Applied Physics
Vol.
13
No.
03
(
2023
), Article ID:
63265
,
9
pages
10.12677/APP.2023.133006
交流磁场对铝合金电弧增材制造铝合金的组织性能影响
王敏,邢彦锋*,曹菊勇,杨夫勇,张小兵
上海工程技术大学机械与汽车工程学院,上海
收稿日期:2023年2月27日;录用日期:2023年3月21日;发布日期:2023年3月29日

摘要
为了提高铝合金电弧增材制造微观组织和力学性能,采用纵向交流磁场对铝合金电弧增材制造各向性能影响的研究,以铝硅焊丝作为填充材料,在不同励磁电压下进行单道单层和单道多层沉积试验。结果表明:随着励磁电压的增加,沉积试样的截面孔隙率逐渐降低,当励磁电压达到7.5 V时,焊缝截面孔隙率逐渐提升。在交流磁场的作用下,沉积层的微观组织发生改变,在沉积层的部分区域生长的较细柱状晶粒和等轴晶粒明显增多,横向抗拉强度和纵向抗拉强度相比于无磁场下的分别提升了11.6%和9.6%,拉伸断口处有较多的气孔并且都是从气孔处断裂。交流磁场能明显改善铝合金在电弧增材制造过程中的孔隙率、微观组织和力学性能。
关键词
电弧增材制造(WAAM),交流磁场,气孔,组织性能

Effect of AC Magnetic Field on Microstructure and Properties of Aluminum Alloy Produced by Arc Addition
Min Wang, Yanfeng Xing*, Juyong Cao, Fuyong Yang, Xiaobing Zhang
School of Mechanical and Automobile Engineering, Shanghai University of Engineering Science, Shanghai
Received: Feb. 27th, 2023; accepted: Mar. 21st, 2023; published: Mar. 29th, 2023

ABSTRACT
In order to improve the microstructure and mechanical properties of aluminum alloy arc additive manufacturing, the effect of longitudinal AC magnetic field on the manufacturing anisotropy of aluminum alloy arc additive was studied. The single-pass single-layer and single-pass multi-layer deposition tests were carried out with aluminum-silicon welding wire as filler material under different excitation voltage. The results show that with the increase of the excitation voltage, the section porosity of the deposited sample decreases gradually. When the excitation voltage reaches 7.5 V, the section porosity of the weld increases gradually. Under the action of AC magnetic field, the microstructure of the deposit layer changes, and the number of finer columnar grains and equiaxed grains growing in some areas of the deposit layer is significantly increased. The