Mechanical Engineering and Technology
Vol.05 No.04(2016), Article ID:19381,7
pages
10.12677/MET.2016.54039
Study and Application on Flexible Assembly Tooling Technology of UAV
Tiejiang Yang, Ming Zhang, Qiong Wu
Institute 365 of Northwestern Polytechnical University, Xi’an Shaanxi

Received: Nov. 29th, 2016; accepted: Dec. 23rd, 2016; published: Dec. 27th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
Based on assembly tooling of UAV, using the flexible modularize idea, the universality of assembly tooling of UAV is studied. And then, the typical flexible structure of UAV assembly tooling based on the flexible modularize technology is presented. Finally, a solution to shorten the cycle and lower the cost of UAV is given.
Keywords:UAV, Flexible, Modularize, Assembly Tooling

无人机柔性装配工装技术研究及应用
杨铁江,张明,吴琼
西北工业大学第365研究所,陕西 西安

收稿日期:2016年11月29日;录用日期:2016年12月23日;发布日期:2016年12月27日

摘 要
本文以无人机装配工装为研究对象,应用柔性模块化设计思想,对无人机各部件装配工装的通用性进行了研究和探索,并基于柔性模块化技术,给出了无人机装配工装典型柔性结构形式,为实现无人机装配工装柔性化、通用化、标准化提供了一种切实有效的实施途径。
关键词 :无人机,柔性,模块化,装配工装

