Journal of Aerospace Science and Technology
Vol.04 No.03(2016), Article ID:18667,10
pages
10.12677/JAST.2016.43010
Application Analysis of Large Size Measurement Field in the Assembly of Launch Vehicle
Zhibo Zhang1, Xiaochun Huang1, Bing Guo1, Chunyun Qin1, Qiang Li1, Zhuang Zhang2
1Tianjin Aerospace Long March Rocket Manufacturing Co., Ltd., Tianjin
2Shanghai Jiao Tong University, Shanghai

Received: Sep. 9th, 2016; accepted: Sep. 27th, 2016; published: Sep. 30th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
With the development of the launch vehicle, the traditional measurement methods have been unable to meet the needs of the assembly of the new generation of large launch vehicle. It is the premise and the foundation of large launch vehicle digital assembly to build digital measurement field for accurate measurement of launch vehicle’s position. Several methods of building digital measurement field are discussed by using large launch vehicle digital assembly as the research object. And then, practical engineering implementation methods of building digital measurement field are proposed. A reference is provided for the construction of large size measurement field to digitize assembling large components in Aeronautics and Astronautics, etc.
Keywords:Digital Assembly, Measurement Field, Reference Coordinate System

大尺寸测量场在运载火箭装配中的应用探析
张志博1,黄小春1,国冰1,秦春云1,李强1,张壮2
1天津航天长征火箭制造有限公司,天津
2上海交通大学,上海

收稿日期:2016年9月9日;录用日期:2016年9月27日;发布日期:2016年9月30日

摘 要
随着运载火箭的发展,传统的测量手段已无法满足新一代大型运载火箭的装配需求了。利用数字化测量设备构建数字化测量场,精确定位运载火箭部件的空间位置姿态,是新一代大型运载火箭数字化装配的前提和基础。本文以新一代大型运载火箭大部段数字化装配为研究对象,讨论了几种数字化测量场的建立方法,并提供了测量场的工程实际实施方法,为航空航天及其他领域大部件数字化装配中大尺寸测量场的构建提供了参考。
关键词 :数字化装配,测量场,基准坐标系

1. 引言
在航空航天领域中,总装对接工作是产品装配过程中的重要环节,前期零部件的制造、装配都是为这个阶段的装配积累基础。在火箭、飞机总装对接过程中,对接方式的选择、对接基准的确定、对接测量方法的应用是其关键技术 [1] 。在航天领域中,随着我国新一代大型运载火箭部段直径增大,长征五号采用5 m直径结构,全箭总长约60 m,使得传统的测量手段已无法满足火箭部段数字化装配的需求,亟需引进先进的数字化测量技术。
目前,国内外航空航天领域都在开展大部段数字化装配技术的研究。装配中依赖测量系统提供精准的测量数据来保证装配精度,高精度的测量技术与装备也是实现产品装配过程中工件定位、连接和对接等的基础。装配过程中采用基于数字化测量技术不但可以提升产品装配的质量,而且更适应上层的数字化设计,从而将传统模拟量传递方式改变为以数字量为基础的传递方式。
数字化测量技术是指利用数字化的测量设备,根据产品的数字化模型定义,在计算机的控制下完成部件装配中关键特征的自动、快速、精密的测量并对其数据进行处理的整个过程中所涉及的所有相关技术的总称。早期,人们主要使用常规光学工具(准直仪、水平仪、经纬仪等)来辅助大部件的装配测量;后来,应用了激光准直仪;再后来,计算机辅助电子经纬仪、激光跟踪仪、激光雷达、iGPS (indoor GPS,也被称为室内GPS)的出现使得大部件总装对接的测量手段呈现多样化的特点 [2] 。目前,在数字化装配中应用较为广泛的数字化测量系统主要有激光跟踪仪、iGPS和数字照相测量系统(表1)。
近年来,数字化测量技术的快速发展为运载火箭大部件装配提供了多种大范围、高精度、高效率的测量手段。但是这些测量方法大多是基于单机、离线式的测量方法,缺少基于整个厂房建立的测量场。随着运载火箭装配技术逐步向柔性数字化装配技术发展,数字化、自动化的装配手段越来越多的应用到火箭装配上。新一代大型运载火箭实现数字化装配的基础,就是利用数字化测量技术建立起大尺寸测量场,在测量场中获取产品空间坐标,将其反馈给装配执行系统,进行火箭装配。
2. iGPS测量系统的测量场建立
2.1. iGPS系统组成
iGPS系统主要由以下五部分组成 [3] 。
发射器:标准的iGPS系统含有4个计量型发射器,用于高精度的计量应用。在工作范围内,每个传感器(接收器)在任何时候都应至少与3个发射器直接交换信息。因此,发射器的需求数量应当与工作场合

