Material Sciences
Vol.
09
No.
01
(
2019
), Article ID:
28528
,
9
pages
10.12677/MS.2019.91006
Optimization Research on Design Method of Cold Recycled Asphalt Mixtures in Highway Reconstruction and Expansion
Zhao Dong1, Na Wang2, Ya Zhang3, Shoulian Zhang4, Qiang Sun1
1Shandong Transportation Research Institute, Jinan Shandong
2Shandong Hi-Speed Company Limited, Jinan Shandong
3Shandong Lu Qiao Group CO. LTD, Jinan Shandong
4Anqing Highway Administration Bureau, Anqing Anhui

Received: Dec. 24th, 2018; accepted: Jan. 11th, 2019; published: Jan. 18th, 2019

ABSTRACT
Combined with emulsified asphalt cold recycled mixture test section in an expressway reconstruction and expansion project, emulsified asphalt cold recycled mixture was designed by rotary compaction method and big Marshall method, and optimum moisture content, volume index and performance of the mixture between the two Molding methods were analyzed. The results showed that there was a certain difference in the technical indicators of mixture between the two molding methods. The volume index and performance index of mixture through 70 times by rotary compaction and double-sided 150 times by big Marshall compaction were similar. By comparison with core condition of test road, mixture molding method of 70 times by rotary compaction and double-sided 150 times by big Marshall compaction was determined in this project.
Keywords:Road Engineering, Emulsified Asphalt Cold Recycled Asphalt Mixture, Rotary Compaction, Marshall, Volume Index
高速公路改扩建中乳化沥青冷再生混合料设计方法优化研究
董昭1,王娜2,张亚3,张守连4,孙强1
1山东省交通科学研究院,山东 济南
2山东高速股份有限公司,山东 济南
3山东省路桥集团有限公司,山东 济南
4安庆市公路管理局,安徽 安庆
收稿日期:2018年12月24日;录用日期:2019年1月11日;发布日期:2019年1月18日

摘 要
结合某高速改扩建工程乳化沥青冷再生试验段,分别对乳化沥青厂拌冷再生混合料采用旋转压实成型方法和大马歇尔成型方法进行混合料的设计,对两种成型方法的混合料最佳含水率、混合料的体积指标、混合料的性能进行分析。实验结果表明,两种设计方法的混合料技术指标存在一定的差异,项目采用旋转压实70次和采用大马歇尔双面击实150次的混合料体积指标和性能指标相近,通过与试验路取芯状况的对比,确定本项目采用马歇尔双面击实150次和旋转压实70次作为本项目的混合料成型方法。
关键词 :道路工程,乳化沥青冷再生沥青混合料,旋转压实,马歇尔,体积指标

Copyright © 2019 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
乳化沥青冷再生技术可实现旧沥青路面材料的循环利用,作为一种节能、环保的绿色低碳技术在交通运输行业已有一部分的应用,但是在高速公路改扩建中的应用还处于初级阶段。
乳化沥青冷再生沥青混合料主要采用废旧沥青铣刨料和新集料,按照一定的级配,用乳化沥青、水泥作为粘结剂,常温下重新拌和压实形成基层或面层混合料,由于充分利用旧路材料,该项技术能够有效节约资源、保护环境、降低公路养护成本。近年国内外对乳化沥青冷再生技术进行了大量研究和应用实践,我国还颁布了相关施工技术规范 [1] [2] [3] [4] 。乳化沥青冷再生混合料的设计,目前主要是根据JTG F41-2008《公路沥青路面再生技术规范》,但在实际应用中发现规范中的马歇尔击实法 [5] 不能反映路面材料的实际使用情况。乳化沥青冷再生混合料与传统热拌沥青混合料相比,其内部的旧沥青路面材料存在一定的弹性,采用马歇尔设计方法较难以击实。本文以某高速改扩建项目乳化沥青冷再生试验段为依托,对乳化沥青冷再生沥青混合料的配合比设计进行比选,并结合试验路的状况,进行对比分析。
2. 原材料及级配设计
2.1. 铣刨料(RAP)
本研究中,RAP的来源于山东某高速公路改扩建项目,RAP筛分及各项指标试验结果见表1和表2。
2.2. 矿料
集料采用石灰岩碎石,规格为10~20 mm。矿粉采用磨细石灰岩矿粉,其中矿粉中含有25%的石灰。矿料筛分及各项指标试验结果满足规范要求。

