Metallurgical Engineering
Vol.04 No.01(2017), Article ID:20140,6
pages
10.12677/MEng.2017.41007
The Technique of Repairing the Inner Cover of Bell-Shaped Cooling Rolling Furnace in Bagang
Lekang Hu
Xinjiang Bayi Iron and Steel Co., Ltd, Urumchi Xinjiang

Received: Mar. 19th, 2017; accepted: Mar. 28th, 2017; published: Mar. 31st, 2017

ABSTRACT
The inner cover of the cooling rolling bell type furnace in Bagang has been used for 10 years. After inspection, the lower part of the inner cover for combustion has reached the limitation of its life span , the thickness of which is less than 4 mm. But the thickness of the upper part of the inner cover still remains more than 5 mm (the standard thickness of the inner cover is 6 mm. If the thickness of the inner cover is less than 3.5 mm, the inner cover should not be used). The repairing method is to replace the old lower part with a new one and to weld the new one with the original upper cover. The new method is proved to be effective in practice.
Keywords:Bell Type Furnace, Inner Cover, Welding
八钢冷轧罩式炉内罩返修工艺
胡乐康
新疆八一钢铁股份有限公司,新疆 乌鲁木齐
收稿日期:2017年3月19日;录用日期:2017年3月28日;发布日期:2017年3月31日

摘 要
八钢冷轧罩式炉内罩已使用10年,经检测内罩下部燃烧区已达使用极限小于4 mm,上部完好大于5 mm (内罩壁厚6 mm,小于3.5 mm报废),采用更换内罩下部与上部焊接的方法,制定了内罩下部制作方案、内罩下部与上部焊接工艺及检测方法,返修后内罩经使用后取得了良好效果。
关键词 :罩式炉,内罩,焊接

