Mechanical Engineering and Technology
Vol.
07
No.
05
(
2018
), Article ID:
27094
,
8
pages
10.12677/MET.2018.75041
Design of New Non-Axial Feed Gear Honing Machine Based on PCI Control
Lijuan Yu, Jian Lei, Xuecheng Zhang, Xinxu Guo
School of Mechanical and Aerospace Engineering, Jilin University, Changchun Jilin

Received: Sep. 14th, 2018; accepted: Oct. 4th, 2018; published: Oct. 11th, 2018

ABSTRACT
A new type of non-axial feed gear honing machine is designed and manufactured. This machine is mainly composed of machine frame, involute worm type grinding wheel, servo motor, spindle drive system and workpiece axis system. The control system of machine controls two synchronous servomotors with PCI-1010 motion control card as the core, and the rigid connection spindle drive system of the motor is dragged by the honing wheel to realize the operation of the tool, synchronous grinding, differential feed and reset during the process of grinding gear. The PCI-1010 motion control card is connected with the synchronous servo driver to obtain the position information of the worm type honing wheel. The control program is written by VB. The visual interface is designed and developed to meet the actual requirements of the machine. Processing and manual processing mode can be selected. The operator only needs to modify the corresponding parameters and clicking on the different instruction buttons.
Keywords:Non-Axial Feed, Honing Machine Tools, Servo Motor Control
基于PCI控制的新型无轴向进给齿轮珩磨样机的设计
于立娟,雷健,张学成,郭新旭
吉林大学机械与航空航天工程学院,吉林 长春
收稿日期:2018年9月14日;录用日期:2018年10月4日;发布日期:2018年10月11日

摘 要
设计制造了新型无轴向进给齿轮珩磨机床样机,该机床样机结构主要由机床架、渐开线蜗杆型珩磨砂轮、伺服电机、主轴传动系统、工件轴系统构成。机床控制系统以PCI-1010运动控制卡为核心控制两台伺服电机同步运行,电机刚性连接主轴传动系统拖动珩磨砂轮实现机床磨削齿轮过程中的对刀、同步磨削、差速进给、复位等操作。PCI-1010运动控制卡与伺服电机驱动器连接,获取蜗杆型珩磨砂轮轴的运动信息,通过VB编写控制程序同时设计开发出满足机床实际要求的可视化界面,机床操作人员通过修改相应的参数并点击不同的指令按钮控制机床进行自动加工和手动加工模式。
关键词 :无轴向进给,珩磨机床,伺服电机控制

Copyright © 2018 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
珩齿是对淬硬齿轮进行精加工的一种常用方法,齿轮珩磨机床是一种精加工齿轮的专用设备 [1] 。从珩齿原理角度看,新型无轴向进给齿轮珩磨机床属于外啮合珩磨齿轮,与传统齿轮珩磨机床相比该机床样机采用两台伺服电机分别控制两个渐开线蜗杆型珩磨砂轮模式,简化了机床结构与机床运动形式,使得机床无须采用大型的精密轴承以及性能先进的多轴联动数控系统,极大降低了机床的加工制造成本的同时使得机床后期的使用和维护成本极为低廉。同时在一定程度上提高齿轮的加工精度,设备简单,降低对机床操作人员的使用要求。
本文介绍了一种新型的用于精加工齿轮的珩磨机床,该机床采用PCI运动控制卡控制伺服电机带动两套同步的主轴系统从而拖动两个渐开线蜗杆型珩磨砂轮对齿轮的两侧齿面进行同时强制珩磨,通过电机内置编码器反馈两砂轮的运动信息,运动控制卡判断后确定下一步对应的执行动作方式。新型珩磨机床的优点是传动机构与电机刚性连接,减少装配误差,同时减轻机床结构的复杂程度,降低加工制造成本。该机床的控制方式是以PCI-1010运动控制卡为核心,通过VB语言的二次开发编写电机控制程序,设计搭建机床控制系统人机界面,使操作人员进行短期培训即可熟练操作机床,磨削齿轮的同时保证了加工工件的精度 [2] 。
2. 齿轮珩磨机床的物理模型
左右两齿面珩磨砂轮对被加工齿轮两侧齿面进行强制珩磨的原理,如图1所示,以Rb1基圆柱展开的右旋渐开螺旋面齿面Σ1和以Rb2为基圆柱的基圆螺旋角为βb2的齿轮齿面Σ2在共切面Q处相切,公切线为ML。此处ML即为螺旋渐开面的发生直母线。以Σ1作为蜗杆型珩磨轮的螺旋磨削面,ML为珩磨轮的发生直母线,当平面Q绕基圆柱Rb2做纯滚动时,ML的轨迹为被加工斜齿轮的齿廓齿面 [3] [4] 。当两轴交角θ = β1 + β2 = 90˚时,用于实现垂直交叉磨削以Σ1为齿面的斜齿轮。
根据实际生产使用要求,该机床工作相关参数主要包括:
1) 机床转速范围:两主轴转速(拖动珩磨砂轮) 30~1600 prm;2) 机床加工齿轮精度等级5~6级(GB/T10095.1-2001);3) 机床加工齿宽尺寸 ≤ 12 mm;4) 机床尺寸为900 × 610 × 330 mm;5) 机床自由度为3个;6) 机床最大加工尺寸R为280 mm。