transverse tensile strength and longitudinal tensile strength are 11.6% and 9.6% higher than those without magnetic field, respectively. There are many pores at the tensile fracture and they all break from the pores. AC magnetic field can significantly improve the porosity, microstructure and mechanical properties of aluminum alloy in the process of arc additive manufacturing.
Keywords:Wire and Arc Additive Manufacturing (WAAM), AC Magnetic Field, Pores, Microstructure and Properties

Copyright © 2023 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 前言
铝合金电弧增材制造后的成形零件现已广泛应用于航空航天、汽车制造和军工等领域 [1] [2]。然而,铝合金电弧增材制造中存在裂纹、孔隙率高、微观组织不均匀和变形等缺陷 [3] [4] [5] 影响到铝合金材料在工业上的应用。国内外学者通过研制出不同热源、焊接参数、添加粉末颗粒和超声振动等 [6] [7] [8] [9] 各种工艺来降低铝合金材料出现的各种缺陷。
磁场作为一种外加辅助的焊接能量,在焊接过程中产生的洛伦兹力作用于电弧和熔池中,焊接接头受到磁场的作用从而改变了其组织性能 [10]。国内外研究学者研究发现,外加磁场会影响到焊缝的宏观形貌和微观组织。Li等人 [11] 在钢的气体钨极氩弧焊中施加了横向磁场,研究发现铁素体内的晶粒得到细化但其焊缝硬度低于在没有施加磁场时的焊缝硬度。Jin等人 [12] 研究了轴向磁场对冷金属过渡焊(cold metal transfer, CMT)焊接钛铜合金与钢的连接接头影响,发现磁场对熔池的搅拌作用能够促进Ti元素的快速扩散并且增强了铜/钢界面中Ti的偏析,在磁场的作用下,焊接接头的抗拉强度也得到了明显提升。闫飞等人 [13] 在铝/钢异种材料激光焊接中在母材下方施加纵向交流磁场,在磁场的作用下,焊缝的熔深增加并促进了熔池内的元素迁移,降低了焊缝中的元素偏析从而提升了材料的力学性能。黄武东等人 [14] 利用脉冲熔化极气体保护焊(Pulsed Gas Metal Arc Welding, P-GMAW)焊接铝合金时加入了纵向直流磁场,发现在不同的送丝速度情况下,焊接时的平均电流较低,此时磁场对电弧的影响更明显,焊接弧长也发生了改变。在铝合金电弧增材制造中,磁场作为外部辅助的一种工艺参数,其对于增材沉积层的组织性能研究较少,此外,磁场主要通过改善异种材料连接性能,而电弧增材制造是通过逐层沉积制造出成形零件,其对于零件的沉积形貌和组织性能等要求较高。为了改善铝合金在电弧增材制造中出现的多种缺陷,采用外加纵向交流磁场对铝合金电弧增材制造,研究交流磁场对铝合金沉积试样宏观形貌和组织性能的影响。
本文以ER4043铝合金为沉积材料和CMT作为焊接热源研究了交流磁场对铝合金电弧增材制造成形件的宏观和微观的组织变化影响,对比分析了交流磁场和无磁场下的沉积试样在宏观形貌、微观组织和力学性能上的差异,为磁场辅助电弧增材制造提供理论性和工艺上的参考。
2. 材料、设备和方法
本试验采用的填充焊丝材料为直径1.2 mm的ER4043铝硅焊丝,在电弧增材组织过程中,多层连续沉积会产生较多的热量容易使基板产生弯曲变形影响到增材沉积的成形,较厚的基板会降低基板的热变形,因此选用尺寸为200 mm × 180 mm × 5 mm的6061铝合金作为基板,化学成分如表1所示。