1. 引言
目前,无人机在军事领域和民用领域正发挥着越来越重要的作用。无人机装配是指将复材件、机加件、钣金件、成品件、标准件等零部件按设计图样和技术要求在专门工艺装备上进行机体结构连接、装配、对接、设备安装的全过程 [1] 。
在无人机制造过程中,装配工作量约占整个无人机制造工作量的40%~50%以上。作为保证制造准确度,提高装配质量和生产效率的专用工艺装备,无人机装配工装在无人机生产中占有举足轻重的地位 [2] 。随着航空制造业竞争日趋激烈,市场对无人机产品的需求越来越趋向于小批量、多品种,且使得企业必须能快速反应市场需求。传统结构形式的无人机装配工装,无论是制造成本还是设计制造周期都难以满足上述需求。
由于无人机机体结构的复杂性,不同机型或同一机型不同机体结构所需的装配工艺装备必然有所不同。传统工装设计理念中,一套装配工装只适用于同一结构形式的无人机部件装配,从而导致装配工装应用对象单一,数量多,研制成本高、研制周期长,并且越来越难以满足目前无人机多品种、小批量、快速反应的研制需求 [3] 。因此,如何缩短无人机装配工装设计制造周期,以较低成本满足无人机因不断改型引起的机体结构变化,快速响应市场需求,已经成为无人机制造企业面临的技术瓶颈和研究热点。
柔性装配技术是一种适应快速研制需求、低成本制造及工装可重组、模块化的先进制造技术 [4] 。这种技术主要是利用可重组、模块化的工装组件,仅需要设计制造少量工装零件,就能组装完成满足不同机型或同一机型不同结构所需的装配工装,从而大大缩短工装设计制造周期,减少工装种类和数量,显著降低工装制造成本,实现无人机装配工装“一型多用”的设计、制造和使用模式 [3] 。
世界上先进的飞机制造企业如波音、空客等公司的装配工艺装备都广泛应用了模块化、通用化设计思想,并进行了结构优化设计,在结构简单、轻巧的基础上,同种功能、结构的装配工装已经达到高度的柔性化和自动化,这也是无人机装配工装设计制造的发展方向 [5] 。
与国外先进飞机制造企业相比,国内大部分无人机制造企业在无人机装配过程中广泛采用的仍然是传统的专用装配工装,工装整体设计和使用模式较为落后 [6] 。主要表现在:工装数量多、占地面积大、设计周期长、制造成本高、工装上的定位件缺乏标准化和模块化;工装设计虽采用了计算机辅助设计手段,但未充分进行工装结构优化分析及虚拟仿真装配,工装主体结构较为笨重,在制造阶段经常需要反复更改;无人机装配仍以手工作业为主,产品质量稳定性难以保证,产品生产效率较低。
柔性装配技术中工装可重组、模块化的设计思想主要包含两个方面的内容:首先根据产品装配工艺过程需求,对需要的工装模块进行功能性分析和设计,即工装模块的创建过程;然后对设计完成的工装模块进行功能性组合和高精度安装,从而得到满足产品装配工艺过程要求的装配工装,即模块化工装的组合过程 [7] 。
2. 无人机产品结构模块化分析
由于复合材料具有高比强度、高比刚度、成形工艺性好、可设计性强、优良的耐腐蚀性能和电磁波穿透性等优点,目前世界上先进的无人机大都采用了复合材料进行机体设计和制造,甚至有些无人机已经采用了全复合材料结构形式。因此,复合材料机体结构已经成为无人机产品结构的主体。
对于中小型无人机来说,机体大都采用了复合材料骨架和蒙皮结构形式。机身一般采用梁框式结构。机身壁板一般采用玻璃纤维/碳纤维蜂窝夹层结构,机身梁一般采用碳纤维泡沫夹芯结构,机身框板一般采用玻璃纤维层压结构或碳纤维复合材料夹芯结构。机身梁、框通过胶接连接在壁板上。
无人机机翼、尾翼一般采用梁、肋式结构。机翼壁板一般采用玻璃纤维/碳纤维蜂窝夹层或泡沫夹层结构,机翼梁作为主承力结构,一般采用“U型梁”或“工字梁”碳纤维层压结构,机翼肋一般采用碳纤维复合材料层压结构、机加肋或钣金肋。机翼梁、肋通过胶接或铆接连接在机翼壁板上。典型无人机机翼骨架和壁板结构如图1、图2所示。
传统无人机机身、机翼装配工装通常采用铸造结构,通过整体化上下压框在部件的梁、肋和壁板胶接区域加压(其余位置掏空减重)的方式,来满足机身梁、框板与机身壁板的胶接,以及机翼梁、肋和机翼壁板的胶接。上述传统装配工装典型结构形式如图3所示。这种装配胶接方式较为单一,一套装配工装只能对应一种类型产品,且当产品发生改变或进行升级改进时,装配工装结构更改较为困难。因此,整体化装配工装设计思路已经难以满足竞争日益激烈的无人机产品研制周期日益缩短的需求。而且整体化装配工装制造难度大,成本高,存储及运输不方便,已经不适于现代化的无人机生产模式。
柔性模块化设计原则是力求以尽量少的模块来装配尽可能多的产品,并在满足要求基础上使产品精度高、性能稳定、结构简单、成本低廉,模块结构应尽量简单、规范,模块间联系尽可能简单。
对于无人机典型结构形式,机身装配的主要工作是保证机身框、梁和壁板的胶接固化,机翼、尾翼结构装配的主要工作是保证机翼、尾翼梁、肋和壁板的胶接固化。从胶接结构和装配要求来说,机身部件、机翼部件和尾翼部件结构具有很大的相似之处,都可简化为框、梁、壁板胶接工装结构形式。
3. 无人机柔性模块化工装设计与布局方案
根据模块化设计思想及柔性化原则,无人机装配工装应在满足无人机同一机型不同部件或不同机型不同部件装配技术要求的基础上,尽量进行通用性、经济性,标准化设计,即在一套通用化装配工装上实现同一机型不同部件或不同机型不同部件的框、梁、壁板的快速定位、快速安装和快速拆卸,既要保证型架安装精度及各部件间的整体气动外形,又要使工艺装备尽量简单,定位件和压紧件结实牢固,通用性强,移动灵活,从而缩短无人机装配工装设计制造周期、降低工装设计制造成本。通过上述模块化设计,可以用一套型架结构,在结构适当调整后,满足多种型号部件装配的要求,减少生产现场等待时间,充分发挥装配工装的高效性。当产品品种发生变化时,在满足经济性前提下,具有快速转换生产机型的自适应能力。
在无人机模块化装配工装设计当中,将装配工装结构按功能划分为静态框架结构和动态卡板结构两大部分。静态框架结构是模块化、标准化的框架结构,由支撑底座,转动机构、标准框架和连接件等几大模块组成,静态框架结构是模块化装配工装设计中基本不变的部分,不随产品对象的不同进行大量的改动。动态卡板结构由纵向卡板、横向卡板、定位件和连接件等几部分组成,动态卡板结构是模块化装配工装设计中可以大范围改动的部分,其结构随着产品对象的不同,可以进行较大改动或重新设计。
通过基于坐标孔定位思路,将模块化、标准化工装框架与坐标孔定位相结合,在应用中利用工装框架上的坐标孔快速定位工装定位件(成套外形卡板),实现工装框架与定位件快速插接,从而快速完成零件定位。当更换产品时,通过更换(成套外形卡板)定位件来实现工装柔性化,快速方便。
针对无人机同一机型不同部件或不同机型不同部件,通过更换少量动态卡板结构,即可满足各型无人机部件的装配需求。

