Modeling and Simulation
Vol.
12
No.
04
(
2023
), Article ID:
69009
,
18
pages
10.12677/MOS.2023.124352
内圆切入磨削不同砂轮磨削性能在线监测模型研究
李怡霖,迟玉伦,谭永敏,陈晨,熊力,吴梦
上海理工大学机械工程学院,上海
收稿日期:2023年5月5日;录用日期:2023年7月13日;发布日期:2023年7月20日

摘要
针对不同砂轮磨削性能对内圆切入磨削加工质量具有重要影响,为了实现在线监测内圆磨削加工过程中不同砂轮在相同实验参数条件下进行磨削时的磨削性能,提出了一种基于粒子群优化BP神经网络的不同砂轮磨削性能监测模型。首先,对采集的声发射信号、功率信号、振动信号、位移信号以及电流信号的特征参数进行特征提取;然后,根据各传感器的特征值数据样本及粒子群优化算法对BP神经网络的全局寻优功能,采用粒子群算法优化BP神经网络初始权值和阈值,建立了POS-BP在线监测模型对不同砂轮磨削性能进行精准监测;最后,结合实验数据将BP神经网络模型与POS-BP模型进行分析对比,表明了POS-BP监测模型比BP神经网络模型监测精度更高,能够有效监测不同砂轮的磨削性能状态。
关键词
不同砂轮,磨削性能,多传感器,POS-BP

Research on Online Monitoring Model of Grinding Performance of Different Grinding Wheels in Internal Plunge Grinding
Yilin Li, Yulun Chi, Yongmin Tan, Chen Chen, Li Xiong, Meng Wu
School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai
Received: May 5th, 2023; accepted: Jul. 13th, 2023; published: Jul. 20th, 2023

ABSTRACT
According to different grinding wheel grinding performance internal circle cut into the grinding quality has an important influence, in order to realize on-line monitoring of the grinding performance of different grinding wheels when they are grinding under the condition of the same experimental parameters in the process of internal circular cutting grinding, a method based on Particle swarm optimization BP neural network for monitoring the grinding performance of different grinding wheels is proposed. Firstly, the feature parameters of acoustic emission signal, power signal, vibration signal, displacement signal and current signal are extracted. Then, according to the eigenvalue data samples of each sensor and the global optimization function of BP neural network by particle swarm optimization algorithm, the initial weights and thresholds of BP neural network were optimized by particle swarm optimization algorithm, and the POS-BP online monitoring model was established to accurately monitor the grinding performance of different