Table 1. A variety of digital measurement devices used in the assembly of large segment
表1. 大部段装配中应用的各种数字化测量设备
相适应,以保证每个传感器保持最少的在线测量要求。
传感器(3D智能靶镜):iGPS系统支持各种不同结构传感器,这是因为iGPS系统能够同时连续地读取多个传感器的坐标值。通常,要把传感器安装在工具、零件、装组件和大型构件上。一旦安装好后,并保证同时与3个发射器在线通信,那么这些传感器将自动串行地把精确的3D坐标值传送给用户。
手持探头:iGPS系统在工作区域内可以同时支持无数量限制的传感器。为了手工测量方便,该系统还配置了多种5/6自由度的手持工具和探头。
系统软件:软件为WORKSPACE。每套iGPS系统都配有基于位置的服务器和手持式无线客户软件,这种软件可以使能iGPS系统的所有功能,包括计量软件包。
接收器电路:iGPS系统要求每个传感器连接到一个放大器和信号接受处理器电路板上。该板接收来自于激光发射器的激光信号,并把它们实时地转换成可用于三角法数学计算的3D坐标值。这些接收器板封装在一个集线盒中,可以与1~8个传感器连接。
2.2. iGPS系统工作原理
发射器产生两个激光平面在工作区域旋转,每个发射器有特定的旋转频率,转速约为3000转/分。根据接收器所能接收到的激光,它能够对水平角及垂直角进行测量。通过几个不同发射器的组合,可以计算测量点的XYZ坐标点。测量一个点所需要的最少发射器数量是2个。发射器越多,测量越精确。为了提高测量精度,建议一个测量点至少能接收到四个发射器的信号。
iGPS系统工作原理:
1) 激光发射器发射出两个呈扇形的激光面,这两个激光面与垂直平面的夹角为30˚和−30˚ (见图1),扇面的覆盖范围是±30˚ (见图2)。
2) 激光发射器呈360°高速旋转,两个激光扇面在测量区域内高速旋转划扫。
3) 该系统中需要接收装置用于接收和处理来自激光发射器的信号。
4) 一个发射器对测量区域内任何一个接收器只能获得两个角度信息,一个仰角,另一个则为方位角,它们都是利用时间差计算出来的。
5) 只有方位角和仰角两个元素还不能计算接收器的空间位置,还需要另外一个激光发射器才可以利用三角形原理计算得到(见图3),此计算原理与经纬仪相同。
根据iGPS工作原理构建其理论测量模型如下:
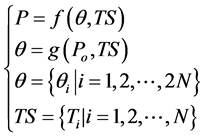 (1-1)
(1-1)
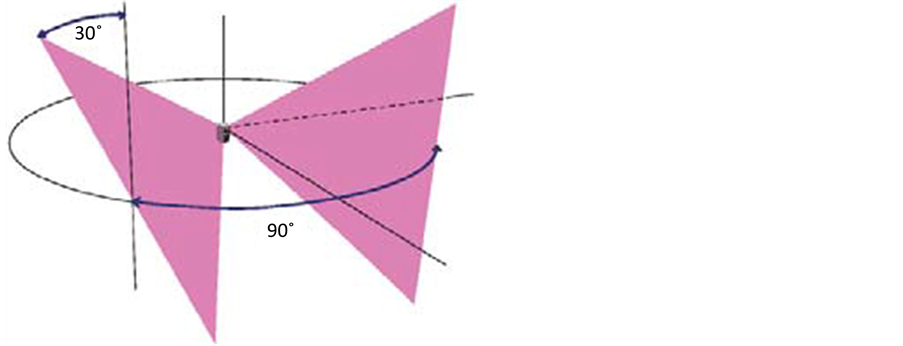
Figure 1. Fan angle
图1. 扇面夹角