Table 1. Chemical composition of 6061 aluminum alloy substrate and welding wire (wt.%)
表1. 6061铝合金基板和焊丝化学成分(wt.%)
交流磁场辅助电弧增材制造系统是由KUKA六轴机器人、焊接机、工作台、保护气体和励磁线圈装置组成,焊接平台如图1所示。线圈是由1 mm的漆包线缠绕在工字轴绝缘体上并缠绕300~400匝以满足在增材制造过程中所产生的磁感应强度,为了避免在焊接过程中焊接电弧产生较大的热量烧坏线圈,将线圈外部缠绕一层耐高温的胶带。励磁线圈装置是采用AC-603D型号可调稳压交流电源供电,该电源是通过调节电压大小来控制励磁线圈的磁感应强度大小,电压调节范围在0~60 V,输出的交流电能够满足焊接时励磁线圈所需的磁感应强度大小。

Figure 1. Welding platform
图1. 焊接平台
本试验采用的焊接参数为焊接速度0.5 m/min、送丝速度5 m/min、励磁电压调节范围为0~10 V,使用Model CH-1600型号高斯计测量在不同电压情况下的线圈产生的磁感应强度,励磁线圈采用纵向方式安装在焊枪上,在焊接之前,先确保线圈与基板的距离保持在1.5 cm距离。在电弧增材沉积过程中,通过对比试验,研究不同励磁电压情况下对沉积层的微观组织和力学性能的影响。试样沉积完成后,采用线切割加工,对试样镶嵌和研磨抛光后,使用Leica CM4M金相显微镜和扫描电镜对试样分析。切割完成后的拉伸试样用万能拉伸机以1 mm/min拉伸速率拉伸试验,为考虑沉积试样可能存在的各向异性,对单道单层试样横向和纵向拉伸试验并对两个方向截取三个试样取平均值以避免误差对试验结果的影响。
3. 试验结果与分析
3.1. 交流磁场对宏观形貌及气孔分析
图2为交流磁场下的电弧增材制造焊缝宏观形貌试样,从单道单层试样焊缝形貌可以看出焊缝两侧出现明显的鱼鳞状条纹,这是磁场的作用对熔滴过渡产生的影响。交流磁场的加入会使环向电流具有正负极效应,正向和负向的环向电流与轴向的磁感应强度相互作用产生电磁力,使电弧沿着焊丝轴向发生旋转运动,因正向和负向电流为交变电流,焊接电弧会保持与焊丝轴线对称 [15]。当磁场较大时,焊接电弧受到磁场力变得不稳定状态,熔滴逐渐摆动并且四周出现溅射现象。
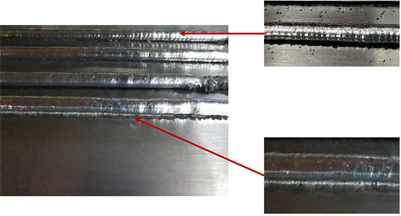
Figure 2. Macroscopic morphology under different magnetic fields
图2. 不同磁场下的宏观形貌

Figure 3. Cross-sectional shape of the weld under different AC magnetic fields. (a) 0 V; (b) 2.5 V; (c) 4.5 V; (d) 7.5 V
图3. 不同交流磁场下焊缝截面形貌。(a) 0 V;(b) 2.5 V;(c) 4.5 V;(d) 7.5 V
经过切割、镶嵌和磨削等加工程序得到了单道单层焊缝的截面形貌为图3所示,图3(a)是无磁场时的焊缝截面形貌,图3(b)~(d)是加入纵向交流磁场后的焊缝截面形貌。通过Image-Pro Plus软件计算各试样横截面的孔隙率,孔隙率的计算公式为:
式中,Sp为截面所有孔隙面积,Sw为焊缝截面面积。
图4为计算得到的不同励磁电压条件下的各焊缝截面孔隙率。当不施加磁场时,孔隙率为9.1%,随着磁场的加入,焊缝横截面孔隙率最低达到6.5%,随之又上升约为6.8%。当励磁电流达到一定值时,磁场的作用会使焊缝内部的孔隙率得到降低,气孔在熔池内部流动速度加快,在熔池凝固前逃逸出去从而降低了焊缝内部的孔隙率,当励磁电流逐渐增加时,马兰戈尼力在熔池的对流将会进一步减小,降低熔池气孔的流动速率。此外,受到励磁线圈产生的电感干扰也是影响焊缝内部气孔数量的因素之一,励磁线圈的磁感应强度降低,焊缝中的孔隙率又逐渐增加。
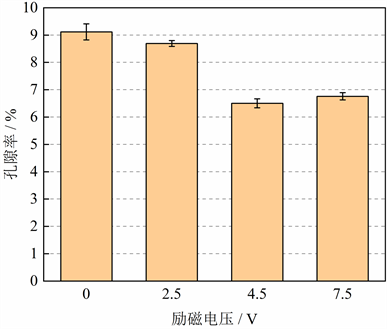
Figure 4. Effect of AC magnetic field on porosity
图4. 交流磁场对孔隙率的影响
