了第二变形区。在第二变形区内,刀具前刀面对切削层金属产生进一步的摩擦与挤压作用,切削层金属的变形进一步加剧。切削第三变形区内的主要特征为刀具后刀面对已加工表面的挤压与摩擦作用,已加工表面受到挤压作用进一步发生塑性变形。刀具对加工表面产生犁切作用,对于切削的摩擦系数影响不显著。受到刀具磨损等因素的影响,刀具对第三变形区的犁切挤压对表面质量的影响较大。
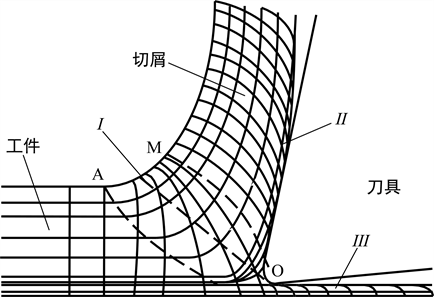
Figure 1. Cutting metal slip flow line and deformation area
图1. 切削金属滑移流线与变形区域
2.3. 断裂准则
对于Johnson-Cook本构方程,一般采用失效等效塑性应变法则来模拟切屑断裂的过程。如下式(2-3)所示,式中 为材料失效时的等效塑性应变, 为材料失效参量,GH4169的材料失效参数见表3。p表示压应力,q为Miss应力,p/q表示无量纲的偏应力比值。式中 为分段函数,表示无量纲的温度参量 [10]。
(2-3)
函数 可以表示为如下形式:
(2-4)
Table 3. GH4169 material failure parameters
表3. GH4169材料失效参数
使用断裂标准参数 作为评价Johnson-Cook本构模型的断裂条件, 的形式如下式(2-5)所示。其中 为仿真中每一步内等效塑性应变的增量值,评价条件为当求和后 ,即表明材料发生断裂分离。
(2-5)
2.4. 切削热的产生
对于切削过程的产热,主要包括切屑层材料塑性变形产热以及刀具切屑摩擦产热两部分 [11]。由塑性变形产生的热量由下式(2-6)给出。其中 表示材料塑性变形速率, 为材料密度,f为转化成热量的塑性变形功的数值。
(2-6)
摩擦产生的热量由下式(2-7)给出,其中 为刀具与工件间的摩擦力, 为工件与刀具间的相对滑动速度。摩擦产生的热量在刀具与切削区域之间均匀分布。热量通过与周围环境的热对流作用传导至工件,同时也传导至刀具上。
(2-7)
3. GH4169铣削过程
3.1. 等效二维模型的建立
AdvantEdge是一款针对金属切削有限元分析的软件,可以对切削过程中的切削力、热流、温度、切屑形成、切屑断裂及残余应力等因素进行模拟。下面建立二维正交切削模型,由于球头铣刀在采用顺铣加工时切入工件的切除量最大,而切出工件时切削量很小,因此,在切削模型的建立时,将材料实际切除的形状等效转化为三角形切屑的形状。如图2所示,铣刀半径为R(R=4)铣削深度为d,铣削速度为v,每齿进给量fz,切削过程中的前角 ,根据等面积法,结合铣刀半径R,铣削深度d,每齿进给量fz等参数可以求出铣刀实际残余切削过程的转角 ,进而求出图2中铣刀走过的扇形区域的弧长l和阴影部分的面积。需要注意的是 为铣削过程中在铣刀转角 内工件前进的距离。经过计算求得切削阴影部分面积S,等效切屑的高度h以及等效切屑的长度 表示如下:
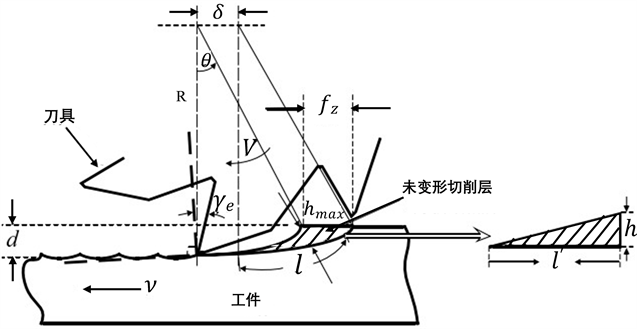
Figure 2. Diagram of milling equivalent cutting layer
图2. 铣削等效切削层示意图
(3-1)
(3-2)
