Modeling and Simulation
Vol.
11
No.
02
(
2022
), Article ID:
48987
,
10
pages
10.12677/MOS.2022.112023
五轴数控机床的两轴联动加工轮廓轨迹 精度分析
刘立上,陈光胜*,焦安铃,曲子冰
上海理工大学机械工程学院,上海
收稿日期:2022年1月8日;录用日期:2022年2月17日;发布日期:2022年2月25日

摘要
为更好分析五轴机床的轮廓轨迹精度,利用两轴联动加工轨迹展开一系列工作。基于多体系统理论建立五轴立式加工中心的运动学正逆数学模型,实现了刀位轨迹位姿与机床机械坐标的相互转化。根据动力学建模理论建立了五轴数控机床各轴的进给伺服系统数学模型,并基于Matlab/Simulink建立了进给伺服系统的参数化仿真模型。研究了两轴联动进行直线轨迹和圆轨迹的轮廓轨迹误差计算方法,分别对两平动轴、平动轴与旋转轴联动进行空间圆轨迹的仿真和实际机床运动,结果表明仿真模型的跟随误差和轮廓轨迹误差与实际基本一致,可以用于轮廓轨迹误差的计算和预测,可以为五轴机床轮廓加工误差的研究提供理论与实验依据。
关键词
轮廓轨迹误差,运动学模型,伺服跟随误差,圆轨迹

Precision Analysis of Contour Trajectory in Two-Axis linkage Machining of Five-Axis CNC Machine Tool
Lishang Liu, Guangsheng Chen*, Anling Jiao, Zibing Qu
School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai
Received: Jan. 8th, 2022; accepted: Feb. 17th, 2022; published: Feb. 25th, 2022

ABSTRACT
In order to better analyze the accuracy of five-axis contour trajectory, a series of work is carried out by using two-axis linkage machining trajectory. Based on the multi-body system theories, the forward and inverse mathematical model of kinematics of five-axis vertical machining center was established, and the transformation of tool trajectory position, orientation and machine tool mechanical coordinate was realized. The mathematical model of feed-servo systems of five-axis CNC machine tool was established according to the dynamic modeling theory, and the parametric simulation model of feed-servo systems was established based on Matlab/Simulink. The article studied the two axes linkage line trajectory and circular trajectory error calculation method. Two translational