3.2. 交流磁场对微观组织性能影响
图5所示为外加交流磁场作用下的电弧增材制造焊缝横截面组织。图5(a),图5(c),图5(d)和图5(b),图5(e),图5(f)分别为无磁场和交流磁场的微观组织图,从图中的截面形貌可以明显看出熔合线、热影响区和电弧区,整个微观组织区域均含有气孔。其中,热影响区两侧亮条纹为热影响区的分界线,熔合线下侧为上一层沉积时的电弧区,此区域是上一层沉积时的顶部,在焊接过程中发现,顶部区域微观组织晶粒多为细小的柱状晶和等轴晶粒,在焊接过程中熔池内部中心区域温度最高,熔池中心向两侧扩展的同时温度也随之降低,而熔池顶部温度是高于底部温度的,沉积件的微观晶粒组织形貌主要是受到温度的影响。晶粒的生长总是沿着温度梯度方向,温度梯度越大,晶粒的生长速度也就越快。根据熔池内部流动原理,熔池的底部边界法向方向温度梯度最大,到熔池顶部温度梯度最小。根据熔池晶粒凝固机理研究可知,温度梯度和熔池凝固速率之比反映了晶粒形貌变化,温度梯度与熔池凝固速率的乘积反映了晶粒大小 [16]。相比于熔池底部,熔池顶部温度梯度较大,熔池凝固速率快,导致熔池顶部冷却速率快,组织晶粒的生长速率快,因此顶部的晶粒组织较小。此外,当温度梯度和熔池凝固速率之比达到临界值时才会生成等轴晶粒,图5(d)中顶部区域的温度梯度和熔池凝固速率还未能使内部晶粒全部生成等轴晶,大多数为细小的柱状晶粒。图5(c)分别为熔合线上方在下一层沉积时的电弧区,也是熔池底部边界区域,此区域的温度梯度较小,凝固速度慢,熔池的冷却速度低,晶粒的生长较慢,并且晶粒的尺寸较大。熔池底部边界的温度梯度和凝固速率均较低,同时两者的乘积也较小,易产生尺寸较大的晶粒。从图中可以看出电弧区底部边界均为向上生长的柱状晶粒。

Figure 5. Microstructure of aluminum alloy by arc additive manufacturing under AC magnetic field
图5. 交流磁场下电弧增材制造铝合金微观组织图
图5(a),图5(b)中的热影响区内的组织晶粒多为较大的枝晶状,相比于熔合线上下两侧的电弧区域,此区域的α-Al晶粒较大且较多。热影响区是在沉积下一层后产生的,其位于熔池边界的下方,主要在成形中受到上层沉积的影响。相关研究表明 [17],热影响区的晶粒组织大小受到温度梯度和高温停留的影响。热影响区的大小受到焊接热输入的影响,熔池内部各处的温度梯度不同,这就造就了晶粒尺寸不均的现象。
与电弧增材制造的成形件的微观组织相比,交流磁场的引入使熔覆层的微观晶粒发生改变。图6为在无磁场和交流磁场下的微观组织形貌,图6(a),图6(d)为单道单层焊缝顶部微观组织区域,图6(a)中存在较多的小气孔,图6(d)中有个别较大的气孔,这是马兰戈尼力对熔池气孔的影响。当磁场的加入,磁场产生的洛伦兹力改变了焊接电弧和熔滴过渡,熔池的运动受到电弧和熔滴的影响,导致焊缝中出现气孔。大气孔的形成是由于磁场的作用使很多小气孔融合产生,最终形成较大的气孔。
图6(b),图6(e)为交流磁场下的中部区域,此区域的微观组织晶粒基本都由柱状晶和少量的等轴晶粒组成,从图上可以看出无磁场的晶粒基本都是细长的柱状晶,而施加交流磁场后的晶粒相比于无磁场的等轴晶较多,较多的柱状晶会影响材料的力学性能。
图6(c),图6(f)为交流磁场下的底部区域,从图中可以看出无磁场和交流磁场下都存在向上生长的柱状晶粒,这是由于温度梯度的影响。交流磁场下的柱状晶相比于无磁场下的有减小现象,表现为细长形态。在晶粒组织生长快达到中部区域与无磁场时的相比,施加交流磁场的微观组织晶粒生长的等轴晶粒较快,这是磁场的作用改变了熔池内部的温度梯度使熔池底部的温度梯度增加从而导致较多细小的等轴晶粒。
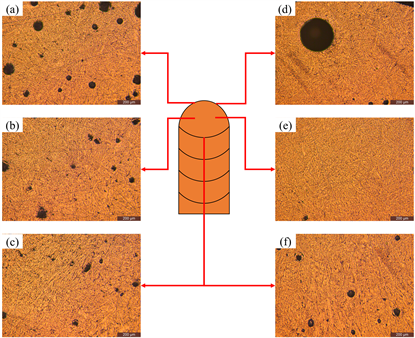