(3-3)
一般在切削试件的建模中,可以从加工表层向下分为切屑层、连接层与基体三层。其中切屑层网格密度最高,基体层网格相对稀疏,通过相互作用连接为一个整体。越靠近加工表面的区域网格越小,布种越密集,沿着表层向下网格逐渐变大,见图3,网格最小尺寸为0.005 mm,最大尺寸为0.01 mm。

Figure 3. Finite element meshing
图3. 有限元网格划分
下面对切削模型材料参数进行设置,最大抗拉强度 为1613 MPa,屈服强度 为1103 MPa,基体硬度设置为454 HV。铣刀为硬质合金刀具,材料选择为Carbide-General,齿数设置为4齿,切削过程中将刀具设置为固定,工件相对于刀具做水平运动。如图4所示,选择刀具上的参考点,在参数设置栏内机械边界条件(Mechanical Boundary Condition)的设置中选择内选择固定X、Y方向。设置刀具直径8 mm,将三个水平的切削速度转化为主轴转速。在实际的试验中发现,由于刀轴倾角 ,实际参与切削的铣刀半径并不是公称直径8 mm。为了保证有限元仿真过程的准确性,根据斜面角度及刀轴倾角 值,由三角函数可以求得实际铣削半径 ,经计算得到三个水平切削速度所对应的主轴转速。
3.2. 铣削力仿真及分析
铣削力的仿真结果见图5,在刀具与工件接触后的0.0025 s,切削力上升至最大值,随着切削过程的进行,切削力逐渐下降,这也符合顺铣过程切屑层越来越薄的特点。通过后处理软件Tecplot360截取稳定切削段,对其铣削力进行提取。对提取的数据求和计算平均值,矢量求和。铣削力仿真的结果与试验测试结果对比见表4。
表4中仿真结果与试验数据间的误差大致分布在10%~20%之间,最大误差为25.37%,试验数据与仿真结果变化趋势相同。对误差的来源进行分析:一方面,由于测力试验中切削液对切削过程有冷却润滑作用,由此减小切削力。另一方面,测力仪器采集的是传感器上的电信号,但在实际测力试验中,由于机床运行过程中不断有电荷产生,这些电荷存在于测试的全过程中。例如第14组试验,测试结果比仿真结果大了很多,产生的原因有可能就是测试信号受到机床及仪器设备电荷累积的干扰,导致整个过程中铣削力信号偏大。图6为Z通道在测试过程中受电荷干扰影响较大的一次测试,遇到这种情况就应当停止试验,对信号采集器进行放电操作,将测力平台上的静电导出。
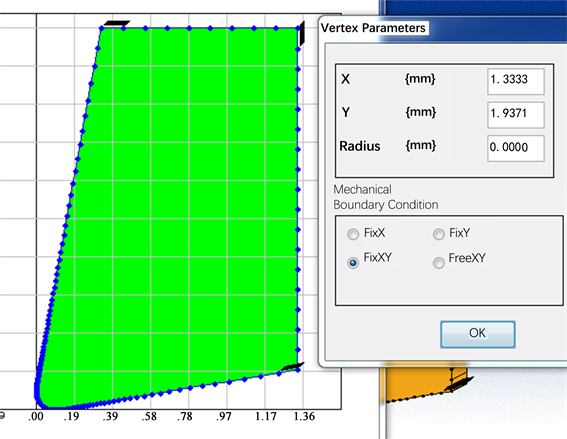
Figure 4. Tool boundary condition setting
图4. 刀具边界条件设定
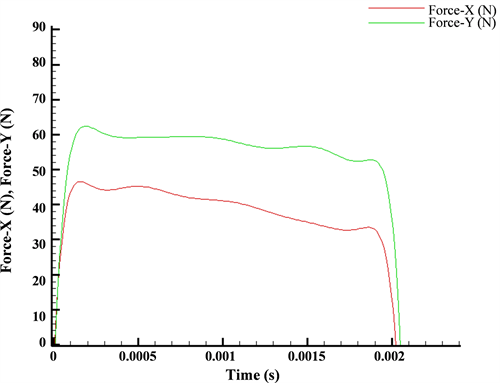
Figure 5. Finite element simulation of milling force extraction
图5. 有限元仿真铣削力提取
Table 4. Finite element simulation and actual milling force test results
表4. 有限元仿真和实际铣削力测试结果