Figure 2. Sectoral coverage
图2. 扇面覆盖范围
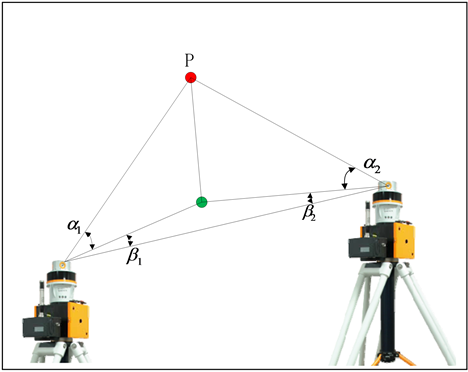
Figure 3. Triangle calculation
图3. 三角计算
式中:P为目标点坐标的处理结果;Po为目标点在全局坐标系下的理论位置;θ为目标点在全局坐标系下的角度数据;TS为发射器的布局形式。
在测量过程中,由于发射器的制造和安装误差、测量的环境影响,最终测量结果会与理论值有一定的偏差。因此,式(1-1)所示理论模型需引入测量随机误差:δθi~U(0,σ2)。
基于上述分析,iGPS测量场构建模型如下:
 (1-2)
(1-2)
2.3. iGPS系统测量场建立方案
Indoor GPS测量场建立方案如图4所示,系统主要由发射器和接收器组成 [4] 。在测量空间内设置若干个(不少于4个)发射器,在固定部段和活动部段上分别设置若干个(不少于4个)接收器,预先校准各接收器与被测部段坐标系间的空间关系。系统实时测量接收器的三维坐标,将接收器作为控制点,解算被测部段间的相对三维姿态关系。
3. 光学摄影测量系统的测量场建立
光学摄影测量主要有单相机移动式视觉测量和双(多)相机立体视觉测量两种方案,其中双(多)相机立体视觉测量方案适用于解决自动对接装配中的测量问题。
3.1. 光学摄影测量原理
双(多)目立体视觉测量技术基于视差原理实现,如图5双目立体视觉测量原理所示,空间点P在左右两个相机上成像,像点为pL和pR,每个相机的镜头光学中心(OL和OR)和像点均能确定一条射线(分别为OLpL和OrpR),两条射线的交点即是被测空间点(P)。
基于上述原理建立双目立体视觉测量方法的数学模型:
设左相机坐标系OL-XLYLZL为世界坐标系,右相机坐标系OR-XRYRZR相对于世界坐标系的空间关系可用旋转矩阵R和平移矩阵T表示,左、右图像的像点坐标分别为(xL, yL)和(xL, yL),则空间点P的三维坐标(X, Y, Z)可表示为:
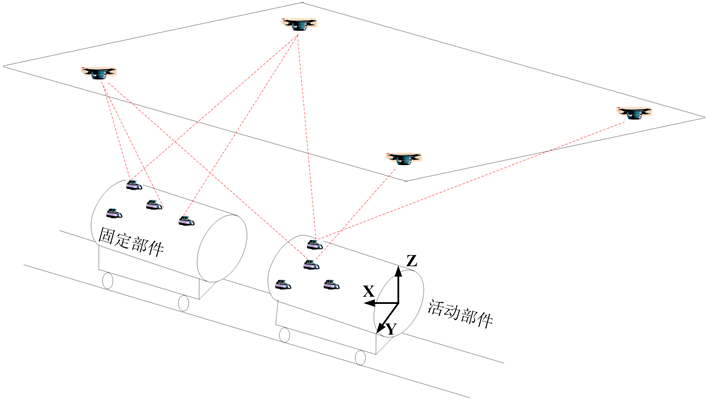
Figure 4. Establishment scheme of GPS Indoor measurement field
图4. Indoor GPS测量场建立方案
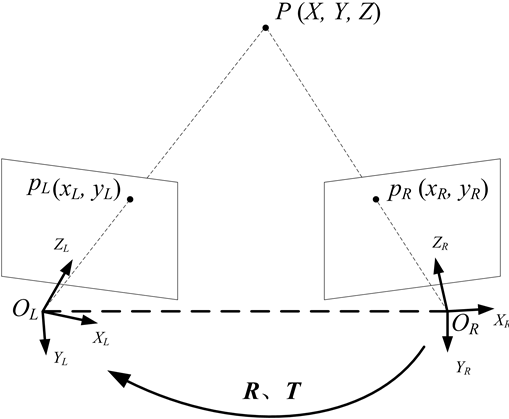
Figure 5. Principle of binocular stereo vision measurement
图5. 双目立体视觉测量原理
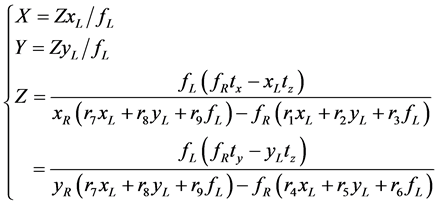 (2-1)
(2-1)
式中:fL、fR分别表示左、右相机的有效焦距;矩阵R和T为:
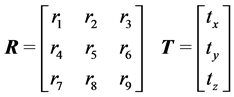 (2-2)
(2-2)
3.2. 光学摄影测量场建立方案
光学摄影测量方案具体操作步骤如下:
1) 测量系统现场校准
测量系统现场校准操作示意图如图6所示,将测量相机架设在预先规划好的测量位置上,调整好相机焦距、光圈等成像参数后,操作人员手持标定板在空间移动,每个位置下两相机同步采集标定图像,待标定板位置遍布整个测量空间后,将标定图像传入计算机进行自动处理,获得系统的测量参数,构建测量坐标系(通常以左相机坐标系为测量坐标系,称为Om-XmYmZm)。
2) 坐标系的建立
如图7所示,以活动部段中心轴线为X轴,指向固定部段方向为正向,铅垂向上为Z轴正向,X轴与对接断面的交点为原点建立工件坐标系;以固定部段中心轴线为X轴,正向与工件坐标系X轴正向保持一致,铅垂向上为Z轴正向,X轴与对接断面的交点为原点建立固定坐标系;以测量系统中左相机坐标系为准建立世界坐标系。
3) 坐标系的统一
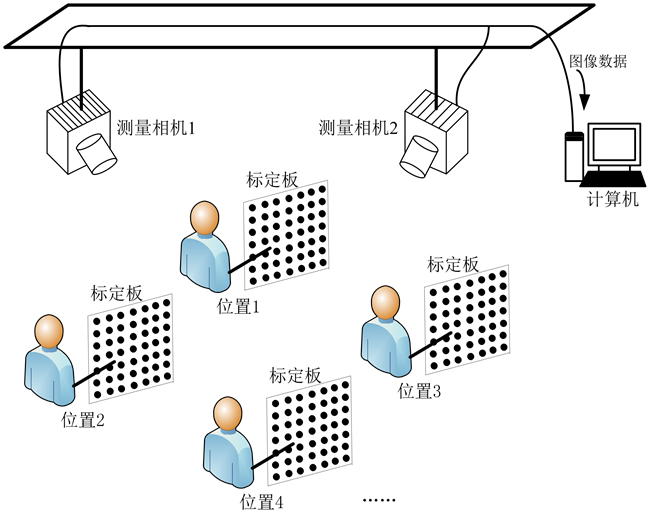
Figure 6. Schematic diagram of field calibration of measuring system
图6. 测量系统现场校准示意图