grinding wheels. Finally, combined with the experimental data, BP neural network model and POS-BP model were analyzed and compared, indicating that the monitoring accuracy of POS-BP model is higher than that of BP neural network model, and it can effectively monitor the grinding performance of different grinding wheels.
Keywords:Different Grinding Wheels, Grinding Performance, Multi-Sensor, POS-BP

Copyright © 2023 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
由于不同砂轮其磨料、结合剂材料和制造工艺等不同,使得不同砂轮的磨削性能也各不相同,在磨削加工过程中会产生不同程度的弹性变形。因此,在内圆磨削加工中,当砂轮选择不合适时也会直接影响加工精度、工件表面粗糙度以及磨削效率 [1] 。然而,在实际的磨削加工过程中,磨削加工的砂轮型号是根据磨削条件、工件材料以及加工要求等进行选取的,缺少严谨的理论支撑,使得以往根据经验来选取的砂轮其准确性和合理性都不高 [2] 。因此,需要对不同砂轮的磨削性能在线监测方法进行深入研究,从而能够选择到适合的磨削砂轮,进而获得理想的磨削效率和磨削效果。
最近几年,许多国内外学者对不同砂轮磨削性能监测方法进行了研究,并取得了一定的成果。朱从容 [3] 等人采用不同粒度的铸铁结合剂金刚石砂轮ELID镜面磨削硬质合金,得到了不同加工效率以及不同加工表面质量的硬质合金磨削效果,最后通过对比不同砂轮磨削后工件表面粗糙度的大小来分析不同砂轮的磨削性能。梁桂强 [4] 等人使用电镀金刚砂轮、钎焊金刚砂轮、陶瓷结合剂烧结金刚砂轮和树脂结合剂烧结金刚砂轮来超声振动辅助磨削铝基碳化硅,通过对砂轮磨损、材料去除、磨削表面形貌进行对比分析,给出了磨削砂轮的选择方法。刘贵杰 [5] 等人提出用模糊自适应调整BP算法建立磨削条件与砂轮特征参数之间的关系模型,并依据磨削数据手册中的数据及实验结论对模型进行训练,训练好的神经网络可实现砂轮型号的智能推荐。罗红波 [6] 等人采用改进的GCAQBP算法,同时考虑了砂轮材料和粒度对磨削过程的影响,把它们增加为神经网络系统的输入参数,并对输入参数的编码进行了细化,最终建立了磨削参数智能选择系统,用样本进行训练后有效率达到了80%以上。Koo Yang [7] 等人通过测量工件表面粗糙度和沟槽处曲率半径来对LM导向块的沟槽磨削性能进行测试,从而选择合适的CBN砂轮进行磨削。Leng [8] 等人针对砂轮磨料选择问题提出一种模糊灰色关系分析方法,该方法影响用三角形模糊数表示的因子(评价属性)值,采用变异系数法来确定评估属性的权重,通过算例分析了所提出方法的有效性和可行性。然而,目前的不同砂轮磨削性能监测方法大多数是通过分析砂轮特性参数或者通过检测工件表面粗糙度等来选择合适的砂轮进行加工,仍未有一套智能有效的监测系统来监测不同砂轮的磨削性能。
本文主要基于多种传感器信号,提出了基于POS-BP神经网络的不同砂轮磨削性能在线监测方法,通过对位移信号、声发射(AE)信号和功率信号、电流信号以及振动信号进行特征值提取,构建POS-BP神经网络模型进行学习和训练,实现内圆磨削过程中不同型号砂轮磨削性能在线实时监测,从而为砂轮选型提供准确依据。
2. 不同砂轮磨削监测信号的特征提取
为了能够获得不同砂轮在磨削加工过程中较为全面的磨削状态信息,实现在线监测内圆磨削加工过程中不同砂轮在相同实验参数条件下进行磨削时的磨削性能,需要从采集到的传感器信号中找到与砂轮磨削性能相关性较强的特征信息,并对传感器信号进行特征提取,以便为不同砂轮磨削性能监测模型提供准确有效的数据样本。本节将分析砂轮磨削性能与时间常数的关系,介绍多种传感器信号特征和时间常数,并提出了一种基于多传感器信号的不同砂轮磨削性能评估方法。
2.1. 内圆磨削砂轮性能与时间常数
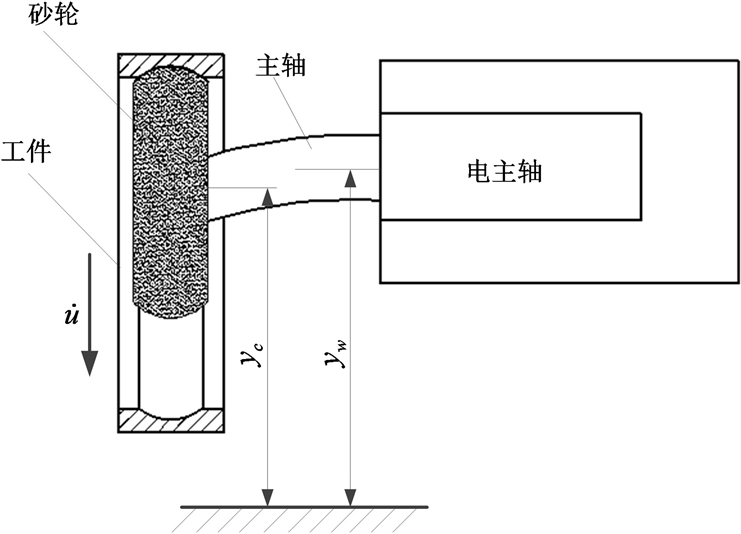
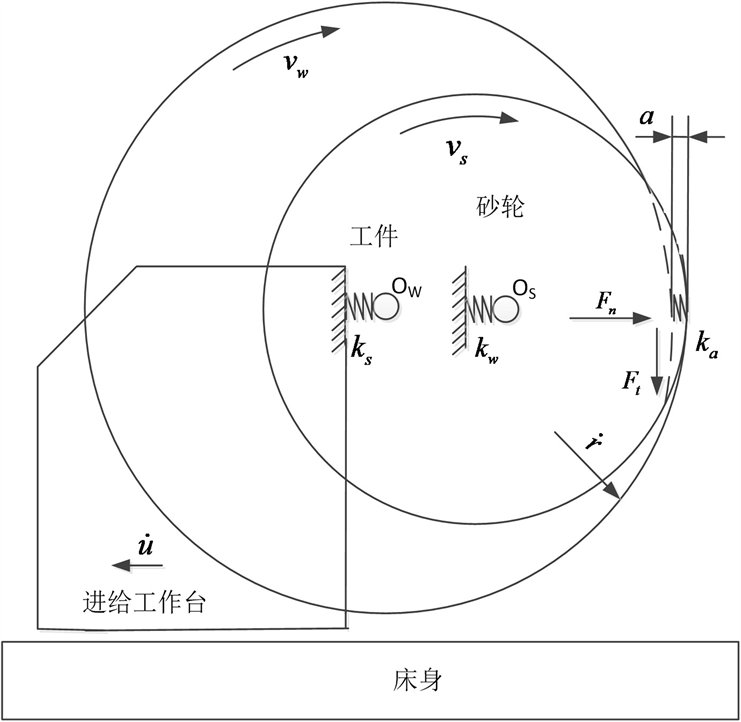