axes and the linkage of translational axis and rotation axis were respectively simulated and the actual machine tool movement was carried out. The results show that the following error and contour trajectory error of the simulation model are basically consistent with the actual. It can be used to contour trajectory error calculation and prediction, and can provide theoretical and experimental basis for the research of contour machining error of five-axis machine tools.
Keywords:Contour Trajectory Error, Kinematics Model, Servo Follow Error, Circular Trajectory

Copyright © 2022 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
在五轴加工中为保证工件合格的轮廓加工精度,要求机床不仅要有良好的定位精度,同时要求机床伺服进给系统具有良好的运动响应特性,可以及时稳定地执行位置速度指令 [1]。由于伺服进给系统性能不足,输出信号总是滞后于指令信号表现为伺服跟随误差,导致各轴不能准确到达理想加工点从而形成轮廓加工误差,尤其在加工几何形状复杂工件时更为明显,伺服系统必须控制各轴快速并且协调运动。
轮廓轨迹误差是指实际轮廓轨迹与理论轮廓轨迹法线方向之间的最短距离。五轴数控机床的轮廓轨迹精度与伺服驱动系统的稳态、动态特性有关 [2]。LEI等展开了部分五轴机床的球杆仪圆轨迹测试,分析了平动轴与转动轴伺服不匹配对机床动态误差的影响 [3]。Erkorkmaz等根据实际刀位点在理论刀位点的位置将其划分为三个区域,准确计算了刀尖点距离理论刀位轨迹的最近距离 [4]。杨吉祥提出了一种不依赖于运动学坐标变换的轮廓轨迹误差估算方法,同样不依赖于具体刀位路径 [5]。王伟等通过分析四种常见的机床精度检验试件,建立了工件轮廓误差与机床动态性能的映射关系 [6]。
五轴数控机床相对于三轴机床增加了对加工精度影响更甚的两个旋转轴,轮廓轨迹误差的溯源和各误差因素对其影响机理仍缺乏深入研究。综上,为了准确快捷地对轮廓轨迹误差进行分析,首先便需要对其计算方法与估算预测进行理论支撑与仿真建模,最终以两轴联动加工圆轨迹为例,证明了轮廓轨迹误差分析方法的有效性和可行性。
2. 五轴数控机床运动学模型
双转台五轴数控机床属于“TTTRR”型机床,旋转轴A、C轴位于工件端,运动范围广,承受载荷上限高。双转台五轴机床结构如图1所示。
CAD/CAM软件生成的刀位信息为工件坐标系下刀具的位姿,后处理后生成数控加工代码,经过数控系统处理将插补信号传递给伺服进给系统在机床坐标系下驱动各轴旋转、平移运动。将机床机械坐标 转化为刀位轨迹中刀尖点的位置矢量 和刀轴方向矢量 ,称为正运动学变换,反之称为逆运动学变换。例如逆运动学变换应用于机床后处理环节,若想准确研究机床运动关系变换必须对上述运动过程进行精确地数学表达,即建立运动学数学模型。多体系统理论在解决复杂机械系统的建模方面具有清晰明确等优点,在机床几何误差建模领域应用广泛,采用该理论进行运动学模型的建立 [7] [8]。
