Transmission and Distribution Engineering and Technology
Vol.07 No.02(2018), Article ID:25712,7
pages
10.12677/TDET.2018.72006
Research on Manufacturing Technology of Motor Coil
Xiaojun Qian
Hangzhou Hangfa Power Generation Equipment Co., Ltd., Hangzhou Zhejiang

Received: Jun. 2nd, 2018; accepted: Jun. 22nd, 2018; published: Jun. 29th, 2018

ABSTRACT
This article introduced the problem of imperfect manufacturing technology of existing molding bars, deeply analyzed the problems from bar structure design, new materials, new molds, new equipment, new processes, new test methods, research and development, etc., and summarized the key points, and test results of the bar. Through the optimization of the manufacturing process of the generator bar, great progress has been made in the electrical performance of the bar produced, and the first-class product rate of the product is rapidly improved after the new technology is implemented.
Keywords:Molding, Coil, Manufacturing, Mold, Equipment, Process, Test
电机成型线圈制造技术研究
钱小军
杭州杭发发电设备有限公司,浙江 杭州
收稿日期:2018年6月2日;录用日期:2018年6月22日;发布日期:2018年6月29日

摘 要
本文介绍了原有成型线棒制造技术不完善问题,针对存在的问题从条形线棒结构设计、新材料、新模具、新设备、新工艺、新试验方法研发应用等方面深入分析,总结出关键点,以及线棒的试验结果。通过发电机线棒制造工艺优化,制作的线棒电气性能水平取得很大进步,新工艺实施完善后产品质量迅速提高,有良好的社会效益和经济效益。
关键词 :成型,线圈,制造,模具,设备,工艺,试验

Copyright © 2018 by author and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 前言
在国内,蒸汽与燃气联合循环新技术、热电联产、新型干法水泥纯低温余热发电技术的发展推广应用、高炉余压发电及环保型垃圾处理发电推广应用等均有逐步增多的趋势,而该类发电设备正好需要3~70 MW的汽轮发电机组。在国际市场,环境友好型中容量火电发展趋势也十分看好,特别是东南亚、西亚、印度等国的中小火电需求逐步增多。在这一条件下,开发绿色环保型汽轮发电机将成为未来的发展趋势。绿色环保型汽轮发电机的关键部件是成型线圈,成型线圈的质量稳定性直接决定机组的稳定性、可靠性、安全性、经济性。因此中大型余热余能回收用电机成型线圈制造技术研究正是应用于这一领域的绿色环保型汽轮发电机,具广阔的市场前景。
2. 问题描述
在汽发及中大型电机定子线圈设计结构上多采用成型条形线棒,条形线棒制造易出现设计制造技术问题、制造效率问题、制造质量不稳定问题,相关内容集中如下:
1) 铜线下料括头技术落后,导线下料长度差别大,括头长度进出不均匀,基准面不平齐影响后续工序质量和效率;
2) 换位技术落后致换位处绝缘易损伤,影响股间绝缘。因此换位节距和换位线棒宽厚比可选择范围小,电磁设计方案调整难以达到最优性能指标;
3) 条式线棒预弯成型时大R处两排线棒扭曲,宽度和厚度尺寸超标,影响装配和电气质量;
4) 包扎出来的线棒尺寸不均匀,线棒热压尺寸超标;
5) 线棒引线空间装配尺寸与图不符;
6) 热压线棒发空;
7) 成品线棒介损超标;
8) 成品线棒击穿试验质量不稳定。
这些问题严重困扰着电机设计制造工作者,也直接影响企业的声誉。为此,公司以搬厂为契机,在条形线棒设计制造工艺技术上总结原有生产经验,引进先进设备和技术,自主创新,走出了一条快速提高、快速进步的自主创新发展道路。
3. 研究方法
A、现存问题及研究方法
为有效提高电机条式定子线棒的设计制造技术水平,结合存在的问题,系统性提出研究方法:
从设计上综合分析历年制造的条式定子线棒换位节距和宽厚比,再结合国内外先进制造经验选取合适的条式线棒宽厚比比例(表1) [1] ;

