Metallurgical Engineering
Vol.
06
No.
03
(
2019
), Article ID:
32076
,
7
pages
10.12677/MEng.2019.63021
The Practice of Furnace Lining Protection on Masteel 4000 m3 (A#) Blast Furnace
Guangwei Chen1, Zehua Guo1, Hongliang Wu2*
1Ironmaking Plant of Maanshan Iron & Steel Co., LTD., Ma’anshan Anhui
2Anhui University of Technology, Ma’anshan Anhui

R Received: Aug. 19th, 2019; accepted: Sep. 2nd, 2019; published: Sep. 9th, 2019

ABSTRACT
This article focuses on the operational practices of A# (4000 m3) blast furnace of Masteel in its late furnace campaign after the hearth carbon brick temperature rising suddenly to a high level. The average carbon brick temperature exhibited a tendency of declining and also the highest temperature declined from 684˚C to 100˚C or so, by employing such methods as using ore with certain amount of titanium element, enhancing cooling intensity, stopping the usage of the tapping hole in the direction of carbon brick with high level temperature, reasonably reducing smelting intensity, maintaining suitable heat balance in hearth, controlling blast parameters, adjusting matrix of bell-less top charging system etc. As a result, the 4000 m3 (A#) blast furnace achieved a safe and stable operational performance in its late stage of a campaign.
Keywords:Blast Furnace, Temperature of Hearth Carbon Brick, Lining Protection Technology
马钢A#4000 m³高炉护炉生产实践
陈光伟1,郭泽华1,吴宏亮2*
1马鞍山钢铁股份有限公司炼铁总厂,安徽 马鞍山
2安徽工业大学,安徽 马鞍山
收稿日期:2019年8月19日;录用日期:2019年9月2日;发布日期:2019年9月9日

摘 要
本文着重介绍了马钢A#4000 m³高炉在炉役后期碳砖温度快速上升后,通过使用含钛物料、增强局部冷却强度、停用碳砖温度高铁口,采用合理的冶炼强度、适宜的炉缸热制度、送风参数、装料制度等,炉缸敏感碳砖温度点均呈现下降趋势,其中最高点由
关键词 :高炉,炉缸碳砖温度,护炉技术