Figure 7. Schematic diagram of each coordinate system
图7. 各坐标系建立示意图
引对接基准时,将专用工装安装在对接部件的基准孔内,利用视觉测量系统测量多个专用工装上控制点的三维坐标,利用控制点拟合一个圆,得到对接基准在测量坐标系下的三维坐标。由于对接基准在对接部件坐标系(固定坐标系或工件坐标系)下的三维坐标事先已知(由对接部件模型可知),由此可得测量坐标系与固定坐标系或工件坐标系的空间相对关系。
4) 动态测量
现场动态测量,在被测对接部段外周沿径向布置光学控制点。对接前,对活动部段进行一次测量,获得控制点的三维坐标,进而解算控制点在工件坐标系中的三维坐标。对接过程中,测量系统动态实时测量控制点的三维坐标,通过控制点求解出活动部段在固定坐标系中的三维位置姿态。
4. 激光跟踪仪测量系统的测量场建立
4.1. 激光跟踪仪测量原理
单台激光跟踪仪测量的数学模型如图8所示,跟踪器的旋转中心为O点,被测靶镜的中心为P点,用两个角度编码器分别测量出P点的垂直方位角(V)和水平方位角(H),用激光干涉仪测量O点到P点的距离d,P点坐标(X, Y, Z)很容易地由(V, H, d)计算得出,并且可以通过空间齐次坐标变换,将P点的坐标转换到用户自定义的坐标系中,为了测量d,需预先标定一个参考点到O点的距离 [5] 。
4.2. 激光跟踪仪测量场建立方案
激光跟踪仪测量方案的实现形式为多路激光跟踪测量,如图9所示,在固定部段和活动部段上分别设置控制点,每台跟踪仪实时跟踪一个控制点,预先校准所有跟踪仪坐标系间的空间关系,将所有控制点三维坐标统一到世界坐标系中,利用控制点实时解算被测目标的空间三维姿态,如图10。首先测量固定部段的三维姿态,然后使跟踪仪跟踪活动部段,实时测量对接部段间的空间姿态关系。