Figure 1. Typical wing structure of UAV
图1. 无人机机翼骨架典型结构

Figure 2. Typical wing skin structure of UAV
图2. 无人机机翼壁板典型结构

Figure 3. Typical assembly tooling structure of UAV
图3. 传统无人机装配工装典型结构
3.1. 静态框架结构
无人机装配工装静态框架结构由支撑底座、转动机构、标准框架和连接件等几大模块组成。
支撑底座是整个装配工装的支撑结构,用于支撑框架形成高度适合的装配工装结构,满足框架转动所需空间尺寸要求,保证操作人员在舒适高度操作,完成产品装配工作。
转动机构置于支撑底座上,位于框架设计转动中心轴上,用于保证操作人员方便、省力的完成整个装配工装框架的转动和固定工作。转动机构一般采用市场上的成熟产品。
标准框架是整个静态框架结构的核心,是柔性模块化工装的重要组成部分。传统刚性工装框架都是整体焊接式或分散装配式结构,固定在整体地基上,强调的是框架的不可变性。标准框架一般采用矩形框架结构,其中沿长度方向和宽度方向均为长度可调节结构,用以满足同一机型不同部件或不同机型不同部件框架轮廓外形尺寸的要求。长度可调结构可采用矩形型材嵌套式结构形式设计。
目前,随着数控加工能力的不断提高,数控加工孔的尺寸精度和位置精度也越来越高,这使得在无人机制造过程中,推广并应用基于基准孔定位(装配孔定位、坐标孔定位等)的装配连接方法成为可能。标准框架为了满足不同部件骨架和蒙皮胶接定位夹紧的需求,借鉴传统划线钻孔台安装定位件的结构形式,在标准框架与卡板的连接定位面方向,设置整数倍数的多组标准定位孔,以便于不同部件骨架结构不同站位卡板的连接。同时,为使得骨架和蒙皮间的定位准确可靠,将标准框架的定位孔系引入产品设计,使设计人员在产品设计之初就充分考虑到骨架上框、肋站位的工艺性,从而避免了产品的反复协调更改,大大缩短了无人机产品的研制周期。
连接件主要包括标准定位销和紧固螺栓,用以定位和固紧不同部件的连接卡板,以及标准框架在其长度方向和宽度方向进行尺寸调节后的连接和固定。
3.2. 动态卡板结构
无人机装配工装动态卡板结构有部件外形卡板、横卡板、接头定位器,钻模板等几部分组成。
部件外形卡板通过标准连接件精确定位并固定在标准框架上,在产品装配过程中,外形卡板能支撑框架和蒙皮,同时也是保证部件、组件气动外形的重要装置。外形卡板用于夹紧对应位置骨架中的框、肋和蒙皮,保证两者之间的胶接间隙和胶接质量,同时保证其压紧部位的理论气动外形。同时,外形卡板也一般作为所有接头定位器的定位和连接基准。
横卡板通过标准连接件连接到外形卡板之间,用于定位骨架中的梁和蒙皮,保证两者之间的胶接间隙和胶接质量。
接头定位器用于各部件内部有定位精度要求的零组件的装配定位,接头定位器通常采用连接角座加接头定位器的结构形式,既满足产品零部件定位要求,又方便拆卸,便于部件装配完成后的出架。接头定位器一般以框架为定位基准,部件内部空间的接头定位器则以外形卡板为定位基准。
钻模板主要用于部件上有定位连接关系的零组件上成组孔的定位和钻制,从而保证不同部件间连接时,连接孔位和孔精度的协调一致性。
3.3. 柔性装配工装安装及检测方法
激光跟踪测量技术具有无接触、高速、高精度、通用等优点,能够满足无人机不同尺寸部件装配的要求。无人机柔性模块化装配工装主要采用数字化传递方法和激光跟踪测量技术,通过在标准框架上、卡板上、接头定位器角座上设置激光标靶点孔来完成工装各部件的高精度定位和安装。
4. 应用实例
根据上述柔性模块化工装设计原则和划分依据,本文针对某型无人机机身部件装配工装进行了设计和制造。
根据无人机装配工装静态框架结构的理论组成,设计得到某型无人机机身装配工装静态框架结构如图4所示。
根据无人机装配工装动态卡板结构的理论组成,设计得到某型无人机机身装配工装动态卡板结构如图5所示。
最终,经过设计制造和激光跟踪仪安装,得到某型无人机柔性装配工装实物如图6所示。
通过柔性模块化工装设计制造技术应用,在无人机研制过程中取得了如下效果:1) 降低了同系列无人机产品的工装设计制造成本;2) 使某型无人机研制周期大大缩短;3) 通过数字量传递产品设计数据,降低了装配工装的设计制造出错率,推动了工装柔性数字化设计制造技术在企业内部的推广应用,提高了企业的制造技术水平和批生产。
5. 结束语
为满足无人机产品研制周期越来越短,研制成本逐年降低的市场需求,本文借鉴了模块化设计思想,以无人机装配工装为研究对象,分析了无人机产品各部件装配工装的相似性,给出了基于模块化技术的无人机柔性装配工装典型结构形式。通过实际应用,无人机柔性装配工装典型结构切实有效的缩短了无
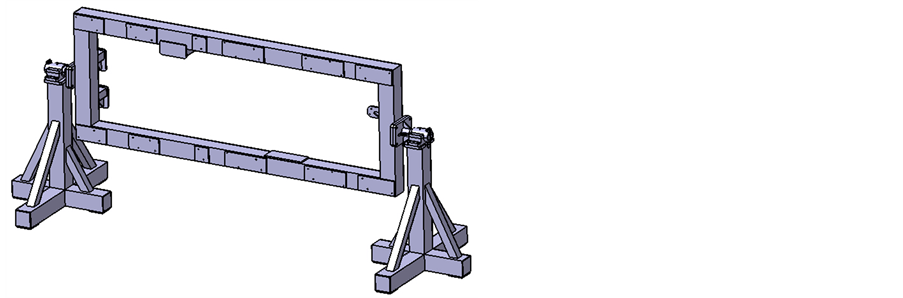
Figure 4. Typical fuselage assembly tooling static structure of UAV
图4. 某型无人机机身装配工装静态框架结构