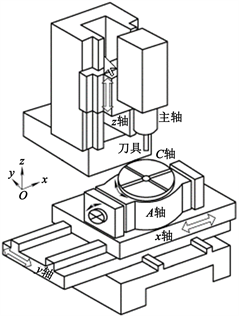
Figure 1. Structure diagram of double turntable five-axis machine tool
图1. 双转台五轴机床结构图
将机床床身作为基准体,沿工件和刀具端形成工件传动链和刀具传动链。首先确定机床坐标系 为参考坐标系,原点为A、C轴轴线交点。为便于研究,X、Y、Z、A轴的坐标系与机床坐标系一致。C轴坐标系 原点位于C轴工作台面中心,在参考坐标系下的坐标为 。工件坐标系 原点位于工件毛坯上表面中心,在C轴坐标系下的坐标为 。刀具坐标系 原点位于刀尖点位置,随刀具移动。
根据创建的拓扑结构和各坐标系设定,可以将各相邻体间的转换关系以矩阵形式表示,可分为描述静止变换矩阵 和运动变换矩阵 。其中主要变换矩阵如下表1所示:

Table 1. Relation and matrix of motion transformation of each axis
表1. 各轴运动变换关系及矩阵
五轴加工过程通过刀具和工件的相对成形运动完成,已知此过程中的各个坐标系转换矩阵,则可以进行公式推导。已知刀尖位置在刀具坐标系下的初始齐次坐标为 ,刀轴方向在刀具坐标系下的初始齐次坐标为 。
工件成形点在工件坐标系下的位置矩阵和姿态矩阵整理可得
(1)
其中 为刀补长度。即可计算各轴机械坐标的工件坐标系下的刀具位姿,实现五轴数控机床正运动学模型的创建。通过对上述公式求解,根据机床各轴行程范围进行约束,其中A轴运动范围为 ,C轴的运动范围为 。由刀位轨迹信息可以得到机床各轴的机械坐标。
(2)
然后可得平动轴的机械坐标情况。
(3)
上式即为五轴数控机床逆运动学模型,从而实现五轴数控机床运动学数学模型的创建,为五轴机床刀位轨迹的设计和轮廓轨迹误差的计算奠定基础。
3. 伺服进给系统模型的建立
机床的伺服进给系统是数控装置和机床的中间连接环节。具体由控制部分、交流伺服电机、机械传动机构、检测反馈装置等组成。来自数控系统的输入信号被处理后驱动伺服电机转动,通过机械传动装置传递带动各机械轴运动,检测反馈装置例如光栅尺、编码器等对输出信号进行实时检测后与输入信号比较构成闭环回路。伺服进给系统组成结构如图2所示。

Figure 2. Composition of feed-servo systems
图2. 伺服进给系统的组成
伺服控制部分由位置控制器、速度控制器、电流控制器组成,位置控制器使用P控制,可以提高系统的响应速度和降低稳态跟随误差。速度控制器采用PI控制,可以抑制速度波动,防止系统振荡现象发生,加强系统的抗干扰能力。电流控制器采用P控制,可以提高系统的响应速度,控制伺服电机转矩。
交流伺服电机采用永磁同步电机,具有可靠性高、调速范围宽、响应性能高等优点。其采用交流矢量控制技术,在 坐标系下根据三相电机电压平衡方程、电动机电磁转矩、机械运动平衡方程可以得到伺服电机的数学模型。
平动轴的机械传动装置采用滚珠丝杠机构,伺服电机通过联轴器、丝杆、螺母、导轨等部件转化为工作台的直线运动。转动轴的机械传动装置采用蜗杆凸轮机构,将伺服电机的角位移转化为工作台的角位移。利用动力学理论对机械传动部分分析,利用拉普拉斯变换建立其数学模型。
使用Matlab/Simulink进行伺服进给系统整体仿真模型的建立,伺服进给系统的仿真模型如图3所示。同时在真实环境下进行测试和信号采集,使得仿真模型与实际系统输出基本一致,从而更真实的利用模型进行仿真和后续计算。

Figure 3. Simulation model of feed-servo systems
图3. 伺服进给系统的仿真模型