该机床共有三个旋转运动,即左砂轮旋转、右砂轮旋转、待加工工件(齿轮)被动旋转,无其他复杂形
式运动,机床样机工作原理如图2所示。
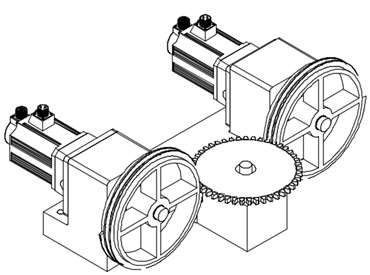
该样机结构主要由左齿面珩磨砂轮、右齿面珩磨砂轮、伺服电机A、伺服电机B、左齿面磨削传动系统、右齿面磨削传动系统、工件安装与调整机构构成,机床物理模型如图3所示。
机床结构与主要功能如下:
1) 对刀功能:系统检测刀具与工件的初始位置,控制电机带动其中一个珩磨砂轮完成加工作业前的对刀操作,将相关参数传送给控制系统存储器中,为判断磨削是否完成准备工作做依据。
2) 让刀功能:通过控制其中一台电机改变珩磨砂轮的相位角度完成让刀操作,为达到恒定磨削,转速过程中以及加工完成机床减速停止过程中留出余量,防止损坏珩磨砂轮或待加工(已加工完成)齿轮。

Figure 1. The principle diagram of the involute tooth surface shape
图1. 渐开线齿面产形原理图
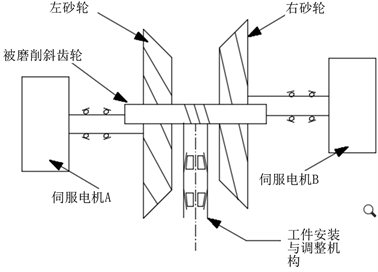
Figure 2. Prototype machine working principle diagram
图2. 机床样机工作原理图
 (a)
(a) 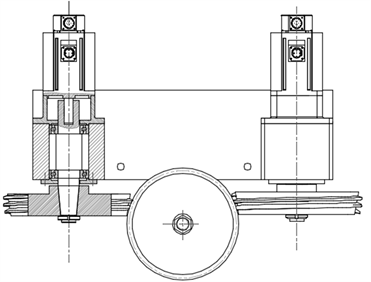 (b)
(b)
Figure 3. (a) Prototype machine top view; (b) Prototype machine three-dimensional diagram
图3. (a) 样机俯视图;(b) 样机三维图
3) 高速同步珩磨功能:分别控制两台电机带动两个珩磨砂轮以相同的相位角度差和转速对斜齿轮进行磨削。
4) 差速进给功能:通过控制两电机在极短时间内完成差速运动,进而改变所带动珩磨砂轮的相位角度差,达到轴向进给的功能。
3. 机床控制系统的开发
由于新型无轴向进给齿轮珩磨机床具有高速、负载惯量大、小转矩的特点,因此根据蜗杆珩磨的工艺特点确定电机参数,本文的珩磨轮选取转速25~30 r/min,珩磨交角90˚,轴向齿距17.72 mm,基圆半径160 mm,螺旋升角1˚,齿顶锥顶半角18˚,计算后电机转速约为1791 r/min,电机功率1.08 kW,取安全系数1.5,则电机输出转矩为不小于6 N*m。
机床采用两台永磁同步伺服电机分别作为两个珩磨轮的驱动机构,通过借助VB语言编程开发建立起运动控制卡和PC机的联系,其控制系统硬件组成与信号传递如图4所示。
机床的控制程序是实现控制机床加工运动的最重要一部分,其作用主要包括控制机床完成对刀操作、让刀操作、同步磨削操作、差速变相位角度操作等。作为一款双轴独立控制的运动控制卡,PCI-1010性价比高,功能齐全,支持多种语言的二次开发,适合同步伺服电机的定长/连续控制、编码器的位置定位与速度监测。机床经调试校准后,机床加工控制程序流程图如图5所示。
珩磨样机需要具备足够的功能模块以便于满足机床作业的各种运动方式和用户的操作。简单来讲,机床控制系统应至少包括机床的启动与停止、加工参数设置、手动加工模块、自动加工模块、状态监测模块、进退刀模块以及其他辅助功能模块。