同时有限元仿真建模过程中也可能引入误差,真实的铣刀存在钝圆半径r、刃口半径R及流屑角等结构,考虑到计算机计算的效率,仿真建模中将这些细微结构做了忽略,这些因素也会导致仿真结果不准确。总的来说,有限元切削仿真的结果与铣削力测试结果整体变化趋势相同,误差均分布在一定范围内,仿真结果具有一定的准确性。
3.3. 铣削温度仿真及分析
图7为铣削过程的温度场分布,可以看出在金属切削过程中,第一变形区内的温度最高,主要的切削热被切屑带走,切屑受到前刀面的挤压作用向前弯曲,部分热量传递至刀具,刀尖位置及前刀面温度较高。对铣削温度的仿真结果进行提取,仿真铣削温度与试验测量值之间存在一定的偏差,见表5,总体在5%~20%之间,仿真结果与测试结果变化趋势相同,对于铣削温度的仿真具有一定的准确性。
选取铣削速度、进给量、铣削深度分别为20 m/min,0.02 mm/z,0.1 mm;40 m/min,0.05 mm/z,0.2 mm;60 m/min,0.08 mm/z,0.3 mm三个工艺强度水平,提取铣刀后刀面以下加工区域的温度场,绘制不同工艺强度下铣削温度场分布图,如图8所示随着工艺强度等级的提高,切削区域表面以及表层的温度场有较大升高。由图中三条曲线随深度的变化可以得出,近表层的温度场受铣削工艺强度的影响较大,且不同工艺强度之间差异明显。铣削工艺强度越高,试件趋于稳定的整体温度越高。图中蓝线所代表的为铣削速度60 m/min,进给量0.08 mm,铣削深度0.3 mm的高工艺强度水平,在靠近表面的40 um范围内,温度沿深度方向下降的速率最大。虽然在高工艺强度水平下,铣削深度较大,铣削力及铣削温度较高,但由于刀具铣削速度较高,每齿进给量较大,单位时间内刀具切除的材料较多,由仿真结果可知切削过程中切屑带走了大量的热量。这使得在高工艺强度水平下,因大量热量被切屑带走,材料近表层温度下降较快,基体温度并没有大幅度增加。

Figure 6. Effect of charge accumulation on test signals
图6. 电荷累积对测试信号的影响
4. 不同刀具磨损程度的GH4169铣削
分别建立VB值为100 um、200 um、300 um的刀具后刀面磨损模型。刀具与工件接触区域附近的网格尺寸设置为0.01 mm,距离较远处的网格大小为0.05 mm,见图9。采用与磨损试验相同的工艺参数。设置铣削速度60 m/min,进给量0.08 mm/z,铣削深度0.3 mm。工件与刀具材料参数的设置与先前铣削有限元仿真中的设置相同。
4.1. 刀具磨损对铣削力的影响
对刀具磨损下的铣削力进行测试,试验结果见表6。当磨损量VB为0时,铣削力与仿真结果均相对
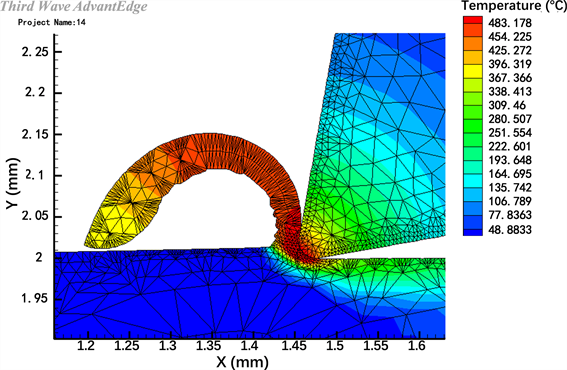
Figure 7. Finite element simulation of milling temperature
图7. 铣削温度有限元仿真
Table 5. Finite element simulation and actual milling temperature test results
表5. 有限元仿真和实际铣削温度测试结果
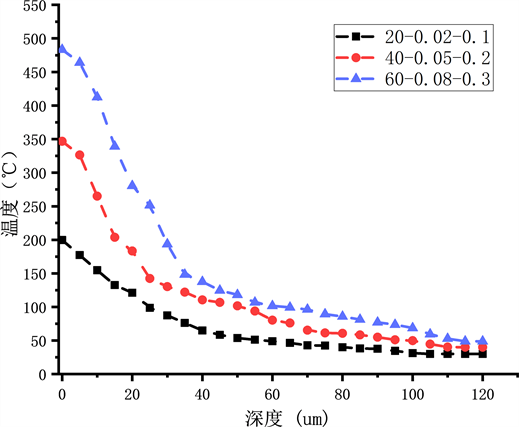
Figure 8. Distribution of milling temperature fields under three process intensities