输出信号总是滞后于输入信号从而形成伺服跟随误差,使得刀具和毛坯偏离理想位置,最终形成轮廓加工误差。在伺服进给系统控制环节中位置环增益对跟随精度影响最大,更高的增益可以提高系统的响应速度,提高位置控制精度,但是超过某个区间便会使位置环产生振荡,对加工精度造成不利影响。
4. 轮廓轨迹误差分析计算
通过单轴无法清晰得知轮廓轨迹误差与伺服跟随误差的关系,由此进行两平动轴的直线轨迹和平动轴之间、平动轴与转动轴的圆轨迹分析,研究数控加工中伺服系统跟随误差和轮廓轨迹误差的计算方法。
4.1. 两平动轴联动加工直线轮廓轨迹的情况
以X、Y轴联动为例。设定进给速度为 ,则X轴和Y轴的理想输入指令为 和 。
为直线与X轴的夹角, 和 为X、Y轴的速度,由于存在跟随误差,在某一时刻 理论位置在 点,实际位置在 点。其坐标位置为:
(4)
依据跟随误差的计算公式则跟随误差 ,, 和 为X、Y轴位置环增益。由解析几何法求点到直线理论轮廓轨迹的距离得到:
(5)
示意图如图4所示。由公式可知当机床伺服进给系统的两轴位置环增益相等时,不存在直线轮廓轨迹误差,两轴存在跟随误差也不会产生轮廓轨迹误差。如果两轴位置环增益不匹配,则实际运动轨迹将偏离理论轨迹产生轮廓轨迹误差,两位置环增益之差越大误差越大,进给速度设定越高误差越大 [9]。

Figure 4. Servo following error and contour trajectory error in linear trajectory
图4. 直线轨迹中伺服跟随误差与轮廓轨迹误差
4.2. 两平动轴联动加工圆轮廓轨迹的情况
以圆轨迹分析时对各轴的要求会更高,在此工作条件下误差更为明显以便于分析。曲线轮廓轨迹误差是指实际轨迹曲线与理论轨迹曲线之间的最小值,现以X、Y轴为例进行分析。
轨迹路径为 ,两轴位置环增益 ,综合进给速度为 ,X、Y轴进给速度为 和 。其中 为圆周运动的角位移。当理论刀位点在 位置时,由于进给伺服系统伺服跟随误差 的存在,各轴机床坐标均滞后于理想指令,实际刀位点在 位置,此时轮廓轨迹误差为 。几何关系为:
(6)
则轮廓轨迹误差为 。由公式可知进给速度增大,轮廓精度相应降低;位置环增益在一定程度增大,轮廓精度相应提高;轮廓轨迹曲率半径越小,轮廓精度相应降低。综合而言,圆轨迹的轮廓轨迹误差为半径方向的差值。示意图如图5所示。
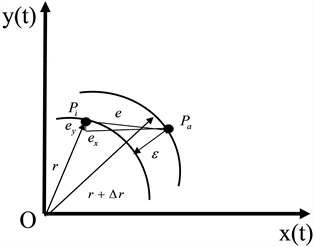
Figure 5. Servo follow error and contour trajectory error in arc trajectory
图5. 圆弧轨迹中伺服跟随误差与轮廓轨迹误差
4.3. 平动轴与旋转轴联动加工圆轮廓轨迹的情况
平动轴之间的联动加工轮廓轨迹前人研究较为深入,但是关于平动轴与旋转轴的联动加工轮廓轨迹研究较少。圆轨迹是非常典型的轨迹路径,旋转轴是五轴机床非常重要的组成部分。因此研究两轴联动加工的仿真实验、计算方法对轮廓轨迹误差的分析和溯源具有重大意义 [10] [11]。
根据摇篮式五轴机床的机械结构以A、Z轴联动加工为例,最终形成在YZ平面内的圆轨迹。刀位轨迹的设计要考虑到轨迹半径、位置情况、工件坐标系设置等。
刀位轨迹是在工件坐标系下生成, 为圆心所在坐标, 为轨迹半径,由此可推断理想轨迹上各点所在位置。
(7)
这里将 所在位置设定为工件坐标系中心,则 。机床各轴指令是在机床坐标系下得到,将刀位坐标代入上文所得正运动学模型公式,去除为零项,化简可得:
(8)
由于进给伺服系统伺服跟随误差 的存在,各轴实际机床位置 滞后于理想机床指令 。然后将其代入正运动学模型公式,可以得到 序列,便可以得到实际圆轨迹, 为实际圆轨迹半径。通过与 序列形成的圆轨迹进行分析即可得到轮廓轨迹误差。
此时的轮廓轨迹误差为两圆在半径方向的差值。
(9)
5. 仿真与实验分析
5.1. 两平动轴联动加工圆轮廓轨迹