内圆磨削采用的砂轮直径较小,砂轮主轴为较细的悬臂梁结构,这就使得其在磨削加工过程中容易发生变形,如图1(a)所示。内圆磨削系统产生的弹性变形极大地制约了砂轮磨削的进给速度,使得砂轮更易堵塞和钝化,影响磨削工件表面质量。此外,由于砂轮的磨料、结合剂材料以及砂轮的制造工艺不同,不同砂轮具有不同的切削性能,在磨削加工时产生的弹性变形也各不相同,同样会影响工件的加工精度和表面粗糙度及内圆磨削效率。为了分析磨削过程中弹性变形对磨削工件质量和磨削效率的影响,本节将对内圆切入磨削模型及磨削过程中弹性变形的产生和影响进行深入分析。内圆切入磨削加工的简化模型如图1(b)所示,可以简化为由砂轮刚度 、工件刚度 以及砂轮与工件接触刚度 三个弹簧系统组成,其中 为砂轮转速, 为工件转速, 为机床程序设定进给速度 [9] [10] 。
 (a)
(a)
 (b)
(b)
Figure 1. Internal plunge grinding system; (a) elastic deformation of internal grinding system; (b) internal plunge grinding model
图1. 内圆切入磨削系统;(a) 内圆磨削系统弹性变形;(b) 内圆切入磨削模型
该内圆切入磨削模型的系统等效刚度 可以由下式表示:
(1)
由Chen [11] 等人的研究结果可知,时间常数 是衡量系统等效刚度 和磨削力系数 之间的关系的一个参数。时间常数 由下式表示:
(2)
式(2)表明,时间常数 与系统等效刚度 、磨削力系数 以及工件转速 有关 [12] 。如图2所示,在 曲线上,弹性变形 达到最大值时的那一点的切线与时间t坐标轴有一个交点M,该点所对应的时间就是时间常数 。同样,时间常数 也可看做是在 曲线上, 处的切线与达到稳定状态时的最大值 线的交点处的时间,时间常数 是磨削材料去除率模型的一个重要参数。
由式(2)可知,时间常数 与系统等效刚度 和磨削力系数 有关。当 增大时,时间常数 变小;砂轮变钝时,时间常数 增大;进给速度 增大时,时间常数 减小 [9] 。

Figure 2. System model of grinding process
图2. 磨削过程系统模型
通过上述对内圆切入磨削模型以及磨削系统弹性变形的产生和影响进行深入分析可知,系统时间常数 的大小与磨削系统刚度、磨削砂轮钝化及磨削表面质量等有很大关系,是磨削工艺参数优化和实现高精度磨削加工的一个关键参数。同时,时间常数 会随着砂轮磨削性能的变化而变化,即时间常数 是表征砂轮的磨削性能状态一个重要参数。因此,可以利用不同传感器信号的时间常数 的变化来研究不同砂轮在磨削加工过程中的磨削性能。
2.2. 传感器信号特征与时间常数
为了研究不同砂轮在内圆磨削加工过程中的磨削性能,本文将通过计算内圆磨削加工过程中声发射信号、功率信号、振动信号、电流信号以及位移信号中能够表征砂轮磨削状态的特征参数来分析不同砂轮在磨削加工中的磨削性能。
1) 声发射信号时间常数
砂轮在磨削加工过程中,磨粒的塑性变形、破碎以及断裂等都会产生声发射信号,能够作为判别砂轮磨削状态的依据。TAWAKOLI [13] 等人研究发现,切入磨削过程AE信号的RMS值与磨削力之间存在关系。姜晨 [14] 等人假设AE信号与法向磨削力之间呈线性关系:
(3)
式中, 为实时测量磨削AE信号RMS值, 为实时AE信号RMS与磨削力 的比例系数,t为磨削加工时间。时间常数 可以表示为 [15] :
(4)
因此,可以利用磨削加工过程中不同砂轮磨削的声发射信号的时间常数作为评估不同砂轮在相同工艺参数条件下磨削性能的参数之一。
2) 功率信号时间常数
Rogelio L. Hecker [16] 研究表明功率信号和砂轮磨削切向力之间有很好的线性关系。磨削主轴功率与切向磨削力关系可以表示为:
(5)
式中,P为磨削砂轮主轴的功率, 为功率系数, 为切向磨削力。时间常数 可以表示为:
(6)
因此,可以利用功率信号的时间常数作为评估不同砂轮在相同工艺参数条件下磨削性能的参数之一。
3) 振动信号均方差(RMS)
振动信号能够反映磨削加工过程中砂轮磨削工件时的振动频率和振幅,可用于监测磨削加工过程中的振动信息。提取振动信号的RMS特征值可用于监测不同砂轮在磨削加工过程中的磨削性能。振动信号的RMS特征提取可表示为:
(7)
式中, 为振动信号样本数值,N为振动信号样本个数。
4) 位移信号标准差
位移传感器可用于监测砂轮磨削加工过程中工件进给各阶段稳定状态,能够准确区分粗磨、半精磨以及精磨各阶段对应的AE信号和功率信号。因此,本文将提取位移传感器的标准差作为监测不同砂轮在磨削加工过程中的磨削性能的特征参数之一。位移信号的标准差可表示为:
(8)
式中, 为位移信号样本数值,N为振动信号样本个数, 为样本平均值。
5) 电流信号平均值
电流传感器是一类重要的电流测量产品,可以测量砂轮磨削加工过程中电流产生的磁场来间接测量电流,经过信号处理,输出低电压或者小电流信号,可用于监测磨削加工过程中的电流变化信息。本文将提取电流传感器的平均值作为监测不同砂轮在磨削加工过程中的磨削性能的特征参数之一。电流信号的平均值可表示为:
(9)
式中, 为电流信号样本数值,N为电流信号样本个数。
上述各传感器信号的特征参数,可以作为不同砂轮磨削性能在线监测模型的输入数据集来对模型进行训练,通过训练好的模型从而能够在线监测不同砂轮在相同磨削工艺参数条件下的磨削性能。
2.3. 基于POS优化BP神经网络算法的不同砂轮磨削性能评估方法
由于实际内圆磨削加工过程中磨削砂轮和工件都处于高速旋转状态,传统的磨削力传感器无法安装到有效位置,因此很难直接测量磨削加工过程中的磨削力。然而,如声发射传感器、振动传感器等比磨削力传感器方便安装,且还能靠近磨削加工区域足够近的距离,同时其信号与砂轮磨削切向力之间有着很好的线性关系 [17] 。因此,本文利用内圆磨削加工中声发射信号、功率信号、振动信号、电流信号以及位移信号来分析不同砂轮在磨削加工中的磨削性能。同时,由于粒子群算法的整体寻优能力和BP神经网络的局部寻优能力相结合达到优化BP神经网络的目的,从而能够更好的评估不同砂轮在磨削过程中的加工性能。因此,本文提出了一种基于多传感器信号与粒子群优化BP神经网络算法相结合的不同砂轮磨削性能在线监测方法,其具体评估流程如图3所示。

Figure 3. Flow chart of different grinding wheel grinding performance evaluation methods
图3. 不同砂轮磨削性能评估方法流程
由图3可知,本文内圆磨削不同砂轮加工性能在线监测方法主要由传感器信号采集、信号特征提取、模型预测以及预测分类结果四个部分组成。首先,利用不同传感器在线监测不同砂轮在内圆磨削加工过程的功率信号、声发射信号、振动信号、电流信号和位移信号,通过数据采集卡将传感器信号进行模数转换后传输到计算机上,利用通过LabView软件自行编写的数据采集软件对不同监测信号进行和保存。然后,计算不同砂轮其位移信号的标准差、AE和功率信号的时间常数、电流信号的平均值以及振动信号的均方根(RMS),将这些特征值数据样本作为POS-BP智能监测模型的输入样本。最后结合实验数据,通过将BP神经网络模型与POS-BP模型进行分析对比,表明了POS-BP监测模型比BP神经网络模型监测精度更高,实现了对不同砂轮的磨削性能进行在线监测。
3. POS优化BP神经网络算法模型
为了能够在线实时监测不同砂轮在进行内圆磨削时的磨削性能,保证磨削加工过程中工件磨削质量。本节利用粒子群优化BP神经网络算法,将上述传感器信号的特征值作为POS-BP模型的输入样本对其进行训练,然后通过训练好的模型来对不同砂轮在磨削加工过程中的磨削性能进行在线监测。
3.1. BP神经网络算法
BP神经网络(Back Propagation Network)是指前馈神经网络中的误差逆传播学习算法,是目前应用范围最广泛的人工神经网络,其通常由3个层次的神经元组成,分别为输入层、中间层(隐含层)及输出层。BP神经网络的主要特点是信号从输入层到输出层正向传输,而误差从输出层逆向传达到输入层 [18] 。BP神经网络具有较强的非线性拟合能力,可以很好的处理非线性的不同砂轮磨削性能监测相关数据。本文采用的不同砂轮磨削性能状态监测网络结构如图4所示。
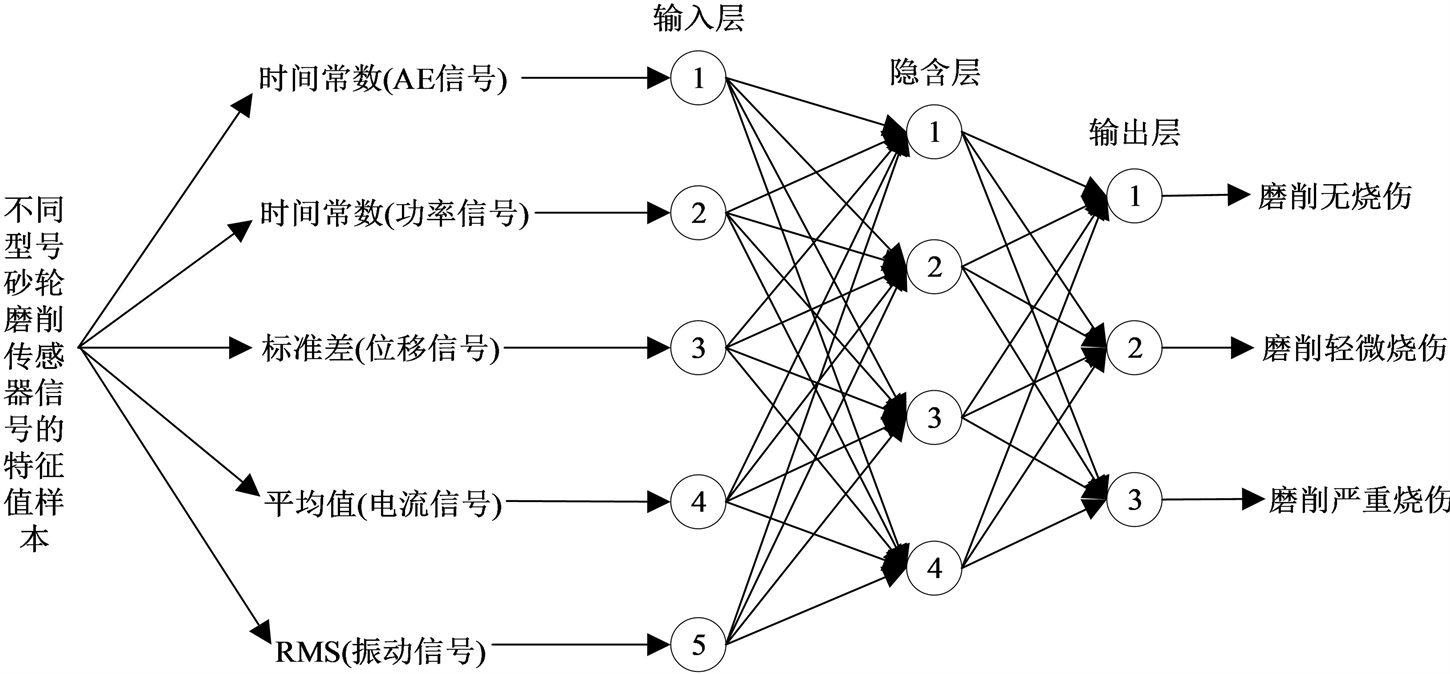
Figure 4. Network structure of condition monitoring of grinding performance of different grinding wheels
图4. 不同砂轮磨削性能状态监测网络结构
典型的三层BP神经网络由输入层,隐含层和输出层组成,其核心是通过一边向后传递误差,一边修正误差方法来不断调整网络的权值和阈值,以实现或逼近所希望的输入,输出映射关系。用三层BP神经网络来对不同砂轮磨削性能进行监测,输入层神经元数一般取m,与嵌入维数相同,隐层神经元数多为靠经验选取,这里记为p,输出层神经元数为3,即完成 。BP神经网络传递函数采用Sigmoid函数,输出为线性单元 [19] 。