Copyright © 2017 by author and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 概况
冷轧分厂一期14台罩式炉是2004年10月设备安装、调试投产,到至今生产运行近十年,该设备是由奥地利EBNER公司设计并总包工程,设备是由原武汉冶金设备制造公司制造供货,内罩材料是SUS309S,由外商直接进口,国内普碳钢罩式炉内罩一般使用周期寿命为64,000小时,现在一期的内罩都超过了使用周期。
2. 内罩数据分析
2.1. 内罩燃烧区数据分析
检测发现内罩的在烧嘴部位的筒体下部有腐蚀减薄较快,筒体测厚检测烧嘴下部筒体平均壁厚在4.10 mm左右(安全壁厚4 mm),继续使用存在安全隐患。
2.2. 内罩上部(燃烧区以上)分析:
烧嘴以上的内罩筒体减薄情况较好,测厚检查发现烧嘴以上的筒体材料厚度都还在5.10 mm以上,考虑此内罩原设计是6 mm,然而使用了10年烧嘴以上的筒体还有5.0 mm以上,说明烧嘴以上的内罩筒体,在高温时的腐蚀速度较慢,而且烧嘴以上的筒体,在高温时受压力较小,为了降低生产运行成本,并能确保设备的安全运行,可以采用只更新内罩烧嘴以下筒体,其烧嘴以上的筒体、封头、法兰、内罩的吊环都可以不用更换,也还能安全的使用3年以上。这样可降低设备备件成本,又可以较快的投入生产使用。
3. 内罩返修方案
3.1. 内罩返修方案说明
冷轧分厂罩式炉内罩内径f2100,筒体材质309S,原设计内罩筒体的材料厚度是6 mm,考虑到内罩在烧嘴下部的筒体直段至第一节波纹段,在高温时承受筒体上部、封头、吊环重量的压力及内罩内在退火处理运行中强对流高温中的H2气体冲刷而造成的腐蚀速度较上部快,所以内罩筒体更换时,将内罩烧嘴以下筒体的厚度改8 mm~10 mm,更换高度为2500 mm左右。
说明:下部5、6段更换(高度2500 mm左右),底部7、8、9、15底座保留,上部1、2、3、4段保留;
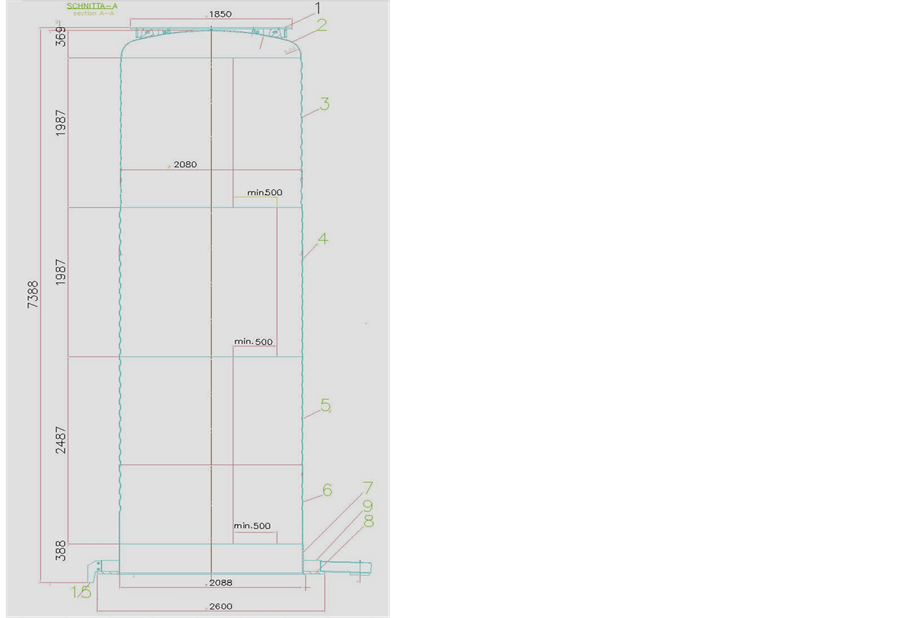
Figure 1. The lower part and the cover bottom of the inner cover
图1. 内罩下部与底部简图
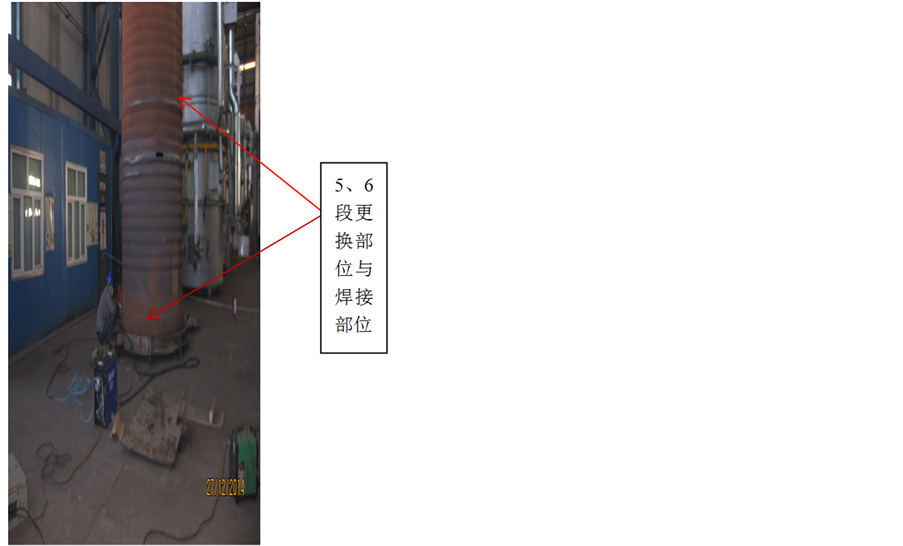
Figure 2. Replacement area of the Inner
图2. 内罩更换区域图
3.3. 内罩返修步骤
3.3.1. 内罩更换筒体准备
Ø 材料准备
筒体材料309 S (8 mm~10 mm厚)不锈钢板 [1] ,筒体在厂内制作成形并滚压好波纹。
Ø 下料
筒体下料采用等离子切割,将8 mm~10 mm的不锈钢板破口用刨边机加工,对接坡口均为60˚坡口;钢板上的编码要保留;筒体下料尺寸偏差为±2 mm;表面较光洁的那个面留在外表面。
Ø 筒体成形、压波纹
筒体成形后进行纵向焊缝的焊接,焊接后需要纠正圆度,不能有局部的菱角,然后才能压波纹。
Ø 组对
筒体运输至现场,做好准备工作后便可以组对。按照新制作的筒体的长度切除原有筒体,内罩原有筒体采用等离子切割的方法切除,切割线位于波峰或波谷,然后用角磨机现场打磨出坡口。
筒体的纵向焊缝可以置于圆周上任意位置,相邻纵缝必须互相错开,间距不小于300 mm弧长。
错边量:筒体的拼缝,筒体之间的组对焊缝,筒体与封头的组对焊缝错边量不得大于1 mm。