Figure 6. Microstructure morphology under no magnetic field and AC magnetic field (a) upper part of no magnetic field; (b) middle part of no magnetic field; (c) lower part of no magnetic field; (d) upper part of AC magnetic field; (e) middle part of AC magnetic field; (f) lower part of AC magnetic field
图6. 无磁场和交流磁场下的微观组织形貌。(a) 无磁场上部;(b) 无磁场中部;(c) 无磁场下部;(d) 交流磁场上部;(e) 交流磁场中部;(f) 交流磁场下部
3.3. 交流磁场对力学性能影响
图7为外加纵向交流磁场对铝合金电弧增材制造拉伸性能的影响规律。从影响规律图中看出,交流磁场的影响趋势与直流磁场的影响趋势大致相同,随着磁场强度的增加,沉积试样的抗拉强度也逐渐增大。当无磁场时,沉积试样的横向和纵向抗拉强度为154.45 MPa和155.26 MPa,当励磁电压达到7.5 V时,沉积试样的横向和纵向抗拉强度最高分别达到172.43 MPa和170.12 MPa,相比于无磁场时分别提升了约为11.6%和9.6%。从两个方向的抗拉强度大小上来看差异性较小,基本可以忽略各向异性的存在。
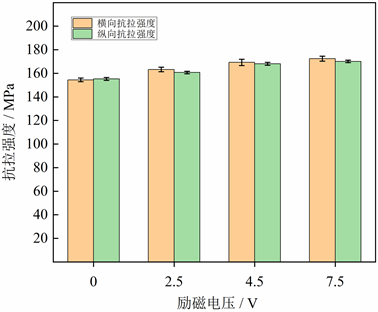
Figure 7. The effect of AC magnetic field on the tensile strength of additive manufacturing specimens
图7. 交流磁场对增材制造试件抗拉强度的影响图
图8为外加纵向交流磁场电弧增材制造铝合金成形试样拉伸断口形貌。图8(a)是断口宏观扫描电镜形貌,断口处分布着大量的孔洞,孔洞的形成主要是焊缝内部的气孔,这是铝合金材料沉积时所形成的缺陷,是影响铝合金材料焊接成形后的力学性能的重要因素之一。图8(b)为放大后的断口截面,在拉伸过程中断裂表面会形成颈缩产生许多凹坑,拉伸断口处分布着许多韧窝,由于拉伸机器的影响,断口截面存在剪切应力所产生的横向韧窝并且一些气孔向剪切的方向上延伸。从断裂方式来看,施加交流磁场后的拉伸断口分布着大量的韧窝,其主要的断口截面表现为韧性断裂。
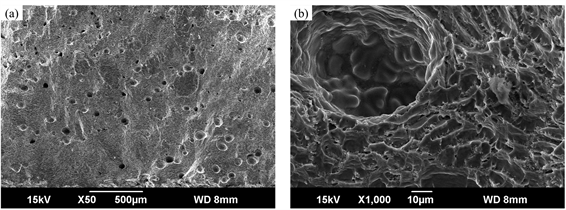
Figure 8. AC magnetic field tensile fracture morphology organization chart
图8. 交流磁场拉伸断口形貌组织图
4. 总结
1) 交流磁场的作用使铝合金的焊缝表面呈现鱼鳞状条纹,随着交流磁场强度的增加,沉积件的截面孔隙率先减小后增加,当励磁电压为4.5 V时,孔隙率最低为6.5%,交流磁场改善了铝合金焊缝截面孔隙率。
2) 交流磁场的施加,铝合金沉积件微观组织发生变化,相比于无磁场,交流磁场的顶部区域气孔表现为粗大;在中部区域交流磁场下的晶粒组织相较于无磁场下的等轴晶较多;在底部区域交流磁场的柱状组织晶粒有降低现象并且形状较细,在晶粒生长成等轴晶较无磁场时更加迅速。
3) 随着交流磁场强度的增加,沉积试样的抗拉强度也逐渐增大,当励磁电压达到7.5 V时,沉积试件的横向和纵向抗拉强度达到最大分别为177.43 MPa和176.12 MPa,相比于无磁场时的抗拉强度分别提升了11.6%和9.6%。拉伸断口处分布着较多气孔,气孔是引起断裂的主要因素。
文章引用
王 敏,邢彦锋,曹菊勇,杨夫勇,张小兵. 交流磁场对铝合金电弧增材制造铝合金的组织性能影响
Effect of AC Magnetic Field on Microstructure and Properties of Aluminum Alloy Produced by Arc Addition[J]. 应用物理, 2023, 13(03): 49-57. https://doi.org/10.12677/APP.2023.133006
参考文献
- 1. 熊江涛, 耿海滨, 林鑫, 等. 电弧增材制造研究现状及在航空制造中应用前景[J]. 航空制造技术, 2015(23): 79-85.