隐层节点的输入:
(10)
式中, 是输入层到隐层的连接权值, 是隐层节点的阈值。
隐层节点的输出:
(11)
输出层节点的输入:
(12)
式中, 是隐层到输出层的连接权值, 是输出层的阈值。
输出层节点的输出:
(13)
输入不同砂轮磨削传感器信号的特征值样本,训练BP神经网络,得到训练好的网络,然后进行对不同砂轮磨削性能进行监测。
但是,BP神经网络开始训练之前的各层连接权值和阈值都是随机初始化的,这种随机初始化的值往往会使BP神经网络的收敛速度慢,精度低,容易陷入局部最小。
3.2. 粒子群优化算法(POS)
尽管BP神经网络具有很强的非线性映射能力,但是对本章研究的不同砂轮型号在磨削过程中的性能进行监测时,预测值与期望的误差仍然比较大。原因在于BP神经网络在不同砂轮的特征值数据样本训练过程中,初始权值和阈值是随机选取的,容易出现局部收敛极小点,从而降低拟合效果。为此采用POS算法对BP神经网络的初始权值和阈值进行优化,优化后的初始权值和阈值能使BP神经网络具有更好的收敛速度和更高的预测精度 [20] 。将粒子群算法的整体寻优能力和BP神经网络的局部寻优能力相结合达到优化BP神经网络的目的,从而能够更好的监测不同砂轮型号在磨削过程中的性能。下面将介绍粒子群优化算法。
在一个D维的搜素空间中,有n个粒子组成的种群 ,其中第i个粒子表示为一个D维的向量 ,代表第i个粒子在D维搜索空间中的位置,亦代表问题的一个潜在解。根据目标函数即可计算出每个粒子位置 对应的适应度值。第i个粒子的速度为 ,其个体极值为 ,种群的全局极值为 。
在每一次选代过程中,粒子通过个体极值和全局极值更新自身的速度和位置,更新公式如下:
(14)
(15)
(16)
式中,w为惯性权重, ; ;k为当前选代次数; 为粒子的速度; 和 为惯性权重值; 为最大迭代数; 和 为非负的常数,称为加速度因子; 和 为分布于[0, 1]之间的随机数。为防止粒子的盲目搜索,一般将其位置和速度限制在一定的区间 、 。
通过上述提出的粒子群优化算法来优化BP神经网络。首先对BP神经网络和粒子群的参数进行初始化,根据神经网络的结构来确定粒子种群规模的大小。然后将BP神经网络的预测误差作为粒子群的适应度函数,计算并比较粒子的适应度值,找到粒子的最优位置。最后通过粒子群算法得到的最优解来优化BP神经网络的权值,利用优化后的BP神经网络来对不同砂轮磨削性能进行预测。POS算法优化BP神经网络的流程图如图5所示。

Figure 5. POS optimization BP flow chart
图5. POS优化BP流程图
4. 实验研究
4.1. 实验设置
为了验证上述提出的粒子群算法优化BP神经网络对不同砂轮在相同磨削工艺参数下的磨削性能评估的可靠准确性,本实验采用机床型号为M215AMD215A的内圆磨床,利用电磁无心夹具装夹工件,工件为滚动球轴承外圈,其型号为91106,其外直径为75.2 mm,宽度为12.5 mm,内直径为68.5 mm,工件转速为8 r/s,并采用切入式磨削方法磨削工件,如图1所示。选用型号为3MQS100J、3MQS100K和SH/SK100K的三种砂轮在相同实验条件下分别进行磨削加工,三种型号砂轮的尺寸都为86 × 14 × 20 mm,采用金刚滚轮修整,当磨削加工3个工件后修整一次砂轮。本实验采用声发射传感器、功率传感器、电流传感器、振动传感器和电涡流位移传感器来监测不同砂轮磨削时的磨削性能,其中功率传感器安装在机床电器柜中用来监测磨削加工中砂轮电主轴功率变化情况,如图6(a)所示为功率传感器,其型号为GPW201-V3-A2-F1-P2-03,量程为50 kW。电流传感器与机床电源相接,安装在机床电器柜位置,其型号为MIK-DJI,如图6(b)所示为电流传感器。声发射传感器和振动传感器安装在靠近工件夹具处,采集磨削过程中的声发射信号和振动信号,安装位置如图6(c)所示,其中声发射传感器的型号以及测量频率范围分别为AE104S和50~200 kHz,振动传感器型号为SE920。电涡流位移传感器安装在机床砂轮架进给位置,其型号为DT3005-S2-M-C1,安装位置如图6(d)所示。同时,实验采用的数据采集硬件为NI公司的采集卡,并结合WinDaq软件来采集不同砂轮磨削加工过程中的功率信号、声发射信号、电流信号、振动信号以及位移信号。

Figure 6. Sensor installation diagram
图6. 传感器安装图