应用Visual Basic6.0编程语言在PC机上完成对机床控制系统软件的设计制作 [5] 。机床控制系统软件需完成运动控制卡PCI-1010标准模块的加载以及底层库函数的导入,如图6所示,以便后期对机床控制系统软件进行设计和调试。
良好的人机界面可以极大的降低操作人员的工作量,技术工作人员通过操作界面控制机床的各种运动,同时可以通过不同参数的输入以及不同控制模式的选取来对应实现机床的各种操作。机床的控制系统主要由阿尔泰PCI-1010运动控制卡实现,针对机床传动轴所带动负载惯量过大的特点,控制系统具有运行平稳,同步精度高等特点 [6] [7] [8] [9] 。机床加工操作可视化界面和状态监视界面如图7所示。通过
对机床两电机的同步状态进行实时监测,更直观的展现机床的加工精度,同时为产品后期检测提供数据支持。
4. 机床整机调试与实验
机床设计制造完成后,对机床进行整机调试和模拟实验,本文实验验证的内容主要是两个电机带动珩磨齿轮运行时的同步及变相位情况。机床珩磨加工斜齿轮时,需进行同步启动实验测定最大同步误差,
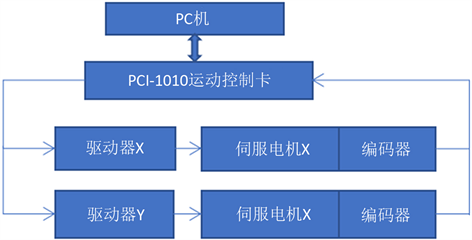
Figure 4. Machine tool control system hardware and signal transmission
图4. 机床控制系统硬件组成与信号传递
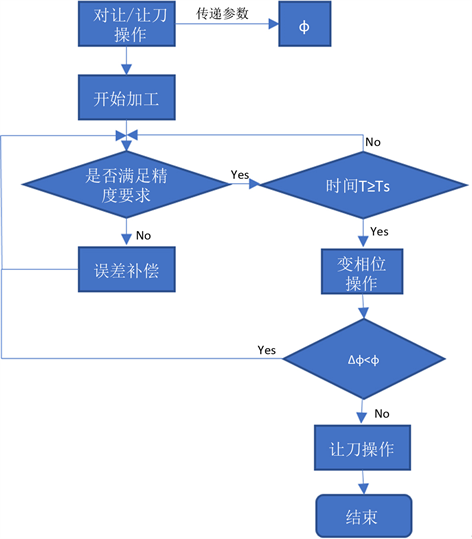
Figure 5. Machine tool processing program flow chart
图5. 机床加工程序流程图
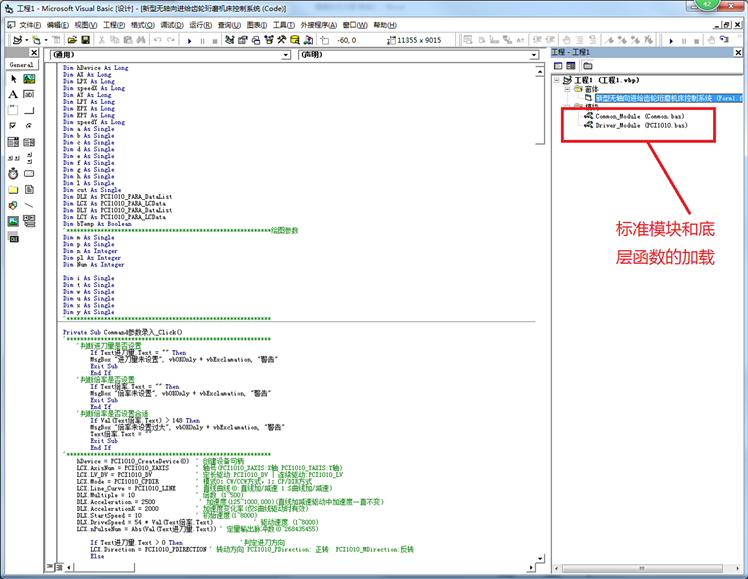
Figure 6. Motion control card standard module and underlying function load
图6. 运动控制卡标准模块和底层函数的加载
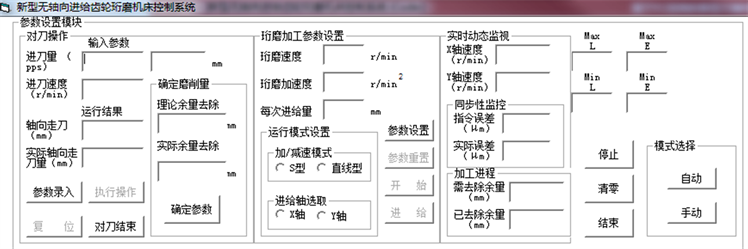
Figure 7. Machine tool control system command interface
图7. 机床控制系统指令操作界面
为机床执行对刀过程后的让刀操作提供数据支持。理论和实际测试表明,新型无轴向进给齿轮珩磨机床控制系统各功能模块运行准确,满足实际加工动作需求。整机运行过程中运行姿态稳定,同步性能较好,满足设计加工要求。如图8所示为机床机械结构实物图。图9为机床单轴运行实验曲线,图10、图11为机床正常运行时两个珩磨轮的同步性能曲线。

Figure 8. Machine mechanical structure diagram
图8. 机床机械结构实物图
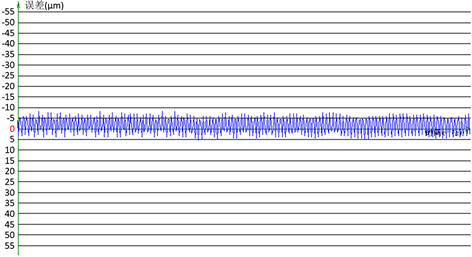
Figure 9. Uniaxial experiment curves (n = 1800 rpm)
图9. 单轴运行实验曲线(n = 1800 rpm)
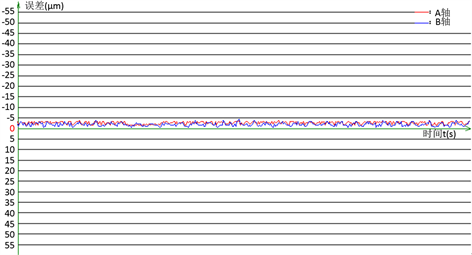
Figure 10. Biaxial experiment curves (n = 600 rpm)
图10. 双轴同步运行实验曲线(n = 600 rpm)