图8. 三种工艺强度下铣削温度场分布关系
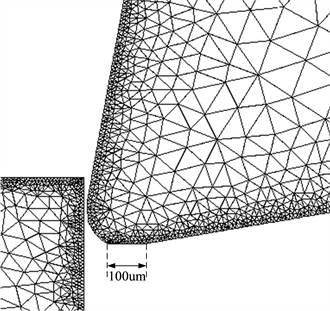
Figure 9. Rear tool face wear modeling
图9. 后刀面磨损模型的建立
Table 6. Tool wear on milling force testing and simulation
表6. 刀具磨损对铣削力测试与仿真
较小。随着磨损量的增大,试验与仿真结果均增大,当磨损量VB增大至300 um时,铣削力几乎是初期磨损时的两倍。并且在仿真过程中试验测试力总是略小于仿真结果。这可能是由于试验过程切削液的冷却润滑作用所致。仿真结果与试验结果相差在7%~19%内,仿真结果具有一定的可信度。
4.2. 刀具磨损对铣削温度的影响
对四种不同程度磨损量下切削过程的温度进行仿真,仿真结果见图10。当后刀面磨损量VB为0 um时,铣削温度为483℃。当磨损量VB增大至100 um,铣削温度增大至534℃,刀具磨损量的增大对铣削温度的影响显著。当磨损量VB进一步增至200 um,铣削温度上升至559℃,VB值达到300 um时,铣削温度略有降低为496℃。仿真结果可以发现刀磨损导致刀具钝圆部分区域减小,这是由于随着磨损量VB的增大,铣刀后刀面逐渐被磨平,实际铣削深度已经小于设定的铣削深度,因此切屑也越来越短,越来越薄。也正因此,VB = 300 um时的切削温度有所下降。
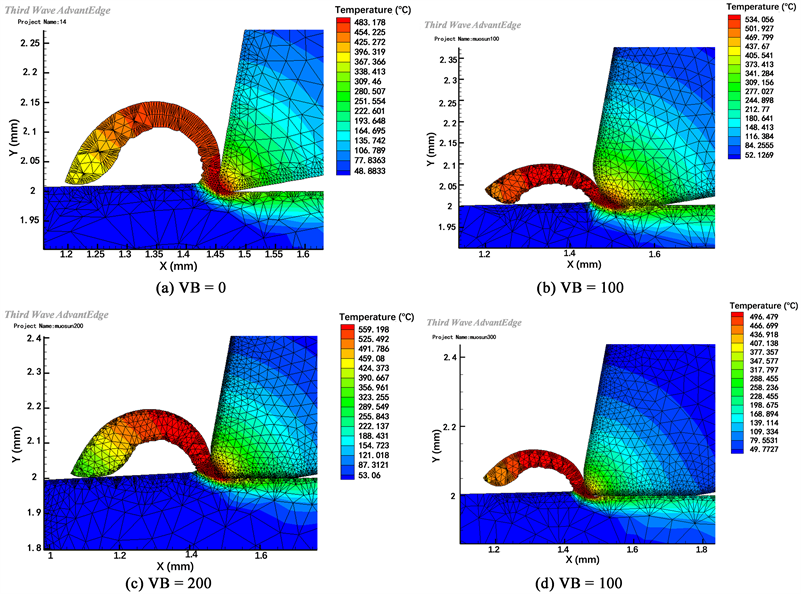
Figure 10. Simulation of milling temperature under fourwear conditions
图10. 四种磨损状态下的铣削温度仿真
对四种不同刀具磨损量下的铣削温度场进行提取见图11。当刀具磨损量VB = 0 um时,在表层以下50 um内切削热的影响较为显著。随着后刀面磨损程度加大至VB = 100 um,热影响层的深度增大至65 um。当VB = 200 um,热影响层深度约为80 um。然而当VB = 300 um时,铣削产热相对较少,热影响层深约为60 um。由此可见,铣削产热随着刀具磨损呈现出先增大后减小的趋势。当铣刀后刀面磨损量VB小于200 um时,随着磨损的加剧,后刀面的接触摩擦增大,铣削产热量上升。随着磨损量VB继续增大,铣刀实际切削的厚度已经减小,致使铣削过程中的铣削力及铣削产热量减小,热影响层深变浅。
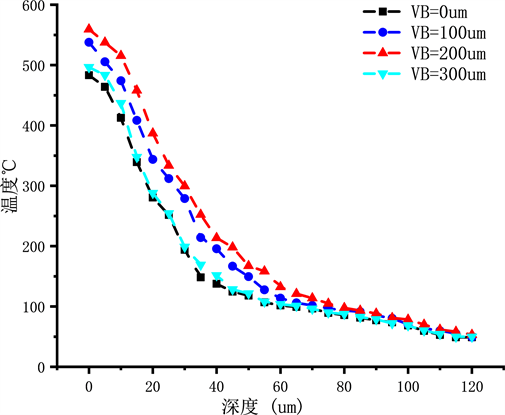
Figure 11. Temperature field distribution under four types of wear
图11. 四种磨损量下的温度场分布
5. 结论
综合上述分析可知,GH4169合金的铣削过程受铣削力,铣削温度,工艺参数及刀具各方面因素综合作用。在铣削过程中切削力先上升后下降,铣削工艺强度越高,试件趋于稳定的整体温度越高。随着刀具磨损量增大,铣刀实际切削的厚度减小,致使铣削过程中的铣削力及铣削产热量减小,热影响层深变浅,随着深度的增加,温度呈下降趋势。
文章引用