本实验基于上述所提出的砂轮性能评估方法和表1磨削加工参数,在相同的试验条件下分别采用不同砂轮进行磨削加工。在磨削加工过程中,采用不同砂轮进行磨削加工时,由于不同砂轮的硬度和粒度等都不相同,因此在磨削加工过程中其切削能力不同。而切削能力的大小,会使得磨削加工过程中产生的功率大小尽不相同,从而会导致工件表面产生不同程度的烧伤,此时功率传感器、电流传感器、位移传感器以及声发射传感器监测到不同砂轮磨削加工时所产生的各信号均会发生变化,如图7所示。

Table 1. Grinding parameters table
表1. 磨削加工参数表
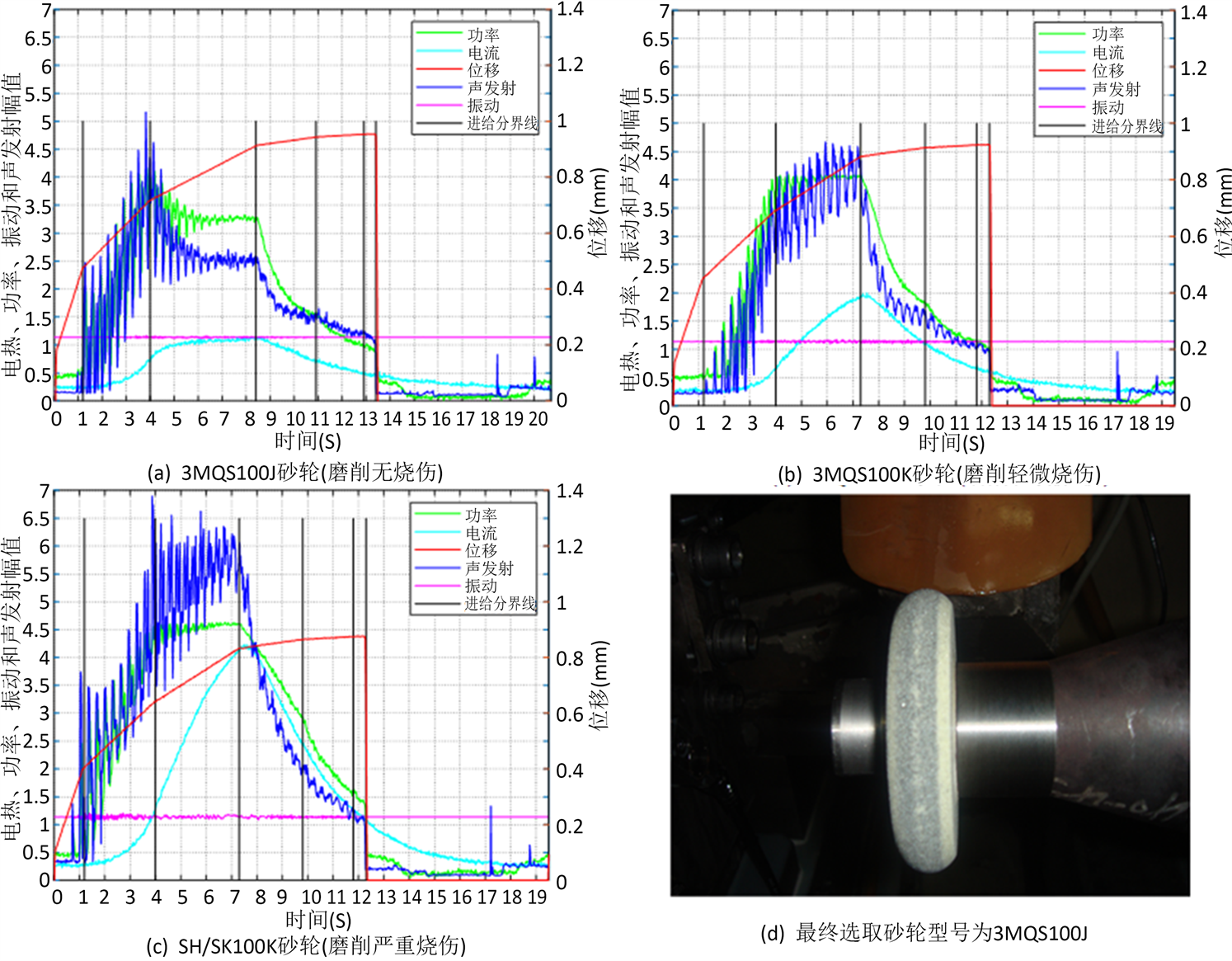
Figure 7. Signal diagram of different grinding wheels
图7. 不同砂轮信号图
通过信号的变化可以反应加工工件在不同砂轮进行磨削加工时产生的烧伤程度。因此,本文可以通过上述提出的粒子群算法优化BP神经网络模型对不同砂轮磨削过程中的声发射信号、功率信号、电流信号以及位移信号进行分析。
4.2. 传感器信号特征参数提取分析
由上述对时间常数 分析可知,时间常数能够间接监测不同砂轮在相同工艺参数条件下的磨削性能。如图8和图9所示,分别计算了一组型号为3MQS100J、3MQS100K和SH/SK100K砂轮的功率信号和声发射信号的时间常数 ,其中砂轮型号3MQS100J的功率信号和声发射信号的时间常数 分别为0.9455和0.9519,砂轮型号3MQS100K的功率信号和声发射信号的时间常数 分别为1.4253和0.5833,砂轮型号SH/SK100K的功率信号和声发射信号的时间常数 分别为2.9815和1.0032。由此得知,不同砂轮磨削时其磨削性能的变化,使得与之对应的时间常数 的大小也会发生变化。因此,功率信号和声发射信号的时间常数 可以作为粒子群优化BP神经网络模型监测不同砂轮磨削性能的输入训练样本。
为了监测不同砂轮磨削时的磨削性能,需要对不同砂轮在相同磨削工艺参数下进行磨削加工时采集到的声发射信号、功率信号、电流信号、振动信号以及电涡流位移信号进行特征值提取。将型号为3MQS100J、3MQS100K和SH/SK100K的砂轮在磨削加工过程中工件表面产生的不同程度烧伤依次定为磨削无烧伤、磨削轻微烧伤和磨削严重烧伤,且不同的磨削烧伤程度分别赋值为1、2、3,与三种状态一一对应。分别将上述三种砂轮磨削时的声发射信号、功率信号、电流信号、振动信号以及电涡流位移信号进行特征提取,并将各信号特征值作为样本数据。由于不同砂轮磨削时,工件表面产生不同程度烧伤的各传感器信号值有明显的不同,因此选取声发射信号的时间常数、功率信号的时间常数、位移信号的标准差、振动信号的RMS以及电流信号的平均值作为特征值。通过计算得到的特征值如表2、表3、表4和图10所示。

Figure 8. Time constant of power signal for different grinding wheel models
图8. 不同砂轮型号功率信号时间常数

Figure 9. Time constant of acoustic emission signal for different grinding wheel models
图9. 不同砂轮型号声发射信号时间常数
Table 2. Grinding wheel model is 3MQS100J various signal characteristic parameters
表2. 砂轮型号为3MQS100J各信号特征参数
Table 3. Grinding wheel model is 3MQS100K various signal characteristic parameters
表3. 砂轮型号为3MQS100K各信号特征参数
Table 4. Grinding wheel model is SH/SK100K signal characteristic parameters
表4. 砂轮型号为SH/SK100K各信号特征参数
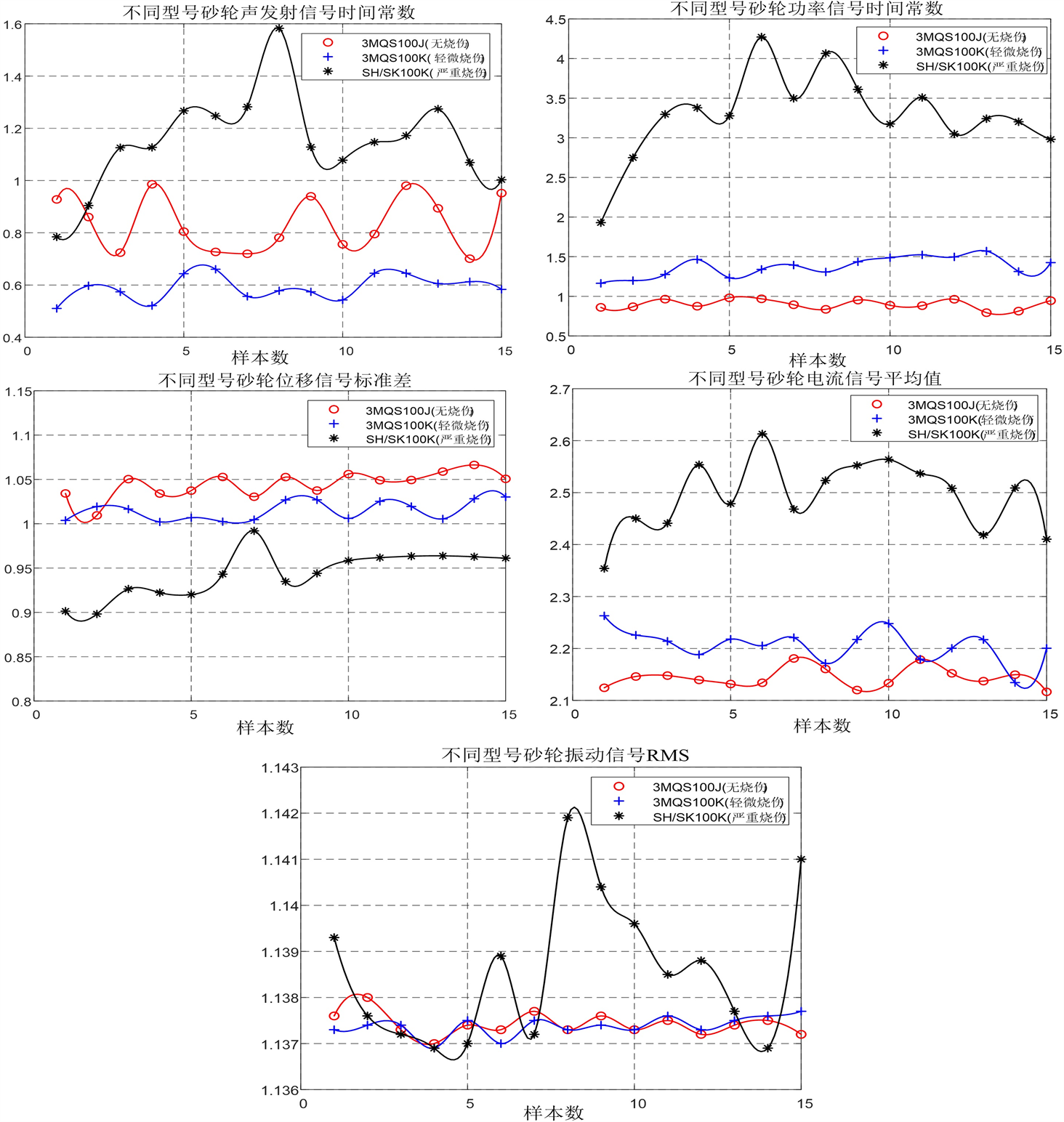
Figure 10. Eigenvalues of different grinding wheel signals
图10. 不同砂轮信号特征值
由图11可以看出,各传感器信号的特征参数值在不同砂轮磨削时会呈现一定的变化规律。因此,可以将上述计算得到的各传感器信号特征参数值作为POS-BP神经网络模型的输入训练样本,以实现对不同砂轮磨削性能在线监测。
