Metallurgical Engineering
Vol.
07
No.
03
(
2020
), Article ID:
37415
,
8
pages
10.12677/MEng.2020.73021
盘条钢SWRH82B的生产实践
黎建全,雷阳伟,赵志强,罗鸿柽
攀钢集团攀枝花钢钒有限公司提钒炼钢厂,四川 攀枝花

收稿日期:2020年8月13日;录用日期:2020年8月25日;发布日期:2020年9月1日

摘要
以SWRH82B为研究对象,结合某钢厂炼钢及3#方坯连铸机的特点,开展了冶炼到连铸的生产工艺研究,建立了该厂特色的盘条钢小方坯连铸生产工艺流程,生产的铸坯质量较好,满足后步工序的需求。轧制盘条力学性能、金相组织均满足用户要求。
关键词
SWRH82B,连铸小方坯,盘条

Production Practice of Cord Steel SWRH82B
Jianquan Li, Yangwei Lei, Zhiqiang Zhao, Hongcheng Luo
Pangang Group Steel & Vanadium Co., Ltd., Panzhihua Sichuan

Received: Aug. 13th, 2020; accepted: Aug. 25th, 2020; published: Sep. 1st, 2020

ABSTRACT
Taking SWRH82B as the research object, combined with the characteristics of steelmaking and No.3 billet caster in a steel plant, the research on the production process from smelting to continuous casting was carried out, and the characteristic production process of continuous casting of small billet of cord steel in the plant was established. The quality of the billets produced was good, meeting the needs of the next process. The mechanical properties and metallographic structure of rolled wire rod meet the requirements of users.
Keywords:SWRH82B, Billet, Wire Rod

Copyright © 2020 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
SWRH82B盘条是生产高强度、低松弛预应力混凝土结构用钢丝和钢绞线的主要材料,广泛应用于高层建筑、桥梁搭建、石油化工、铁路、机场等重大工程项目 [1],要求盘条必须有足够的强度、面缩率和良好的拉拔性能 [2] [3]。因而不但要求有稳定的化学成分、纯净的钢质,同时要求有较高的索氏体含量和均匀的金相组织,对连铸坯质量也提出了更高的要求 [4] [5]。某钢厂根据公司产品结构调整的要求,结合现有装备条件,对化学成分控制、转炉冶炼、LF精炼、RH真空处理、连铸进行分析研究,开发完成了SWRH82B连铸生产工艺流程,为后续金属制品公司的盘条产品开发提供合格连铸坯料。
2. 盘条技术要求
因加工工艺不同,不同的钢绞线、钢绳生产厂对热轧盘条的要求也不尽相同 [1] [2] [4] [6]。该厂结合某钢绳厂对SWRH82B热轧盘条的质量及使用性能要求,设计了盘条的化学成分(见表1),力学性能指标(见表2),明确盘条的金相组织主要为索氏体,索氏体化率 ≥ 85%,非金属夹杂物评级要求(见表3)以及连铸坯低倍组织要求各类缺陷级别应不大于2.5级。

