Instrumentation and Equipments
Vol.
12
No.
01
(
2024
), Article ID:
82919
,
8
pages
10.12677/IaE.2024.121005
关于一款I线光刻胶的实验研究
袁燕,张倩,倪烨,王君,曹玉,于海洋,孟腾飞
北京航天微电科技有限公司,北京
收稿日期:2024年1月18日;录用日期:2024年1月31日;发布日期:2024年3月15日

摘要
本文主要针对一款I线光刻胶进行工艺攻关,首先摸索该光刻胶在不同转速下的厚度。然后摸索该光刻胶适合的前烘、后烘、曝光、显影工艺参数。分别在接触式光刻机,投影式光刻机上进行试验,找到适用于两台光刻机的工艺窗口。试验过程中记录胶线条以及铝线条的线宽和状态。初步固定工艺条件后,针对同一生产任务,同时使用该光刻胶和AZ 5214-E光刻胶进行生产,并进行试制,将二者进行对比,试制结果大致相同。初步证明该光刻胶可以代替AZ 5214-E光刻胶的反转胶性质,在生产较掩模版上线宽细的产品时,该光刻胶更有优势。
关键词
光刻胶,AZ 5214-E,工艺参数

Research on an I-Line Photoresist
Yan Yuan, Qian Zhang, Ye Ni, Jun Wang, Yu Cao, Haiyang Yu, Tengfei Meng
Beijing Aerospace Micro-Electronics Technology Co., Ltd., Beijing
Received: Jan. 18th, 2024; accepted: Jan. 31st, 2024; published: Mar. 15th, 2024

ABSTRACT
This paper mainly focuses on the process of the photoresist. First, the thickness of the photoresist at different rotational speeds was explored. Then, the suitable process parameters of the photoresist, such as soft bake, post bake, exposure, developing, were explored. The exposure time window suitable for two lithography machines was found by experiments on two lithography machines: Contact Aligner and projection aligner. Record the line width and state of photoresist and metal during the test. After the initial fixed process conditions, for the same production task, the photoresist and AZ 5214-E photoresist were used for production, and trial production was carried out. The comparison between the two shows that the trial production results are basically the same. It is preliminarily proved that photoresist can replace the negative properties of AZ 5214-E photoresist, and the photoresist has more advantages in making products with thinner line than mask.
Keywords:Photoresist, AZ 5214-E, Process Parameters

Copyright © 2024 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
光刻胶是光刻工艺的关键化学品,主要利用光化学反应将所需要的微细图形从掩模版转移到待加工基片上,被广泛应用于光电信息产业的微细图形线路的加工制作,是微细加工技术的关键性材料 [1] 。
AZ 5214-E光刻胶的交货周期久,实现反转胶功能需要经过两次曝光 [2] ,不利于工艺的控制。因此调研了一种与AZ 5214-E对应的国产光刻胶,本文主要针对该款光刻胶进行工艺攻关。
2. 试验方案
2.1. 匀胶曲线
对于剥离工艺,光刻胶的厚度至关重要 [3] 。所以首先需要对该款光刻胶在不同转速下旋涂得到的厚度进行摸索,有助于后续试验的展开。本文采用自动匀胶显影设备对该光刻胶进行旋涂,采用膜厚仪对其厚度进行测量,从而获得不同转速下光刻胶的厚度。
2.2. 工艺条件摸索
(1) 将合适厚度的光刻胶旋涂在基片上后,需要经过前烘,曝光,后烘,显影之后才可以得到胶图形,因此需要确定各个步骤的具体工艺条件,接触式光刻机和投影式光刻机是两种不同的曝光方式,对应的曝光时间窗口也不同,所以需要分别在两台光刻机上进行试验。
(2) 根据经验,在投影式光刻机上进行曝光时,不同颜色的基片(黑,白片)对曝光时间有影响,因此需要摸索不同基片,主要是黑片和白片对曝光时间是否有影响。
2.3. 与AZ 5214-E进行对比试验
由于该款胶主要是要用来替代AZ 5214-E的使用,所以在确定工艺参数后需要将两款胶在正式产品上进行对比试验。除了正常完成光刻,镀膜,剥离工序后,需要记录剥离后的产品的外观以及性能是否满足要求。
3. 结果与讨论
3.1. 匀胶曲线
使用匀胶机的不同转速将该光刻胶旋涂在基片上,分别在每片上选取5个点进行膜厚测量,将测量得到的数据进行绘制,得到如图1所示的曲线。根据该图数据可以得到该款光刻胶的厚度范围为1.61~2.36 μm,该数据可以帮助后续试验选取合适的匀胶转速。

Figure 1. The thickness of photoresist at different rotational speeds
图1. 不同转速下光刻胶的厚度
3.2. 确定工艺参数
表1为厂家推荐的工艺参数。首先采取厂家推荐的参数进行试验。故前烘和后烘温度/时间初步确定为110℃/1min,显影液采用的是2.38%电子级四甲基氢氧化铵,显影液温度为23 ± 0.2℃。具体的试验记录见表2,从中可以看出当前烘和后烘温度/时间为110℃/1min时,该款光刻胶对显影液特别敏感,同一曝光条件下,该光刻胶在1.5 s的显影时间内产生很大的变化,不利于工艺的稳定控制,所以从优化前烘,后烘工艺参数来提高光刻胶的耐显性。将前烘和后烘温度/时间分别调整为110℃/2min、110℃/3min、120℃/2min,试验结果发现,当前烘,后烘分别为120℃/2min时,光刻胶的耐显程度要明显高于110℃/1min,如表2灰色部分对比。