5. 模型识别结果分析
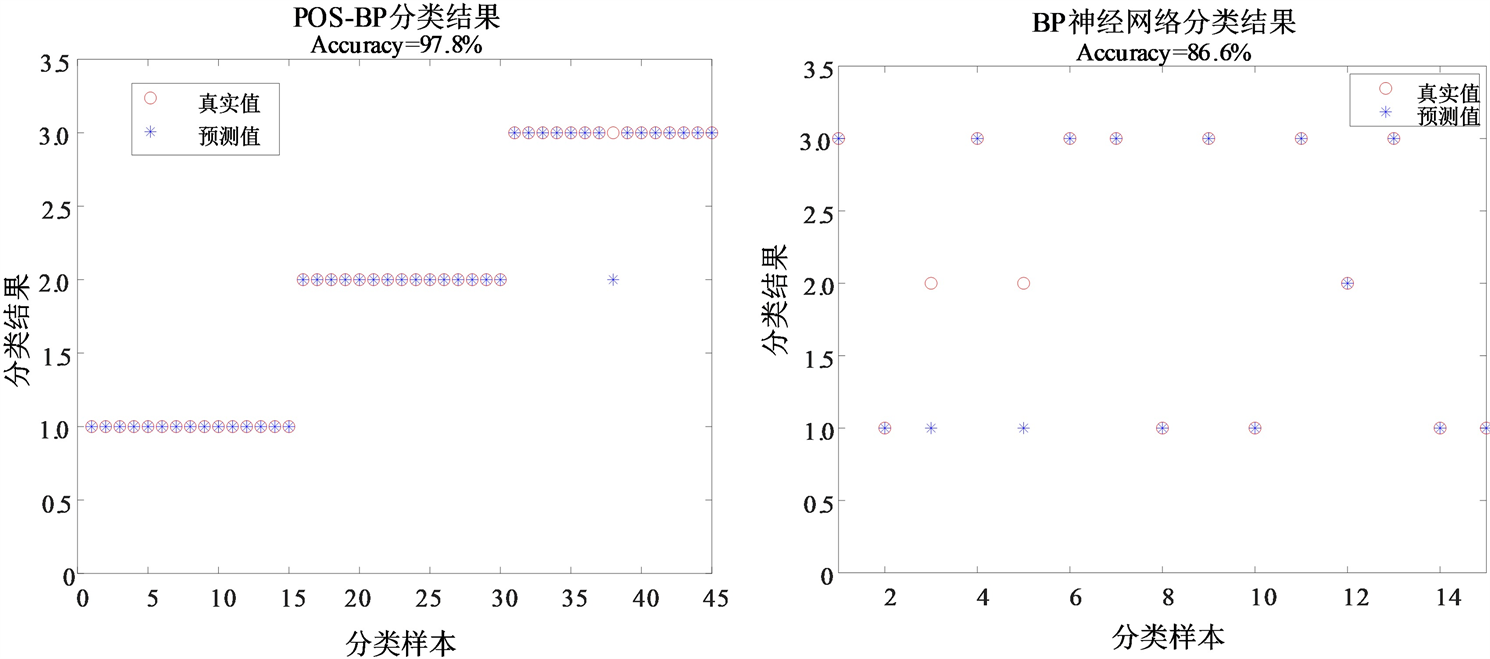
通过对砂轮型号为3MQS100J、3MQS100K和SH/SK100K的各信号进行特征提取后,分别使用粒子群算法优化BP神经网络模型和BP神经网络对不同砂轮进行磨削时工件表面产生的烧伤程度进行预测。将上述提取到的45组不同砂轮的信号特征值作为训练样本进行学习训练,在样本中,前15组是砂轮型号为3MQS100J的各信号特征值,即磨削工件为无烧伤状态。中间15组是砂轮型号为3MQS100K的各信号特征值,即磨削工件为轻微烧伤状态,后15组是砂轮型号为SH/SK100K的各信号特征值,即磨削工件为严重烧伤状态。将45组样本数据作为训练和测试数据代入POS-BP神经网络模型进行分类监测,得到的模型分类结果如图11(a)所示。随机选取45组特征样本数据中的30组作为训练样本,15组为测试样本,代入到BP神经网络模型中学习训练,得到的模型分类结果如图12(b)所示。
从图12中可知,POS-BP神经网络模型和BP神经网络模型对不同砂轮磨削时产生的烧伤程度的识别平均准确率分别约为97.8%和86.7%。因此,从实验结果分析上看,POS-BP神经网络的识别准确率相比BP神经网络来说更高,可以将POS-BP模型的识别结果与实际的不同砂轮磨削时产生的烧伤程度视为相同。但是,为了防止模型单次训练测试结果出现的偶然性,分别对BP神经网络模型和POS-BP神经网络模型连续运行十次,并计算每次模型监测的准确率,得到结果图12所示。
由图11结果可知,POS-BP模型监测不同砂轮的磨削性能的平均准确率为97.6%,而BP神经网络模型监测不同砂轮的磨削性能的平均准确率为86.5%。由此可知,通过粒子群优化算法,能够改善BP神经网络在不同砂轮的特征值数据样本训练过程中,初始权值和阈值的随机选取以及容易出现局部收敛极小点的缺陷,从而能够在监测不同砂轮在磨削过程中的性能时准确率更高。因此,可以通过POS-BP神经网络模型实现对不同砂轮的磨削性能进行在线监测,选择出合适的砂轮进行磨削加工,以避免工件表面出现烧伤等问题,从而保证工件表面质量和磨削加工效率。
 (a) POS-BP分类结果 (b) BP神经网络分类结果
(a) POS-BP分类结果 (b) BP神经网络分类结果
Figure 11. Model prediction results
图11. 模型预测结果

Figure 12. Model evaluation accuracy
图12. 模型评估准确率
6. 结论
本文主要研究了内圆磨削加工中不同砂轮磨削性能在线监测方法,基于对多传感器信号的特征参数分析,提出了POS-BP算法模型对内圆磨削加工中在相同实验参数条件下不同砂轮的磨削性能进行在线实时监测,并通过不同砂轮磨削加工实验进行了验证,得到了如下结论:
1) 本文基于理论和实验对内圆磨削不同砂轮在相同实验条件下进行磨削时的磨削性能进行研究,通过采集分析声发射信号、功率信号、振动信号、位移信号以及电流信号的特征参数实现对不同砂轮磨削性能的在线监测,从而保证磨削加工工件表面质量达到加工指标。
2) 本文根据声发射信号、功率信号、振动信号、位移信号以及电流信号的特点,计算了不同砂轮的位移信号的标准差、AE和功率信号的时间常数、电流信号的平均值以及振动信号的均方根(RMS)来作为监测模型的输入数据样本。
3) 本文根据各传感器的特征值数据样本及粒子群优化算法对BP神经网络的全局寻优功能,建立了POS-BP在线监测模型对不同砂轮磨削性能进行精准监测。
4) 通过各传感器信号对不同砂轮磨削性能的研究,并将传感器信号特征值样本代入到BP神经网络进行监测对比,验证了POS-BP的有效性,其平均监测准确率能高达97.6%。
基金项目
国家自然科学基金(编号):51605294。
文章引用
李怡霖,迟玉伦,谭永敏,陈 晨,熊 力,吴 梦. 内圆切入磨削不同砂轮磨削性能在线监测模型研究
Research on Online Monitoring Model of Grinding Performance of Different Grinding Wheels in Internal Plunge Grinding[J]. 建模与仿真, 2023, 12(04): 3846-3863. https://doi.org/10.12677/MOS.2023.124352
参考文献
- 1. 周康康, 曹毅, 徐刚强. 通机凸轮轴凸轮表面磨削振纹分析[J]. 机电信息, 2019(26): 96-97.