Copyright © 2019 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 前言
马钢A#4000 m3高炉于2007年2月投产,采用自立式框架结构,设36个风口,4个铁口,软水密闭循环系统。投产至今,通过不断强化原燃料管理、优化操作制度、创新高炉体检预警机制等,A#高炉实现了长周期的稳定顺行,近年来经济技术不断突破。2018年在中修的情况下,全年实现了利用系数2.20 t/m3,煤比152 kg/t,燃料比
2. 炉缸碳砖保护层的形成机理
炉缸耐材侵蚀后具有不可逆性,保护层的形成是炉内一系列物理、化学变化作用后的结果。其主要的形成过程是高炉炉缸冷却系统使得与碳砖热面接触的铁水冷却、黏度上升并析出石墨碳,还与熔点较高的化合物等黏附在碳砖表面形成保护膜,也有可能与漂浮在铁水中的残存的焦粉和灰分黏附在碳砖表面形成保护层 [1] 。
从形成条件来看,首先,要保证炉缸完善的冷却
3. 护炉生产实践
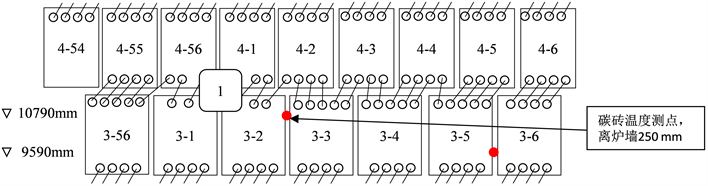 (4-54,4-55,4-56,4-1……分别为第四段第54、55、56、1……号冷却壁; 3-56,3-1,3-2……分别为第三段第56、1、2……号冷却壁)
(4-54,4-55,4-56,4-1……分别为第四段第54、55、56、1……号冷却壁; 3-56,3-1,3-2……分别为第三段第56、1、2……号冷却壁)
Figure 1. Temperature sensitive zone of carbon brick in hearth
图1. 炉缸碳砖温度敏感区域示意图
3.1. 控制适宜的炉缸热制度
从钛化物的护炉机理分析可知,温度对TiC、TiN的生成量影响最为显著,温度高,还原量越多;渣中TiO2 的浓度高有利于钛的还原;适当提高炉渣碱度也有利于TiC、TiN的形成。但考虑到钛和硅一样在高温下极易还原随铁水外排,而降低护炉效果;太高的物理热又会导致渣中部分TiO2还原生成高熔点Ti (C, N)化合结晶体,并以未熔颗粒的形式分散在渣铁中,加剧渣铁粘度,导致渣铁流动性下降,影响炉缸的活跃性等影响 [4] 。因此,合理的选择炉缸热制度,保证炉缸的活跃性,控制适宜的[Ti]、[Si]含量以及物理热对炉缸碳砖表面TiC、TiN形成至关重要。
通过生产实践和钛平衡的计算,我们发现适当提高炉渣碱度,保证炉缸物理热大于
3.2. 炉内灌浆和增加局部冷却强度
3.3. 调整送风参数,合理控制冶强
为了能够有效的降低炉缸碳砖温度,高炉冶炼强度也要适当的降低。当前主要是通过控制风量,减少富氧量的方式控制冶强,但风量与氧量的降低对于活跃炉缸是不利的。为此,要适当改变风口布局,降低风口面积以维持足够的风送和鼓风动能,特别是原燃料结构发生变化时,保证炉缸的活跃性,减少炉缸死料柱的堆积,增加炉缸的透气透液性,形成炉缸初始煤气流的合理分布,能够有效的减少环流对炉缸侧壁的侵蚀和冲刷 [5] 。
另外,护炉期间根据炉缸碳砖温度下降趋势,A高炉逐步捅开风口,增加风量及氧量,具体的调整情况如图3所示。
在风量氧量变化的同时,A高炉实际风速和鼓风动能的变化如图4所示。护炉前期,由于负荷轻、矿批小、压量关系宽松,虽然堵2个风口,风量上限6350 m3/min,但由于风口面积降至0.4415 m2,故风速大于270 m/s,鼓风动能在140 kJ/s左右。在
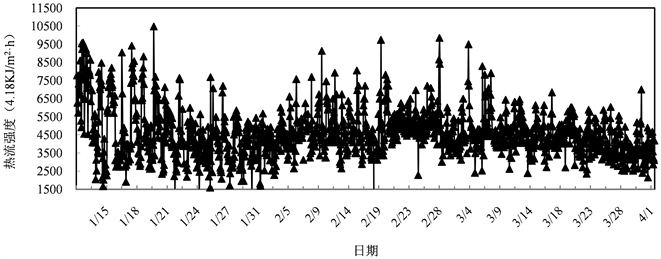
Figure 2. The heat intensity fluctuation of single cooling pipe after the modification of No.1 tap hole
图2. 1号铁口改造后单通道热流强度变化情况
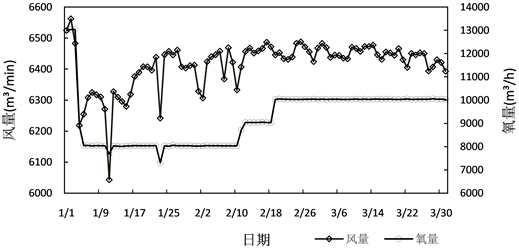
Figure 3. The fluctuation of wind and oxygen during the furnace lining protection stage
图3. A高炉护炉期间风量与氧量变化情况
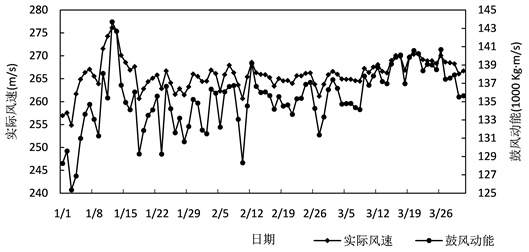
Figure 4. The variation of real wind velocity and kinetic energy in A# furnace lining protection
图4. A高炉护炉期间实际风速与鼓风动能的变化情况
3.4. 上部装料制度合理调整
为了能够更好的适应护炉期间炉况的变化,A高炉在炉缸热制度、下部送风制度进行了相应调整的同时上部装料制度也进行了相应的调整。
护炉前期风口面偏小,高炉鼓风动能偏高在140 kJ/s左右,大焦负荷偏轻在4.80~4.95左右,矿批偏小在96~99 t/ch,钢砖持续下降至
此阶段通过基本布料矩阵和布料角度的调整,两道煤气流更趋于合理,煤气利用率逐步提高至50%左右(见图5),大焦负荷提升至5.19,燃料比下降至494 kg/t∙Fe。
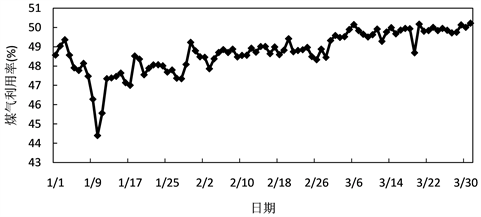
Figure 5. The variation of gas utilization during furnace lining protection
图5. 护炉期间煤气利用率变化情况
3.5. 完善炉缸碳砖温度监测预警机制
A炉缸碳砖监测点接近300余点,为了能够全方位的对炉缸碳砖温度进行监测,服务高炉炉役后期的安全生产测。A高炉结合自身实际生产情况特制定以下炉缸碳砖温度点监测措施:
① 加装炉缸碳砖温度异常报警装置,依据《炉缸监控管理办法》当内点温度高于
② 对重点区域的碳砖温度点、水温差、炉皮温度等形成连续时时监测,并建立小时温度监测台账,关注各点温度变化趋势。
③ 对重点区域的水温差、炉皮温度等除了在线监测外,还要求相关岗位每1.5小时到现场进行测量,以保证监测数据的时时可控。
3.6. 加强炉前出渣铁管理
加强铁口维护,确保渣铁稳定、及时的排出对于高炉护炉阶段尤为重要。特别是在护炉期间由于炉温高、碱度高、铁水含钛高等,炉渣相对粘稠,容易造成铁口卡焦现象,炉前要加强铁口监测并适当调整操作方法。为此,高炉上建立《炉役后炉前操作管理规定》,加强炉前管理。在操作上坚决杜绝铁口连续偏浅、连续跑泥,加强三班统一操作,稳定打泥量,控制铁口深度3.8~4.0 m;适当缩小钻杆直径,增加重叠时间,实现零断渣,减少铁水环流对炉缸侧壁的冲刷。此外,暂时停用炉缸碳砖敏感区域的铁口也能降低铁水环流对碳砖的冲刷,起到护炉的效果。
4. 护炉效果
A#高炉通过合理使用含钛物料、强化局部冷却,并结合高炉操作参数的调整、出渣铁制度的调整和相关管理制度的制定,维护工作的开展较为顺利,实现了炉缸碳砖温度的持续下降,达到良好的护炉效果,保证了炉况的长周期稳定和较好的经济技术指标。护炉期间的经济技术指标见表1,敏感碳砖温度变化情况见图6。