Figure 5. Typical fuselage assembly tooling dynamic structure of UAV
图5. 某型无人机机身装配工装动态卡板结构

Figure 6. Typical flexible fuselage assembly tooling structure of UAV
图6. 某型无人机机身柔性装配工装结构
人机产品研制周期40%以上,降低了无人机产品研制成本35%,为满足竞争不断激烈的市场需求提供了一种切实有效的解决途径。
文章引用
杨铁江,张明,吴琼. 无人机柔性装配工装技术研究及应用
Study and Application on Flexible Assembly Tooling Technology of UAV[J]. 机械工程与技术, 2016, 05(04): 322-328. http://dx.doi.org/10.12677/MET.2016.54039
参考文献 (References)
- 1. 王云渤, 张关康, 冯宗律. 飞机装配工艺学[M]. 北京: 国防工业出版社, 1990.
- 2. 范玉青. 现代飞机制造技术[M]. 北京: 北京航空航天大学出版社, 2001: 3-10.
- 3. 马强, 王仲奇. 飞机制造工艺装备模块化设计方法的研究[J]. 现代制造工程, 2007, 5(1): 63-65.
- 4. 邹方, 薛汉杰, 周万勇, 等. 飞机数字化柔性装配关键技术及其发展[J].. 航空制造技术, 2006, 20(5): 35-38.
- 5. 王亮, 李东升, 刘凤贵, 等. 飞机壁板类组件数字化装配柔性工装技术及应用[J]. 航空制造技术, 2010(10): 58- 61.
- 6. 郭洪杰. 大型飞机柔性装配技术[J]. 航空制造技术, 2010(18): 52-54.
- 7. 王仲奇, 康永刚, 王辉坪, 等. 飞机部件级数字化柔性工装设计[J]. 航空制造技术, 2011(22): 101-104.