Table 1. RAP screen analysis
表1. RAP筛分结果
Table 2. RAP various indexes test results
表2. RAP各项指标试验结果
2.3. 乳化沥青
采用改性乳化沥青,试验结果见表3。
Table 3. RAP modified emulsified asphalt test
表3. 改性乳化沥青试验结果
2.4. 水泥
水泥采用P·C32.5水泥,试验结果见表4。
2.5. 级配设计
参考《公路沥青路面冷再生技术规范》JTG F41-2008的级配范围,根据原材料筛分试验结果合成级配,采用冷再生混合料掺配比例见表5,对应合成设计级配见图1。
Table 4. Various indexes test for cement
表4. 水泥各项指标试验结果
Table 5. Gradation of cold recycled asphalt mixtures
表5. 冷再生合成比例

Figure 1. Gradation of cold recycled asphalt mixtures
图1. 冷再生合成级配
3. 最佳液体含量与最佳乳化沥青用量确定
采用旋转压实试验 [4] 和大马歇尔试验进行对比分析,旋转压实试验采用得旋转压实仪内旋角为1.17˚,压力为600 KPa,马歇尔试验采用大马歇尔成型方法,试模内径采用152.4 mm。
3.1. 最佳液体含量确定
根据《沥青路面再生技术规范》JTG F41-2008的实验要求,乳化沥青冷再生采用重型击实试验方法确定混合料的最佳外加水量。但根据实验的经验,笔者认为最佳液体含量更为确切,最佳液体含量指乳化沥青用量与最佳外加水量的总和,因为在乳化沥青冷再生混合料体系中,乳化沥青以液体方式存在,虽然其中有沥青成分,但是基本性质属于液体,且粘度较小。
旋转压实试验分别采用旋转压实30次、50次、70次和90次,对比组为重型击实试验确定的含水量。
混合料按照级配进行配制,乳化沥青为相对于骨料外加3.5%,水泥相对于骨料外加1.5%,外加水量按照2.5%、3.0%、3.4%、4.0%、4.5%进行调整。试验结果见表6和图2:
Table 6. Different shaping methods determine the optimum amount of water added
表6. 不同成型方法确定最佳外加水量