在Simulink伺服进给系统仿真模型中对XY轴联动加工轮廓轨迹误差的过程进行仿真,并在实际机床平台上运行,采集数据并利用Matlab数据处理。在进给速度为 ,半径为 时,将理想机床指令代入仿真模型,两平动轴的仿真与实际伺服跟随误差如图6所示。

Figure 6. Simulation and actual servo follow errors of X and Y axes
图6. X、Y轴的仿真与实际伺服跟随误差
由上图可知,两轴的伺服跟随误差在 之间,误差曲线呈现正弦与余弦趋势,且与各轴的速度大小呈正比例关系。将仿真与实际的机床坐标信息代入正运动学模型即可得到圆轨迹中刀位坐标信息。由此可绘制实际与仿真的圆轨迹,发现两者均存在轮廓轨迹误差,为便于误差可视化,将轮廓轨迹误差放大1000倍后,作误差极点图观察,如图7所示,可明显得知仿真与实际的轮廓轨迹误差都在 之间,两者在 位置出现尖顶突出,这是由反向间隙造成的,会对各轴定位精度与轮廓加工精度产生影响,可以通过补偿方式消除其影响,从而也侧面证明了仿真模型的准确性。
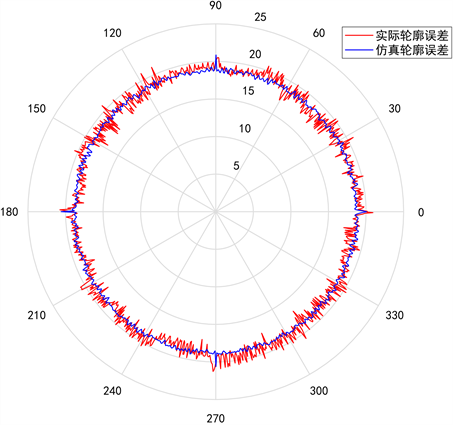
Figure 7. Simulation and actual contour trajectory error when X and Y axes are linked
图7. X、Y两轴联动时仿真与实际轮廓轨迹误差
5.2. 平动轴与旋转轴联动加工圆轮廓轨迹
设定空间圆半径为 ,将A、Z轴理想机床指令代入Simulink仿真模型,经过正运动学变换可得仿真位姿 序列,与 序列形成的圆轨迹进行分析即可得到仿真轮廓轨迹误差,与在实际机床运行后的轨迹进行对比。在进给速度为 时,平动轴与旋转轴联动加工的伺服跟随误差如图8所示。
由图8可知,在AZ轴联动加工圆轨迹时,A轴的伺服跟随误差在 至 范围以内,Z轴在 以内。经放大观察可知两轴实际与仿真的差值在 左右,相对伺服跟随误差值可以忽略不计。由此可知,在与XY联动加工同等进给速度的情况下,伺服跟随误差仍然与各轴速度呈正比例关系,平动轴的跟随误差最大值与XY联动加工中相同,速度呈现一定波动趋势,跟随误差随之波动,工作环境更为恶劣,严重影响加工精度,此时仿真模型仍可以实现对进给驱动过程的实际复现。
为了更加清晰的对轮廓轨迹误差进行分析,将轮廓轨迹误差增加同等数值 ,然后绘制误差分布极点图,如图9所示。可以明显看出空间圆轨迹的欠切与过切所在位置与大小,最大可达 ,圆轨迹形状不规则,为两轴伺服不匹配引起的加工误差。作差可知,实际与仿真所得轮廓轨迹误差之差在 以内,相对于总体的轮廓误差而言极小,可以忽略不计,证明了轮廓轨迹误差仿真估算方法的有效性。
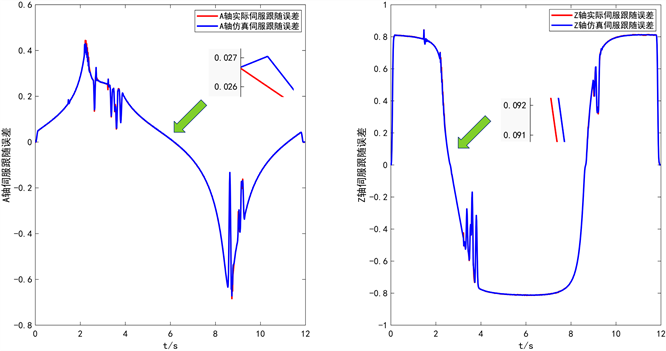
Figure 8. Simulation and actual servo follow errors of A and Z axes
图8. A、Z轴的仿真与实际伺服跟随误差
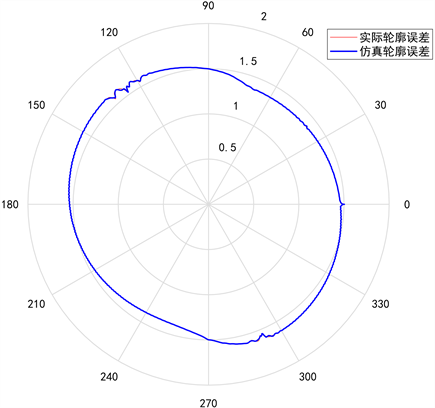
Figure 9. Simulation and actual contour trajectory error when A and Z axes are linked
图9. A、Z轴的仿真与实际伺服跟随误差
6. 结论
本文以轮廓轨迹误差和伺服跟随误差的理论推导与仿真计算为主要研究内容。对双转台五轴机床的结构进行运动学建模,实现了刀具位姿与各轴运动位置的正逆变换,可以在刀位轨迹设计和机床指令代码形成中发挥重要作用,不依赖于CAM与后处理软件。
基于动力学理论对伺服进给系统建模,在Simulink中搭建仿真平台。分析了两轴加工直线轨迹与圆轨迹中轮廓轨迹误差计算方法,轮廓轨迹误差与速度呈正比例关系,与位置环增益呈反比例关系,沿半径方向半径之差即为轮廓轨迹误差。