Table 1. Technical and economical index of A# blast furnace during furnace lining protection
表1. 护炉期间的经济技术指标
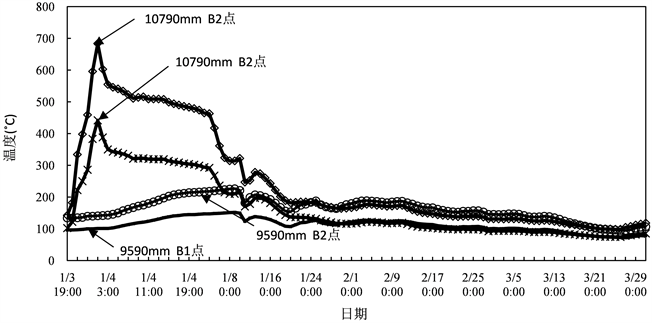
Figure 6. Sensitive carbon brick temperature zone around No.1 tapping hole with standard level of 10,790 mm and 9590 mm respectively
图6. 1号铁口附近10,790 mm及9590 mm高度敏感碳砖温度变化情况
5. 结论
马钢特大型高炉(A#4000 m3),于2019年初,1#铁口方位下1.5 m处的炉缸碳砖温度迅速上升到680℃左右,严重危及高炉安全生产,通过采取停止该方位铁口出铁、炉体灌浆、降低冶强、增加冷却壁冷却强度、加钒钛矿护炉、调整布料来控制边缘气流、维持稳定的铁口深度等措施,使该处碳砖温度上升势头得以有效控制,并且慢慢回到合理的范围内,使高炉重新回到安全稳产状态。
文章引用
陈光伟,郭泽华,吴宏亮. 马钢A#4000 m3高炉护炉生产实践
The Practice of Furnace Lining Protection on Masteel 4000 m3 (A#) Blast Furnace[J]. 冶金工程, 2019, 06(03): 148-154. https://doi.org/10.12677/MEng.2019.63021
参考文献
- 1. 雷有高, 魏功亮, 赵仕清, 等. 重钢5号炉钒钛护炉实践[J]. 炼铁, 2007(1): 20-22.
- 2. 由文泉, 赵民革.实用高炉炼铁技术[M]. 北京: 冶金工业出版社, 2003.
- 3. 朱良仁, 等. 宝钢大型高炉操作与管理[M]. 北京: 冶金工业出版社, 2015.
- 4. 王筱留, 焦克新, 祁成林, 等. 高炉炉缸炭砖保护层的形成机理及影响因素[J]. 炼铁, 2017, 36(5): 8-13.
- 5. 黄智华, 余映红, 肖益. 九钢4号高炉经济护炉生产实践[J]. 江西冶金, 2016, 36(6): 14-18.
NOTES
*通讯作者。