Figure 8. Laser tracker measurement principle
图8. 激光跟踪仪测量原理
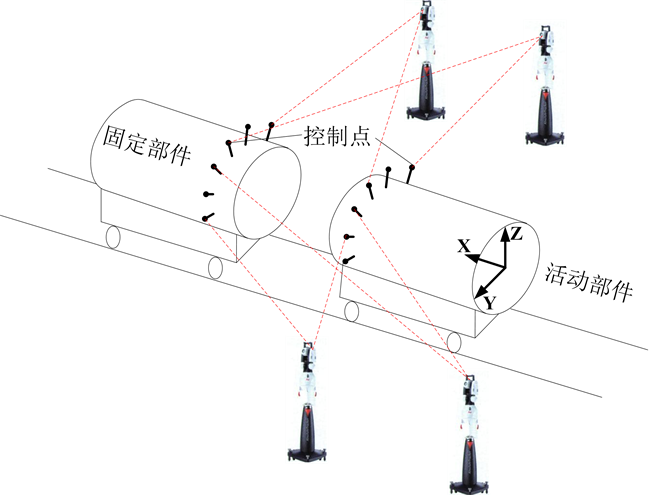
Figure 9. Multi track laser tracking measurement
图9. 多路激光跟踪测量方案

Figure 10. Position relation of each coordinate system
图10. 各坐标系位置关系
5. 三种方法优缺点比较
iGPS测量场是利用GPS原理开发出来的高可靠性、高效的大尺寸测量场,可以实现大尺寸或整发火箭的三维测量和定位,缺点是精度不高。
光学摄影测量场优点有:
1) 系统可实现性更强,技术成熟度更高,更易于实现产品化;
2) 由国内自主研制,能够提供稳定、完善的后续维修、维护服务;
3) 系统成本最低;
4) 使用更加简单方便;
5) 先进性、数字化、自动化程度更高。
缺点是测量场的灵活性差,面对新型号研制生产中出现的新测量需求,需要依靠设备厂商进行二次开发。
激光跟踪仪测量场优点有:
1) 三种方法中测量精度最高;
2) 技术最成熟,在航天航空、船舶等多领域均有成功案例;
3) 可扩展性高,面对新加测量需求可以很好的满足。
缺点是测量过程中容易出现断光现象,需要人员对靶球进行干预操作,对工人技能要求较高,成本较高。
6. 总结
针对我国新一代大型运载火箭的数字化装配需求,提出了三种数字化测量系统测量场建立的方案。在实际生产过程中,对我国新一代大型运载火箭数字化装配的测量方案进行了比较,考虑到柔性装配需求、精度需求及可扩展性,最终采用了多路激光跟踪测量方案,并取得了较好的实施成果。为新一代大型运载火箭数字化装配奠定了坚实的基础,并为重型运载火箭(10 m级直径)的装配奠定了坚实基础。
文章引用
张志博,黄小春,国 冰,秦春云,李 强,张 壮. 大尺寸测量场在运载火箭装配中的应用探析
Application Analysis of Large Size Measurement Field in the Assembly of Launch Vehicle[J]. 国际航空航天科学, 2016, 04(03): 75-84. http://dx.doi.org/10.12677/JAST.2016.43010
参考文献 (References)
- 1. 梅中义, 朱二山, 杨鹏. 飞机数字化柔性装配中的数字测量技术[J]. 航空制造技术, 2011(17): 44-49.
- 2. 金庆勉, 金加奇. 飞机机身自动对接技术研究[J]. 航空制造技术, 2014(19): 72-75.
- 3. 陈登海. 基于室内GPS的飞机数字化水平测量技术研究[D]: [硕士学位论文]. 南京: 南京航空航天大学, 2010.
- 4. 林雪竹, 李丽娟, 曹国华, 任姣姣, 郑林斌, 刘琦. 大部件对接中iGPS高精度位姿测量优化设计[J]. 航空学报, 2015, 36(4): 1299-1311.
- 5. 陈文磊. 激光跟踪仪控制系统研究[D]: [硕士学位论文]. 天津: 天津大学, 2011.