- 2. 唐军, 马忠宝, 马术文, 江磊. 平行砂轮磨削球头立铣刀后刀面的轨迹算法研究[J/OL]. 机械设计与制造: 1-7. https://doi.org/10.19356/j.cnki.1001-3997.20230414.001, 2023-05-12.
- 3. 朱从容, 李伟, 于天明. 铸铁结合剂金刚石砂轮ELID磨削硬质合金的性能研究[J]. 金刚石与磨料磨具工程, 2008(6): 5-8.
- 4. 梁桂强, 周晓勤, 赵菲菲, 邵芳. SiCp/Al超声振动辅助磨削砂轮选择方法研究[J]. 功能材料, 2016, 47(1): 1255-1258+1262.
- 5. 刘贵杰, 巩亚东, 王宛山. 基于VB环境的砂轮智能选择系统开发[J]. 东北大学学报, 2002, 23(12): 1181-1184.
- 6. 罗红波, 孟令锋, 唐才学. 基于神经网络的磨削参数智能选择[J]. 四川大学学报(工程科学版), 2008, 40(4): 176-180.
- 7. Koo, Y., Kwak, J.-S., Heo, S.-T. and Lee, J.H. (2005) A Comparative Study on Selection of CBN Wheel and Test Result of Its Performance for Groove Grinding of LM GuideBlock(CBN Grinding Technology). In: Proceedings of International Conference on Leading Edge Manufacturing in 21st Century: LEM21, The Japan Society of Mechanical Engineers, Tokyo, 679-684. https://doi.org/10.1299/jsmelem.2005.2.679
- 8. Leng, J.H. (2014) Grinding Wheel Abrasive in Material Selection Using Fuzzy Grey Relation Analysis Method. Advanced Materials Research, 1022, 18-21. https://doi.org/10.4028/www.scientific.net/AMR.1022.18
- 9. 迟玉伦. 基于功率信号的切入式磨削工艺优化关键技术研究[D]: [博士学位论文]. 上海: 上海理工大学, 2016.
- 10. 高尚, 李洪钢, 康仁科, 等. 新一代半导体材料氧化镓单晶的制备方法及其超精密加工技术研究进展[J]. 机械工程学报, 2021, 57(9): 213-232.
- 11. Chen, X., Rowe, W.B., Mills, B. and Allanson, D.R. (1996) Analysis and Simulation of the Grinding Process. Part III: Comparison with Experiment. Interna-tional Journal of Machine Tools and Manufacture, 36, 897-906. https://doi.org/10.1016/0890-6955(96)00118-6
- 12. 刘涛, 邓朝晖, 罗程耀, 吕黎曙, 李重阳, 万林林. 基于动态磨削深度的非圆轮廓高速磨削稳定性建模与分析[J]. 机械工程学报, 2021, 57(15): 264-274.
- 13. Tawakoli, T. (2008) Devel-opments in Grinding Process Monitoring and Evaluation of Results. International Journal of Mechatronics and Manufacturing Systems, 1, 307-320. https://doi.org/10.1504/IJMMS.2008.023221
- 14. 姜晨, 李郝林. 基于声发射信号的精密外圆切入磨削时间评估算法及试验研究[J]. 机械工程学报, 2014, 50(5): 194-200.
- 15. Chi, Y., Gu, J. and Li, H. (2019) Grinding Wheel Wear Monitoring Based on the Time Constant and Support Vector Machine. Journal of the Chinese Society of Mechani-cal Engineers, 40, 341-353.
- 16. Hecker, R.L., Liang, S.Y., Wu, X.J., Xia, P. and Jin, D.G.W. (2007) Grinding Force and Power Modeling Based on Chip Thickness Anlaysis. The International Journal of Advanced Manufacturing Technology, 33, 449-459. https://doi.org/10.1007/s00170-006-0473-y
- 17. 迟玉伦, 李郝林. 基于时间常数外圆切入磨削砂轮钝化的监测方法[J]. 中国机械工程, 2016, 27(2): 209-214.
- 18. 张捍东, 陶刘送. 粒子群优化BP算法在液压系统故障诊断中应用[J]. 系统仿真学报, 2016, 28(5): 1186-1190. https://doi.org/10.16182/j.cnki.joss.2016.05.025
- 19. 卢辉斌, 李丹丹, 孙海艳. PSO优化BP神经网络的混沌时间序列预测[J]. 计算机工程与应用, 2015, 51(2): 224-229+264.
- 20. Yu, Q. and Peng, J. (2011) Music Category Based on Adaptive Mutation Particle Swarm Optimization BP Neural Network. In: Wu, Y., Ed., Advances in Computer, Communication, Control and Automation. Lecture Notes in Electrical Engineering, Vol. 121, Springer, Berlin, 657-663.