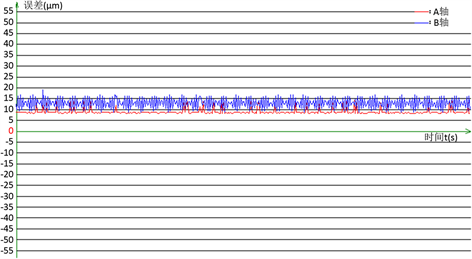
Figure 11. Biaxial experiment curves (n = 1500 rpm)
图11. 双轴同步运行实验曲线(n = 1500 rpm)
从图中单轴运行曲线看出,珩磨斜齿轮过程中电机带动蜗杆型珩磨轮达到1800 rpm转速后,可以控制电机同步精度在±7 μm以内;双轴同步运行时,由于受力方向相背且相位相错,转速600 rpm和转速1500 rpm时,同步精度依然保持在±7 μm以内,能够保证制造5级精度齿轮的误差需求,同时当偏差过大时对两电机进行状态进行分别调整。
5. 结束语
根据实际生产需求,设计制造了一种新型无轴向进给齿轮珩磨机床,并开发设计满足机床加工要求的控制系统程序,同时生成便于操作的可视化界面。机床控制系统主要由PCI-1010运动控制卡控制两台伺服电机拖动传动轴带动珩磨砂轮实现磨削加工。运动控制卡安装在PC机的PCI卡槽内通过电机驱动器完成电机的控制,通过借助VB语言进行编程设计,生成满足实际加工要求的人机界面。机床操作人员经过简单培训后即可熟练掌握。实际实验表明基于PCI控制的新型无轴向进给齿轮珩磨机床操作简单、制造成本低廉、运行可靠、节省空间、加工精度符合预期,适合实际生产需求。
文章引用
于立娟,雷 健,张学成,郭新旭. 基于PCI控制的新型无轴向进给齿轮珩磨样机的设计
Design of New Non-Axial Feed Gear Honing Machine Based on PCI Control[J]. 机械工程与技术, 2018, 07(05): 336-343. https://doi.org/10.12677/MET.2018.75041
参考文献
- 1. (法)昂里奥(Henriot, G.)著. 齿轮理论与实践[M]. 王兆义, 译. 北京: 机械工业出版社, 1986.
- 2. 张学成, 李春光. 无轴向进给齿轮磨削运动及其蜗杆砂轮形状分析[J]. 机械传动, 2010, 34(1): 19-21.
- 3. 李特文. 齿轮啮合原理[M]. 上海: 上海科学技术出版社, 1984.
- 4. 张帮栋, 武文辉. 齿轮制造工艺手册[M]. 北京: 机械工业出版社, 2010.
- 5. 西安交通大学. 磨齿工作原理[M]. 北京: 机械工业出版社, 1977.
- 6. 彭福华. 齿轮精滚刀构形方法及其所构形的精滚刀[P]. CN, 2007.
- 7. Tian, Y., Gao, F., Pan, Y., et al. (2016) Task-Based Control Strategies and the Implementation for a Six-Legged Multi-Tasked Bobot. Advances in Reconfigurable Mechanisms and Robots II. Springer International Publishing.
- 8. 盛刚, 唐厚君. 基于PCI总线和DSP的运动控制卡的设计和实现[J]. 工业控制计算机, 2004, 17(11): 5-6.
- 9. 宋晓梅, 贾佳. CANopen协议在伺服电机控制系统中的实现[J]. 单片机与嵌入式系统应用, 2006, 6(6): 5-7.