Table 1. Chemical composition of hot-rolled coil design (mass percentage)/%
表1. 热轧盘条设计化学成分(质量百分比)/%
Table 2. Mechanical properties of hot-rolled coil
表2. 热轧盘条的力学性能
Table 3. Non metallic inclusions in hot-rolled coil/grade
表3. 热轧盘条非金属夹杂物评级/级
3. 试验条件
3.1. 工艺流程
每个工厂都会结合各自的工艺装备条件采用不同的生产工艺 [7] [8] [9] [10],该厂生产SWRH82B的工艺流程为:铁水预处理–转炉冶炼–炉后吹氩–LF精炼–RH真空处理–3#方坯连铸(160 mm × 160 mm)–金属制品公司线材生产线轧制。
3.2. 炼钢主要装备情况
炼钢厂生产SWRH82B的主要工艺装备及性能参数如表4。
Table 4. Main equipment parameters and performance characteristics
表4. 主要装备参数及性能特点
3.3. 关键工序工艺控制要求
3.3.1. 转炉冶炼工艺
采用脱硫半钢冶炼,入炉半钢S ≤ 0.010%,转炉终点[C] ≥ 0.05%、[P] ≤ 0.010%,出钢温度 ≥ 1640℃,出钢过程加顶渣料活性石灰和萤石进行混冲,根据终点碳含量加入一定量的硅铁脱氧,小平台喂入一定量铝线,采用滑板挡渣工艺严格控制出钢过程下渣量,转炉下渣层厚度控制在80 mm以内。
3.3.2. LF精炼工艺
根据小平台S含量加活性石灰、石英砂、精炼调渣剂,目标碱度2.0~3.0。钢水出站S ≤ 0.008%,出站前喂入硅钙线进行钙处理,出站温度按1570℃~1580℃控制。
3.3.3. RH真空处理工艺
真空度 ≤ 3 mbar的处理时间 ≥ 14 min,真空处理总时间 ≥ 18 min,出站前喂入硅钙线进行钙处理,后软吹氩 ≥ 5 min,RH出站温度按1520℃~1530℃控制。
3.3.4. 连铸工序
连铸坯的质量对最终产品性能有很大影响 [4] [5],为确保获得良好的铸坯凝固质量,连铸采用塞棒控流、液面自动控制等工艺技术,浇铸过程采用严格的全程保护浇铸技术,浇注过程塞棒不吹氩,中间包采用PC-1和碳化稻壳双层覆盖剂中间包目标温度按1490℃~1505℃控制,要求过热度不大于30℃ [4],采用高碳钢结晶器保护渣,二冷采用R4A水表,比水量为0.6 l/Kg,采用结晶器和凝固末端电磁搅拌,拉速按1.60~1.90 m/min (目标1.80 m/min)控速,保持恒速浇铸。
4. 试验过程控制情况
4.1. 成分控制
4.1.1. 过程硫控制
入炉硫均满足≤0.010%的控制要求,601262、701172由于转炉上炉冶炼钢种为钢筋钢,回硫较多(回0.011%),成品硫最高0.009%,全部满足0.010%的内控要求。各工序点的硫控制情况如图1所示。
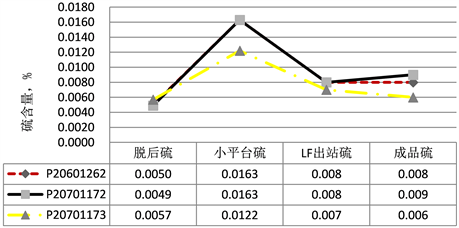
Figure 1. Process sulfur control diagram
图1. 过程硫控制图
4.1.2. 过程主要成分控制
各工序根据要求,对不同的化学成分进行控制,转炉成分控制以LF进站样为准,LF出站成分与目标值偏差基本在0.02%以内,RH再进行微调,到达目标成分,满足试验要求,详细成分控制情况见表5。
Table 5. Main chemical constituents of processes (mass percentage)/%
表5. 工序主要化学成分(质量百分比)/%
4.2. 过程温度控制
考虑中包第一炉温降,过程温度控制偏高,导致中包温度超上限,各工序过程温度控制见表6,中间包温度控制如图2。
Table 6. Process temperature/˚C
表6. 各工序过程温度/℃

Figure 2. Tundish temperature control
图2. 中间包温度控制
4.3. 拉速控制
为对比拉速对质量的影响,前2炉拉速按1.60 m/min控制,第3炉拉速按1.8 m/min控制,如图3所示拉速控制较为恒定。

Figure 3. Casting speed control
图3. 拉速控制图
5. 试验结果
5.1. 化学成分
试验生产SWRH82B成品碳、硅、锰、铬、磷、硫均满足内控要求,成分精度合格率100%。化学成分全部控制在内控要求范围之内(检验结果见表7)。
Table 7. Composition of finished wire rod (mass percentage)/%
表7. 盘条成品成分(质量百分比)/%
5.2. 铸坯低倍及偏析
按YB/T 153的规定对连铸坯进行低倍组织检验,低倍检验结果较好,铸坯表面及内部未见明显的缺陷,中心偏析和中心疏松均为0.5级,铸坯低倍见图4。
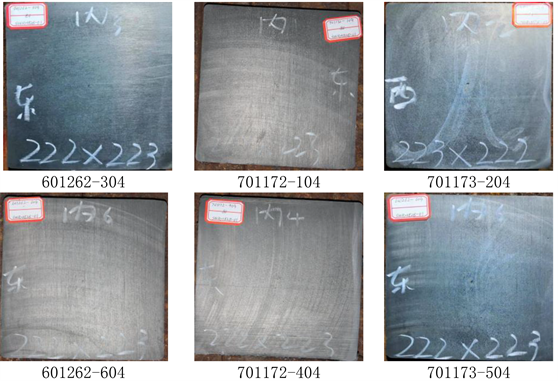
Figure 4. Macroscopic structure of cast billet
图4. 铸坯典型低倍
在160 mm × 160 mm铸坯横断面上取钻样进行了碳偏析测试,铸坯钻样点如图5,铸坯碳偏析指数分布见图6。由图6可以看出在拉速为1.6 m/min和1.8 m/min情况下的铸坯碳偏析差别不大。