Table 1. The bar shift pitch and aspect ratio selection table
表1. 线棒换位节距和宽厚比选型表
从材料应用上:为杜绝绝缘层发空及出现影响介损特性的发空现象,我们公司联合某绝缘材料制造厂家共同研制开发出的新型换位适形填料也是一种只由环氧树脂和粉云母组成的多胶云母板140,是一种F级材料 [2] 。在一定的温度下,施加压力后,该换位适形填料中的云母和树脂会一起流动,改变了我们以往所用的纤维型适形材料只有环氧树脂可以流动的状况,解决了绝缘层发空问题。
从模具上:
1) 定子铜线括头长度应用定位棒控制,应用温控仪控制去丝部分加热的温度及时间参数;编织工序设计应用换位距及定位距样板以确保换位距及定位长度的一致性和正确性;
2) 线棒预弯时设计应用定位模来确保预弯长度的正确性和一致性;
3) 线棒成型时引线头定位模块装配设计应用样板定位;
4) 弯头子应用自行设计制造的特制套筒代替手工弯形,提高弯形质量,提高工作效率,减轻劳动强度;
5) 校验模来验证新产品的引接头连接;
6) 用样板精确控制各档尺寸。
B、设备新置和技改:
1) 新购置了10 M数控下料机、3.2 M数控绕线机、1.2 × 3 M数控涨型机、6.5 M机器人包带机、4.5 M数控多头油压机、6 × 4 × 4 M数控烘压机等先进数控设备,配置无尘恒温制作室,计算机控制介质损耗检测设备、局放检测设备、150 KV击穿检测设备等先进质量检查设备,人为巡检与设备检查有机结合,实现有效质量控制并为优化改进提供科学信息,充分利用设备技术及质控优势,减少人为因素的影响;
2) 工艺参数通过微机界面写入数控设备,在数控设备上通过工艺参数调整(图1),实现工艺优化模拟运行,优化效率更高,优化更易实现。
C、应用UG软件分析线圈装配完善模具设计制造
如图2所示,按设计图尺寸绘制线棒三维图,如图装配在模拟铁心中,检测线棒节距、尺寸、空间装配关系。在设计模具时,将线棒三维造型作为模具设计的基础,三维技术完美应用于模具设计制造,提高了模具设计质量和设计效率。
4. 工艺优化
A、工艺流程优化后如下:电磁线→平直下料及去丝→单匝压换位及编织→单匝垫换位绝缘→合并匝,包防护带→预弯→成型→单匝直线垫包→单匝包包脱模材料→单匝热压固化→单匝直线清理导角→垫匝间绝缘量消辅材料→单匝股间试验→散匝,逐匝包匝间→合并匝包刷脱模材料→导线固化压型→股间及匝间试验→导线清理导角→包对地绝缘→防晕处理→附加绝缘→引线涂硅酯→主绝缘模压→表面处理→引线绝缘交检→端部刷红瓷漆→成品入库 [3] 。
B、工艺优化关键点:
1) 上下层各种导线统一以汽端作为定位基准,做好记号分项,以免混淆;
2) 细化下料去丝工序,液压五道平直导线,去丝后再切除玻璃丝毛头;
3) 换位阶梯形排线,延压换位;
4) 垫包换位处垫0.5桐马柔软云母板,排间垫0.6改性桐马环氧多胶板,采用优化材料加强换位及排间绝缘,直线部分换位与不换外连接处用填平材料填平平滑过渡,提高绝缘性能;
5) 垫包匝间绝缘工序放在预弯成型工序后,以免绝缘损伤;
6) 匝间及对地加压采用分段升温分段加压法,提升线圈绝缘性能;