- 2. Çam, G. (2022) Prospects of Producing Aluminum Parts by Wire Arc Additive Manufacturing (WAAM). Materials Today: Proceedings, 62, 77-85. https://doi.org/10.1016/j.matpr.2022.02.137
- 3. 李会, 王天, 侯振国, 等. 铝合金薄壁型材搭接角焊缝焊接缺陷及变形研究[J]. 焊接技术, 2013, 42(3): 45-47.
- 4. 闻瑞利. 铝及铝合金焊接缺陷预防措施分析[J]. 职业, 2010(32): 101-102.
- 5. Hauser, T., Reisch, R.T., Breese, P.P., et al. (2021) Porosity in Wire Arc Additive Manufacturing of Aluminium Alloys. Additive Manufacturing, 41, e101993. https://doi.org/10.1016/j.addma.2021.101993
- 6. Aldalur, E., Suárez, A. and Veiga, F. (2021) Metal Transfer Modes for Wire Arc Additive Manufacturing Al-Mg Alloys: Influence of Heat Input in Microstructure and Porosity. Journal of Materials Processing Technology, 297, e117271. https://doi.org/10.1016/j.jmatprotec.2021.117271
- 7. Jin, P., Liu, Y., Li, F., et al. (2021) Realization of Structural Evolution in Grain Boundary, Solute Redistribution and Improved Mechanical Properties by Adding TiCnps in Wire and Arc Additive Manufacturing 2219 Aluminium Alloy. Journal of Materials Research and Technology, 11, 834-848. https://doi.org/10.1016/j.jmrt.2021.01.030
- 8. Yuan, T., Ren, X., Chen, S., et al. (2022) Grain Re-finement and Property Improvements of Al-Zn-Mg-Cu Alloy by Heterogeneous Particle Addition during Wire and Arc Additive Manufacturing. Journal of Materials Research and Technology, 16, 824-839. https://doi.org/10.1016/j.jmrt.2021.12.049
- 9. Zhang, C., Gao, M. and Zeng, X. (2019) Workpiece Vibration Augmented Wire Arc Additive Manufacturing of High Strength Aluminum Alloy. Journal of Materials Processing Technology, 271, 85-92. https://doi.org/10.1016/j.jmatprotec.2019.03.028
- 10. 刘政军, 芦延鹏, 苏允海, 等. 纵向磁场对WQ960钢焊接接头组织和性能的影响[J]. 沈阳工业大学学报, 2016, 38(4): 379-383.
- 11. Li, F., Liu, Y., Jin, P., et al. (2021) Appreciable-Tuned Ferrite/Austenite Phase Balance in the Fusion Zone of GTAW Welds via an Assisted Magnetic Field. Journal of Alloys and Compounds, 885, e160851. https://doi.org/10.1016/j.jallcom.2021.160851
- 12. Jin, P., Liu, Y., Sun, Q., et al. (2020) Wetting Mechanism and Microstructure Evolution of TC4/304 Stainless Steel Joined by CMT with an Assisted Hybrid Magnetic Field. Journal of Alloys and Compounds, 819, e152951. https://doi.org/10.1016/j.jallcom.2019.152951
- 13. 闫飞, 周一凡, 唐本刊, 等. 基于磁控冶金的铝/钢异种金属焊接特性[J]. 焊接学报, 2022, 43(5): 98-103+119-120.
- 14. 黄武东. 5083铝合金外加纵向磁场P-GMAW焊接技术研究[D]: [硕士学位论文]. 上海: 上海交通大学, 2019.
- 15. 马欣. 外加磁场对细晶粒钢GMAW焊缝组织性能的影响[D]: [硕士学位论文]. 兰州: 兰州理工大学, 2021.
- 16. 苗秋玉. 铝合金结构激光——电弧复合增材制造研究[D]: [硕士学位论文]. 大连: 大连理工大学, 2019.
- 17. Mishra, S. and DebRoy, T. (2006) Non-Isothermal Grain Growth in Metals and Alloys. Materials Science and Technology, 22, 253-278. https://doi.org/10.1179/174328406X84094
NOTES
*通讯作者。