Figure 5. Diagram of drill-like location
图5. 钻样位置示意图
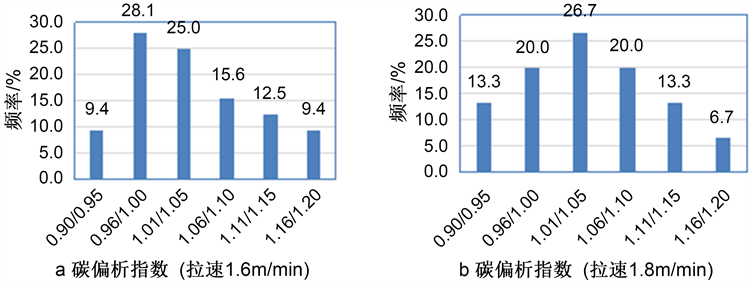
Figure 6. Segregation distribution of cast billet
图6. 铸坯偏析分布
5.3. 轧制盘条质量情况
连铸坯经金属制品公司轧制成φ12.5的盘条,按照GB/T13298-91《金属显微组织检验方法》 [11] 及QN/ZH-10.7.3-2003《中高碳无扭控冷热轧态盘条中心渗碳体网评定方法》,进行金相试样制备和金相组织观察分析。并对盘条力学性能、脱碳层、非金属夹杂、索氏体化率等进行检验,抗拉强度1152.5~11186.5 Mpa,断面收缩率30.5%~36.5%,索氏体化率85%~90%,脱碳层 ≤ 0.10 mm,盘条偏析1.0~3.0级,晶界渗碳体1.0~1.5级,心部M在0.5~2.0级,夹杂物评级均在0.5级以内,各项指标均满足协议要求。主要指标如表8所示,盘条典型金相组织见图7。
Table 8. Main performance indicators
表8. 盘条主要性能指标
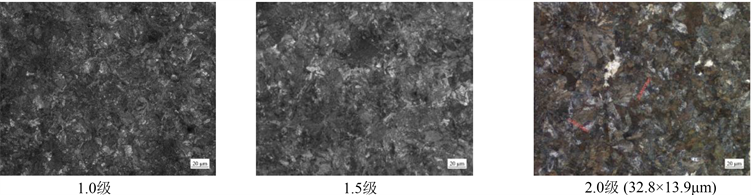
Figure 7. Typical metallographic structure of wire rod
图7. 盘条典型金相组织
6. 结论及建议
1) 钢厂目前装备具备生产SWRH82B的能力。生产工艺顺行,成品成分精度控制良好,全部在内控范围内,所生产铸坯低倍检验结果良好,完全满足技术协议要求。
2) 盘条的力学性能平均1152.5~11,186.5 Mpa,断面收缩率30.5%~36.5%,索氏体化率85%~90%,盘条的非金属夹杂物评级在0.5级以内,控制较好,完全满足技术协议要求。
3) 盘条金相检验存在1.0~1.5级的晶界渗碳体,0.5~2.0级的心部M马氏体,分析认为与铸坯偏析有一定关系。
4) 铸坯偏析指数在0.90~1.20波动,过程温度控制偏高,不利于偏析控制,下一步将降低连铸浇铸温度。
文章引用
黎建全,雷阳伟,赵志强,罗鸿柽. 盘条钢SWRH82B的生产实践
Production Practice of Cord Steel SWRH82B[J]. 冶金工程, 2020, 07(03): 147-154. https://doi.org/10.12677/MEng.2020.73021
参考文献
- 1. 李文亚, 刘莉, 李智丽, 等. SWRH82B 盘条常见质量缺陷分析[J]. 物理测试, 2012, 30(2): 35-38.
- 2. 李伟平. 1860 MPa级预应力钢绞线及 82B 热轧盘条生产技术浅析[J]. 柳钢科技, 2016(6): 22-24.
- 3. 石磊, 王鑫. SWRH82B盘条生产工艺研究与质量分析[J]. 山西冶金, 2018(6): 10-12.
- 4. 李京社, 汪庆国, 唐海燕, 等. 82B铸坯碳硫偏析和低倍缺陷控制的试验研究[J]. 连铸, 2011(Supple 1): 42.
- 5. 谢文新, 许晓红.末端电磁搅拌参数对帘线钢72A铸坯中心碳偏析的影响[J]. 特殊钢, 2010, 31(1): 28-29.
- 6. 王全利, 贾元海, 于俊春, 等. 含钒高强度绞线用钢研发实践[J]. 河北冶金, 2014, 219(3): 10-14.
- 7. 谢祥, 胡友红, 王劼, 等. 水钢预应力钢绞线SWRH82B钢的冶炼工艺[J]. 轧钢, 2017, 34(5): 67-71.
- 8. 胡磊, 王雷, 麻晗. 超高强度预应力钢丝及钢绞线用盘条的开发研究[J]. 钢铁机钛, 2016, 37(1): 42-47.
- 9. 刘立德, 张毅, 龙国荣, 等. SWRH82B钢ɸ14~15 mm盘条的生产实践[J]. 特殊钢, 2018, 39(4): 23-27.
- 10. 李正嵩, 张毅, 谢祥, 等. 水钢100 t转炉单渣法脱磷工艺冶炼优质钢的生产实践[J]. 特殊钢, 2018, 37(3): 39-45.
- 11. 中华人民共和国冶金工业部. GB/T 13298-91金属显微组织检验方法[S]. 北京: 中国标准出版社, 1992.