Figure 1. Process parameters control chart
图1. 工艺参数控制图
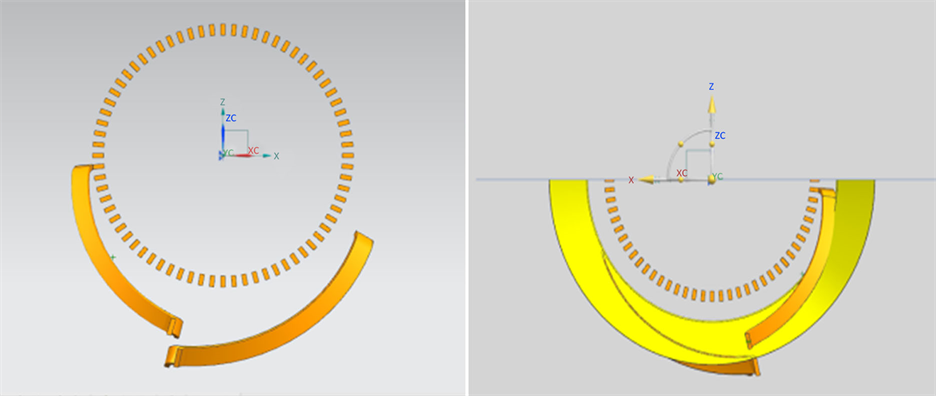
Figure 2. UG software analysis coil assembly
图2. UG软件分析线圈装配
7) 匝间绝缘热压完成后,线棒直线部分四个角作修R处理,减少线圈尖端放电,提升绝缘性能;
8) 对地绝缘出炉后再统一进烘4~6 h,提升介电绝缘性能;
9) 引线绝缘热压段做成锥形搭接面,与不热压段实现平滑过渡。
C、工艺施工指导表格设计应用
为便于现场施工,在完整工艺基础上编制工艺施工指导表(如表2)。
D、在产品生产过程中,还需注意以下几点:
1) 明确各工序点的记号和标识,以防混错,实现有效质量跟踪;
2) 在细分工序点明确清洁去毛要求,从细节处严控影响因素;
3) 编制应用模具和设备使用维护说明书,按说明书要求正确使用和保养,提高模具和设备的使用质量和使用效率 [4] 。
4) 试验检测点科学安排:股间试验排在线棒成型工序完成及匝间热压完成两个点,匝间试验排在匝
Table 2. Process construction guideline
表2. 工艺施工指导表
间热压完成后,交检时除尺寸检查外,按国标做介损、局放、耐压及击穿等试验,实现全过程质量控制;
5) 新产品生产须先验证设计、工艺、模具、设备等质量影响因素合格性,试制二只样品线棒,直至样品全过程质量达到标准要求再批量生产,整个试制过程的尺寸、形状等试制参数作为批量生产的工艺参考依据 [5] ;
6) 数控控制工艺参数;
7) 在直线段与渐开线连接转弯处加包聚酰亚胺薄膜带,加强线棒匝间绝缘:;
8) 对地绝缘包扎时搭接处采用12.5 mm每档锥形搭接,包扎压缩量采用弹簧压力游标卡尺测量控制,包扎间恒温无尘;
9) 线棒对地热压过程采用分段加压工艺压法来保证绝缘固化质量:清理模具并预热模具,将模子加热至160℃~170℃。将线棒平稳的放在模子上,再按顺序放入侧压铁.上压铁,开始从中间向两侧紧螺钉,约20分钟加完全压。进炉,升温至190℃ ± 5℃,保温4小时。出炉,卸模,将线棒搁放在架子上冷却,待第二炉完工出炉再把线棒二次进炉,升温至190℃ ± 5℃,保温4小时。拆四氟带,清理线棒表面,用细砂皮去除线棒表面残胶,端部若有飞边需修光,检查线棒截面尺寸,在线棒两端离对地绝缘终点约50 mm长度内要求修成锥度面,锥度面长度50 mm。
10) 线棒质量防护:线棒成型前用白布带防护,线棒热压前用四氟带防护脱模,在各工序点流转过程中用专用架子,并在端部垫支撑以防线棒变形。
5. 结果与分析
各系列产品结构和电气性能要求不同,在前期试制时做了多个比较试验,以验证优化成果,此研究方法推广应用后,2014年起应用此电机成型线圈制造技术后线圈一等品率逐年提升(图3为新老制造技术一等品率统计图),主要产品系列15 MW、30 MW、70 MW产品的电气性能中介损及场强性能也迅速提升(见表3各主要系列产品新老工艺比较试验记录表)。电机成型线圈制造技术的研究应用有效提升了成型线圈制造水平,提高了成型线圈质量等级。
6. 结论
一个产品的设计必须要有科学合理的设计,合适的材料和适当的工艺手段来保证。尽管由于在设计、

Figure 3. Rate chart of new and old manufacturing technologies
图3. 新老制造技术一等品率统计图
Table 3. Comparison of old and new manufacturing technology test records for each major series of products
表3. 各主要系列产品新老制造技术比较试验记录表
材料等方面与国际先进技术水平尚有一定的差距,目前在条式线棒制作过程中仍然存在一些问题,还有待于进一步的完善改进。但经过几年的努力,我们公司已极大地缩小了与国际先进技术水平的差距。随着国内外先进技术的被消化吸收,以及思路的开阔,通过进一步推动新材料的合作开发,新的工艺手段的积极探索,必将更大地缩小与国际先进技术的差距。
文章引用
钱小军. 电机成型线圈制造技术研究
Research on Manufacturing Technology of Motor Coil[J]. 输配电工程与技术, 2018, 07(02): 43-49. https://doi.org/10.12677/TDET.2018.72006
参考文献
- 1. 白延年. 水轮发电机设计与计算[M]. 机械工业出版社, 1990: 218-261.
- 2. 李发海, 陈汤铭, 郑逢时, 等. 电机学[M]. 科学出版社, 1990: 219-249.
- 3. 徐群贤. 电机与电器制造工艺学[M]. 机械工业出版社, 2000: 108-136.
- 4. 贺元. 大电机水轮机工装机械设计手册[M]. 机械工业出版社, 1995: 4-1-107.
- 5. 童永健. Cimatron模具设计与制造指导[M]. 清华大学出版社, 2005: 306-356.