Table 1. The process parameters recommended by the photoresist manufacturer
表1. 该光刻胶厂家推荐的工艺参数
Table 2. Test record table for different soft bake and post bake process conditions
表2. 不同前/后烘工艺条件试验记录表
通过改变前烘和后烘的温度/时间,减弱了光刻胶对显影液的敏感度。初步确定前烘,后烘条件为120℃/2min,显影时间为8~10 s。接下来通过试验确定该光刻胶在接触式光刻机和投影式光刻机上对应的曝光时间窗口。多次试验结果证明该款光刻胶在接触式光刻机上的最小曝光量是1.5 s,在1.5~10 s的曝光时间范围内,就可以得到比掩模版上线宽粗、一样、细的线条。对于space比较细的线条(<2 μm),显影时间需要减小至6 s。否则容易被显飞。具体参数和结果见表3。
Table 3. A record sheet of the exposure time window process for the contact lithography machine
表3. 接触式光刻机曝光时间窗口工艺记录表
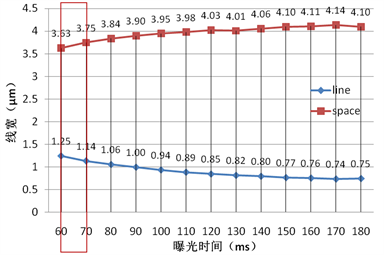
Figure 2. Line/Space of projection lithography machine at different exposure times
图2. 投影式光刻机在不同曝光时间下得到的占空比(line/space)
投影式光刻机上选用的掩模版版号为4,掩模版上最细line为1.10 μm,最细space为3.80 μm。曝光采取TEXT-2模式(60~180 ms,步进为10 ms),显影8 s。镀膜剥离后得到的占空比(line/space)如图2所示,涵盖比掩模版上线宽粗、一致、细的线条。投影式光刻机的曝光时间范围初步定为60 ms~180 ms。虽然该款胶可以做到比掩模版上线宽粗、一致、细的线条,但是在试验过程中可以发现,包括从图2中也可以看到,该款胶在显影时间8~10 s的范围内,线条做粗的工艺窗口要小于线条做细的工艺窗口。
3.3. 黑白片工艺对比
根据经验,在投影式光刻机上进行曝光时,不同颜色的基片(黑,白片)对曝光时间有影响,因此采用黑片和白片两种基片进行工艺对比试验。具体工艺细节见表4所示,对比试验中,唯一的区别就是基片的黑白,发现在30~120 ms的曝光范围内,黑白片的试验结果基本一致,所以可以得到黑白片的曝光时间窗口几乎一致。
Table 4. Comparison test record sheet of different colors of substrates
表4. 黑白片工艺对比试验记录表
3.4. 该光刻胶和AZ 5214-E对比试验
AZ 5214-E的胶厚1.3-2.1 μm,主要用来进行1 μm及以上线宽产品的制备。该光刻胶主要替换目标光刻胶是反转胶AZ 5214-E (不包括其正胶性质),且AZ 5214-E光刻胶大部分用在剥离工艺中,故主要进行的试验都是针对剥离工艺展开。根据上述试验发现,该光刻胶在厚度以及分辨率上都可以达到AZ 5214-E光刻胶所能达到的要求。初步可以判定该光刻胶可以代替AZ 5214-E。为了防止光刻胶截面的不同影响产品最后的性能,故针对使用AZ 5214-E反转胶的任务,同时进行该光刻胶试验,将二者进行对比。从外观上看,二者基本一致,该光刻胶比AZ 5214-E光刻胶制作出来的金属表面要更干净一些,可能是因为前者中的溶剂挥发的更充分,在镀膜时的温度下,不会发生再次污染。性能上基本一致,具体测试结果见附录1部分。
4. 总结
在该光刻胶的工艺攻关中,确定了光刻胶的厚度范围为1.61~2.36 μm,前烘和后烘的温度/时间为120℃/2min,接触式光刻机上的曝光时间范围为1.5~10 s,投影式光刻机上的曝光时间范围为60 ms~180 ms,显影时间为8~10 s,对于space小于2 μm的产品,显影时间可以缩短至6 s。通过试验基本上确定了该光刻胶的特性以及工艺参数。并对黑白片进行了对比试验,发现基片颜色对其工艺条件没有明显的差别。经过多款产品对比,采用该光刻胶和AZ 5214-E光刻胶制备出的产品基本一致,甚至在做比掩模版上线条细的产品时,前者更有优势,可能是因为该款光刻胶在显影后发生膨胀,导致待镀膜部分被压缩,线宽较细。
文章引用
袁 燕,张 倩,倪 烨,王 君,曹 玉,于海洋,孟腾飞. 关于一款I线光刻胶的实验研究
Research on an I-Line Photoresist[J]. 仪器与设备, 2024, 12(01): 31-38. https://doi.org/10.12677/IaE.2024.121005
参考文献
- 1. 魏玮, 等. 微电子光致抗蚀剂的发展及应用[J]. 化学进展, 2014, 26(11): 1867-1888.
- 2. 陈光红, 等. AZ5214E反转光刻胶的性能研究及其在剥离工艺中的应用[J]. 功能材料, 2005, 36(3): 431-433.
- 3. 韩阶平, 等. 适用于剥离工艺的光刻胶图形的制作技术及其机理讨论[J]. 真空科学与技术, 1994, 14(3): 215-219.
附录