Figure 2. Different shaping methods determine the optimum amount of water added
图2. 不同成型方法确定最佳外加水量
从数据分析,采用旋转压实30次,在4.5%含水量条件下,并不能确定最佳含水量,冷再生混合料的密度较其他实验组小;采用旋转压实50次,混合料在4.0%和4.5%外加水量条件下,混合料的密度趋于稳定,最佳外加水量可以定为4.5%;采用旋转压实70次,确定最佳外加水量为3.5%;采用旋转压实90次,确定最佳外加水量为3.0%;采用规范的重型击实试验确定的最佳外加水量为4.0%。通过对孔隙率的分析,在达到相同空隙率条件下,旋转压实次数越多,确定的最佳外加水量越小,既压实功越大,确定的混合料的最佳外加水量越小。
由于本项目中采用空隙率小于12%的控制要求,因此初步确定乳化沥青冷再生混合料的压实次数为70次。确定的最佳外加水量为3.5%,对应的最佳液体含量为7.0%。对比重型击实确定最佳液体含量,重型击实成型试件的空隙率明显大于旋转压实70次对应的混合料空隙率,且最佳液体含量为7.5%。因此重型击实的击实功明显小于旋转压实70次。因此选择旋转压实确定的最佳液体含量空隙率在控制指标范围内,与实际设计更加匹配,而采用重型击实确定的最佳液体含量整体偏大,且击实功不能与混合料的后续成型方式匹配。
3.2. 最佳乳化沥青用量确定
确定最佳乳化沥青用量,是混合料在保证最佳液体含量不变的情况下,通过调整外加乳化沥青和外加水的比例,采用旋转压实70次,进行试件的成型,成型好的时间在60℃的烘箱中养生48小时,试件放凉后进行体积指标的检测并测定15℃劈裂强度。试验结果见表7和图3:
Table 7. Determine the optimum amount of emulsified asphalt
表7. 确定最佳乳化沥青用量
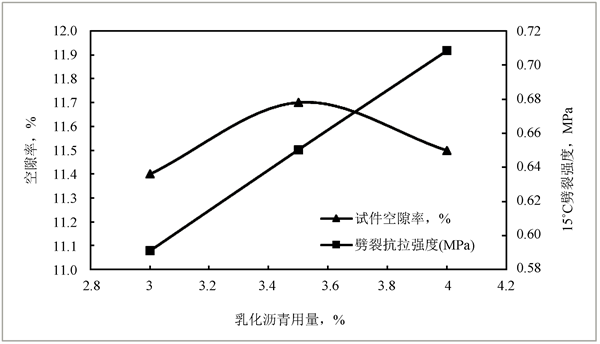
Figure 3. Determine the optimum amount of emulsified asphalt
图3. 确定最佳乳化沥青用量
从实验结果分析,在不该面混合料总液体含量的条件下,适当改变乳化沥青的用量,混合料的空隙率并未发生较大的变化,变化幅度在5%以内,可以认为影响并不显著,但是混合料的15℃劈裂强度随着乳化沥青用量的增加,增长幅度明显。本项目按照要求,混合料15℃劈裂强度要求大于0.5 MPa,综合混合料的性能和经济因素,确定冷再生混合料的最佳乳化沥青用量为3.5%。
4. 不同成型方法的冷再生混合料性能研究
根据本条高速技术文件的要求,乳化沥青冷再生混合料的性能指标包括15℃劈裂强度、干湿劈裂强度比、冻融劈裂试验 [6] 。
性能对比实验的试验方法采用大马歇尔试验方法与旋转压实试验方法,由于《沥青路面再生技术规范》JTG F41-2008中并未规定乳化沥青冷再生采用大马歇尔进行实验研究,故将大马歇尔试验分为一次击实和两次击实,一次击实分别采用双面112次和双面150次,两次击实采用先双面击实75次,而后将混合料在60℃烘箱中养生48小时,然后将试件取出立即双面击实37次。混合料的乳化沥青用量按照3.5%,最佳液体含量按照7.0%。
4.1. 干湿劈裂强度试验
Table 8. Splitting strength under different forming methods
表8. 不同成型方式下劈裂强度

Figure 4. Splitting strength under different forming methods
图4. 不同成型方式下劈裂强度
混合料的体积指标和混合料的劈裂强度指标以旋转压实实验的数据为参照,从混合料体积指标角度分析,采用传统的双面击实112次的击实方式混合料的空隙率为11.7,空隙率较大,混合料在此击实功条件下无法有效击实。当击实采用双面击实150次时,混合料的空隙率为10.0与旋转压实的混合料空隙率10.6相当,可以认为二者的击实功相当。采用二次击实的方法成型试件的空隙率为11.1,较旋转压实的空隙率略高,主要是此种击实方法,混合料在养生48小时后,在60℃的温度下完成第二次的击实,混合料试件的高度会有一定程度的降低,空隙率有个减小的过程。
从混合料劈裂强度角度分析,由于采用传统的双面击实112次的击实方式混合料的空隙率较大,混合料不够密实,其劈裂强度为0.61 MPa,较旋转压实成型的强度低。采用双面击实150次,混合料的劈裂强度与旋转压实成型试件的劈裂强度接近,可以认为乳化沥青冷再生混合料旋转压实70次的压实功与马歇尔双面击实150次的击实功相同。采用二次击实的方法成型试件的劈裂强度为0.50 MPa,混合料整体的劈裂强度偏低,分析其主要原因在于混合料在进行二次击实时,会导致混合料内部的水泥结构发生损害,混合料的内部强度主要靠沥青的粘结力形成,因此导致劈裂强度的降低。
4.2. 冻融劈裂试验
采用不同的成型方法成型混合料试件,并将试件进行必要的养生,为了更好地模拟混合料的路用性能,混合料正常烘箱内养生后常温室内放置7天,而后将试件随机分成两组,一组置于室内常温中,一组进行冻融试验。冻融条件是将试件饱水后,用塑料膜将试件紧紧包起来,然后将试件放入塑料袋中,每袋加入10 ± 0.5毫升水,将袋口扎紧,将试件放入−18℃ ± 3℃的冰柜中至少16小时后取出。将冻融试件组和干试件组分别放入25℃ ± 0.5℃的水域中2小时后,在25℃ ± 0.5℃的条件下测试试件的间接拉伸强度。试验结果见表9和图5:
Table 9. Freeze thaw split test result
表9. 冻融劈裂试验结果