设计了一种空间圆轨迹进行了仿真与实验,将仿真圆轨迹和在实际机床运行后的轨迹进行对比,两者之差在 以内,证明了仿真模型计算方法的准确性,由此可以对五轴复杂轨迹进行分析。
文章引用
刘立上,陈光胜,焦安铃,曲子冰. 五轴数控机床的两轴联动加工轮廓轨迹精度分析
Precision Analysis of Contour Trajectory in Two-Axis linkage Machining of Five-Axis CNC Machine Tool[J]. 建模与仿真, 2022, 11(02): 258-267. https://doi.org/10.12677/MOS.2022.112023
参考文献
- 1. 李杰, 谢福贵, 刘辛军, 梅斌, 董泽园. 五轴数控机床空间定位精度改善方法研究现状[J]. 机械工程学报, 2017, 53(7): 113-128.
- 2. 叶佩青, 张勇, 张辉. 数控技术发展状况及策略综述[J]. 机械工程学报, 2015, 51(21): 113-120.
- 3. Lei, W.T., Paung, I.M. and Yu, C.-C. (2009) Total Ballbar Dynamic Tests for Five-Axis CNC Machine Tools. International Journal of Machine Tools and Manufacture, 49, 488-499. https://doi.org/10.1016/j.ijmachtools.2009.01.003
- 4. Erkorkmaz, K., Yeung, C.-H. and Atintas, Y. (2005) Virtual CNC System. Part II. High Speed Contouring Application. International Journal of Machine Tools and Manufacture, 46, 1124-1138. https://doi.org/10.1016/j.ijmachtools.2005.08.001
- 5. 杨吉祥, 陈幼平. 五轴数控机床的运动控制建模及精度提高方法研究[J]. 机械工程学报, 2017, 53(8): 123.
- 6. 王伟, 陶文坚, 李晴朝. 五轴数控机床动态精度检验试件特性研究[J]. 机械工程学报, 2017, 53(1): 101-109.
- 7. 赫巍巍. 基于S形试件的五轴联动数控机床动态精度检测方法研究[D]: [博士学位论文]. 长春: 吉林大学, 2021.
- 8. Denavit, J. and Hartenberg, R.S. (1955) .A Kine-matic Notation for Lower-Pair Mechanisms Based on Matrices. Journal of Applied Mechanics, 77, 215-221. https://doi.org/10.1115/1.4011045
- 9. 孙建仁, 胡赤兵, 黄建龙. CNC机床伺服系统特性对轮廓误差的影响机理[J]. 机床与液压, 2009, 37(3): 31-33+36.
- 10. 霍彦波. 进给伺服系统参数对“S”形检验试件轮廓误差影响的研究[D]: [硕士学位论文]. 成都: 电子科技大学, 2012.
- 11. 吕盾, 罗世有, 王大伟, 汤洪涛, 赵万华, 卢秉恒. 考虑几何误差和跟随误差的五轴联动轨迹误差预测方法[J]. 西安交通大学学报, 2021, 55(10): 38-49.
NOTES
*通讯作者。