段士伟,李 萍,康敬波,史广源,崔敏超. GH4169合金的铣削过程及刀具磨损下的热力耦合研究
Milling Process of GH4169 Alloy and Thermodynamic Coupling Study under Tool Wear[J]. 建模与仿真, 2023, 12(01): 238-251. https://doi.org/10.12677/MOS.2023.121023
参考文献
- 1. 杜金辉, 吕旭东, 邓群, 等. GH4169合金研制进展[J]. 中国材料进展, 2012, 31(12): 12-20.
- 2. 纪任可, 郑光明, 韩康宁, 等. 高温合金GH4169球头刀铣削表面完整性测试实验研究[J]. 机床与液压, 2022, 50(10): 36-40.
- 3. 姚倡锋, 沈雪红, 张定华. GH4169高温合金端面车削表面变质层的形成机理[J]. 航空材料学报, 2017, 37(6): 50-58.
- 4. 马颖化. 切削加工残余应力对GH4169高温合金小裂纹尖端力学特性研究[J]. 机械设计与制造工程, 2022, 51(2): 38-42.
- 5. 梁永收, 史耀耀, 任军学, 杨振朝, 姚倡锋. 基于响应曲面法的GH4169铣削力预测模型研究[J]. 机械科学与技术, 2010, 29(11): 1547-1552.
- 6. 王志冰. 微细切削高温合金GH4169有限元仿真及实验研究[D]: [硕士学位论文]. 秦皇岛: 燕山大学, 2016.
- 7. Guo, W.G. (2001) Plastic Flow Behavior of a New Austenitic Stainless Steel AL6-XN under Different Strain Rates and Temperatures. Journal of Northwestern Polytechnical University, 19, 476-479.
- 8. Özel, T. and Zeren, E. (2007) Finite Element Modeling the Influence of Edge Roundness on the Stress and Temperature Fields Induced by High-Speed Machining. The International Journal of Advanced Manufacturing Technology, 35, 255-267. https://doi.org/10.1007/s00170-006-0720-2
- 9. 姚倡锋, 陈广超, 刘超, 等. GH4169车削过程的热力耦合作用及残余应力场研究[J]. 航空制造技术, 2017, 60(1/2): 42-47.
- 10. 葛茂杰, 单国峰, 于健, 等. 7050-T7451铝合金三维微铣削建模仿真[J]. 工具技术, 2016, 50(2): 59-62.
- 11. 张建峰, 贺成柱, 侯力轩. 金属切削过程中切削热和切削温度场的仿真分析[J]. 机械研究与应用, 2012, 25(4): 95-97.