Figure 5. Freeze thaw split test result under different forming methods
图5. 不同成型方式下冻融劈裂强度
从冻融劈裂数据分析,双面击实112次的冷再生混合料空隙率高,混合料在冻融试验时混合料的吸水率高,经过冻融循环,混合料劈裂强度低,冻融劈裂强度比低。二次击实的试件情况同双面击实112次的情况相同。双面击实150次和旋转压实70次的试件空隙率基本相同,劈裂强度相对较高,冻融劈裂强度比也较高。
从另一个层面,对于乳化沥青厂拌冷再生混合料,混合料的空隙率对冻融劈裂试验的影响大,大的空隙率会导致过多水分进入到混合料的试件内部,在经历冻融循环后,混合料内部发生损伤情况更为严重,最终导致冻融劈裂强度比较低。
5. 结语
1) 结合某高速改扩建工程乳化沥青厂拌冷再生项目的实施,研究了不同设计方法对乳化沥青冷再生混合料的影响,研究证明,在不同的成型方法下,确定的混合料最佳液体含量不同,采用旋转压实70次和马歇尔双面击实150次确定的混合料最佳液体含量相当,且能达到设计要求。
2) 从混合料劈裂强度角度分析,由于采用传统的双面击实112次的击实方式混合料的空隙率较大,混合料密实度差,其劈裂强度较低。采用双面击实150次,混合料的劈裂强度与旋转压实成型试件的劈裂强度接近,可以认为乳化沥青冷再生混合料旋转压实70次的压实功与马歇尔双面击实150次的击实功相同。采用二次击实的方法成型试件的劈裂强度为0.50 MPa,混合料整体的劈裂强度偏低。最终确定采用旋转压实70次功与马歇尔双面击实150次成型的试件进行劈裂强度更加合理。
3) 通过冻融劈裂数据试验,对于乳化沥青厂拌冷再生混合料,混合料的空隙率对冻融劈裂试验的影响大,大的空隙率会导致过多水分进入到混合料的试件内部,在经历冻融循环后,混合料内部发生损伤情况更为严重,最终导致冻融劈裂强度比较低。因此选用旋转压实70次功与马歇尔双面击实150次成型会使混合料的抗水损害性能更加。
文章引用
董 昭,王 娜,张 亚,张守连,孙 强. 高速公路改扩建中乳化沥青冷再生混合料设计方法优化研究
Optimization Research on Design Method of Cold Recycled Asphalt Mixtures in Highway Reconstruction and Expansion[J]. 材料科学, 2019, 09(01): 36-44. https://doi.org/10.12677/MS.2019.91006
参考文献
- 1. 马志刚, 弓锐, 韩浩强. 改性乳化沥青与乳化沥青冷再生混合料性能对比[J]. 石油沥青, 2018, 32(3): 32-35.
- 2. 蒋应军,韩占闯. 级配对乳化沥青冷再生混合料路用性能影响[J]. 大连理工大学学报, 2018, 58(6): 607-614.
- 3. 中华人民共和国交通部. JTG F41-2008. 公路沥青路面再生技术规范[S]. 北京: 人民交通出版社, 2008.
- 4. American Association of State Highway and Transportation Officials (AASHTO). Standard Specifications for Transportation Materials and Methods of Sampling and Testing (30th Edition). AASHTO, 2010.
- 5. 中华人民共和国交通部. JTG E20-2011. 公路工程沥青及沥青混合料试验规程[S]. 北京: 人民交通出版社, 2011.
- 6. Standard Test AASHTO. Standard Method of Test for Resistance of Compacted Asphalt Mixtures to Moisture-Induced Damage. AASHTO T283-03, 2003.