单个筒体纵向焊缝组对时,要重新复核周长,确保周长偏差小于±2 mm。筒体之间的组对不允许打尖强力组对。
筒体与筒体组装对接焊的焊缝间应留有2 mm间隙,组装时的间隙(见图3)。
焊接时采用短弧、窄道、2道焊缝,施焊过程中严禁摆弧,第1道靠下边,第2道靠上边,2道焊缝的焊接方向相反;第2道采用回焊起弧,回焊长约10 mm,收弧填满,道间温度应小于150℃ (见图4)。
4. 内罩焊接
4.1. 内罩焊接焊工资格
罩式炉内罩筒体返修焊接,由于罩式炉内罩制造焊接要求是按国家《钢制压力容器安全技术监察规程》的规范执行,所以参与内罩焊缝焊接的焊工,必须持有有效的SMAW压力容器焊工资格证书,才能进行返修施焊。
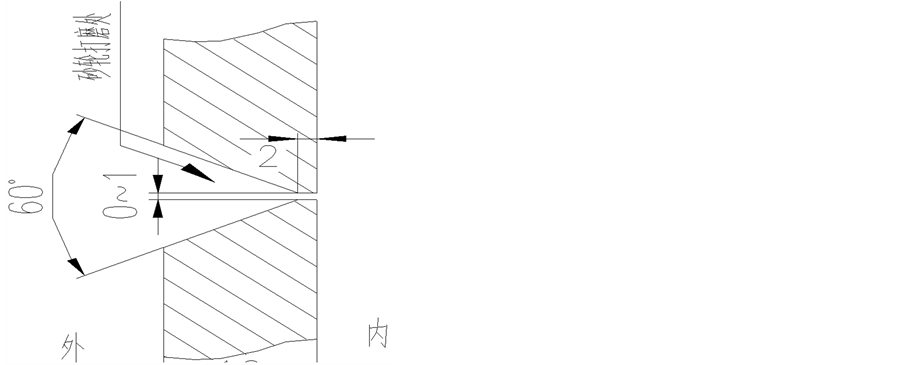
Figure 3. Cylinder assembly [2]
图3. 筒体组装简图 [2]
4.2. 焊接工艺参数,焊缝表面用酸洗膏清洗。
焊接材料:309S (06Cr23Ni13) [1] A412 f3.2
电流:100~120 A
电压:21~24 V
焊缝宽度:6mm板焊缝,焊缝宽度 ≤ 6 mm;
8 mm板焊缝,焊缝宽度 ≤ 8 mm;
10 mm板焊缝,焊缝宽度 ≤ 10 mm;
焊缝余高:≥0 mm,≤0.5 mm。
4.3. 检验
内罩筒体所有纵缝及环缝均要求做100%煤油渗透检查,筒体的T字缝100%拍片,II及为合格。其次,现场没有条件做“RT”探伤的,可以降低检查标准,采用100%“UT”探伤检查,标准按二类压力容器设备焊缝超声检验标准。无损探伤检查完成后对内罩进行整体气密性试验,试验压力为2000 mmH2O,试验时间为60分钟,压降为零为合格 [2] 。
4.4. 产品防护
不锈钢焊缝表面用酸洗膏酸洗,然后冲洗干净,产品表面不得打磨,不得刮花。
4.5. 消除应力处理
焊接完筒体后,采用震动消除应力技术消除焊接残余应力。
4.6. 返修完毕后内罩(见图5)
内罩返修完毕后,在罩式炉炉台上经过密封测试无泄漏,检测结果完全合格,安排退火钢卷装炉生
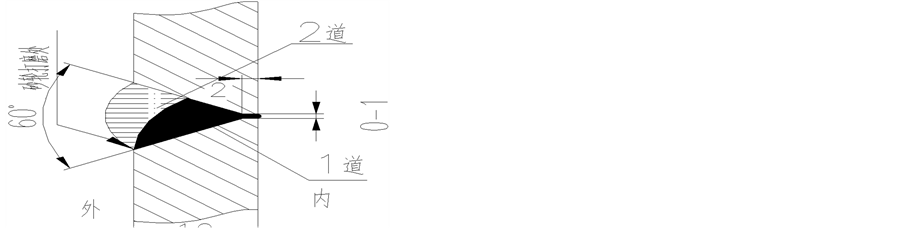
Figure 4. Cylinder welding [2]
图4. 筒体焊接简图 [2]

Figure 5. The finished work of repairing the inner cover
图5. 内罩返修完毕图示说明
产,连续退火三炉钢卷,钢卷出炉后经检测退火钢卷性能达到了退火钢卷的全部质量要求。
5. 结论
1) 2015年八钢冷轧罩式炉按此工艺返修内罩7个使用至今效果良好,完全达到了罩式炉再结晶退火的要求。
2) 内罩返修比新制作内罩节约资金15万元,可降低三分之二成本。
文章引用
胡乐康. 八钢冷轧罩式炉内罩返修工艺
The Technique of Repairing the Inner Cover of Bell-Shaped Cooling Rolling Furnace in Bagang[J]. 冶金工程, 2017, 04(01): 50-55. http://dx.doi.org/10.12677/MEng.2017.41007
参考文献 (References)
- 1. 高宗仁. 简明不锈钢使用手册[M]. 山西: 山西科学技术出版社, 2003: 213.
- 2. 李建军. 管道焊接技术[M]. 北京: 石油工业出版社, 2007: 199-256.