Management Science and Engineering
Vol.
10
No.
01
(
2021
), Article ID:
41295
,
6
pages
10.12677/MSE.2021.101007
防差错管理方法在航天产品装配过程中的应用
曹娜,高姗,魏晓欣,张小亮,王彪,廖文彬
首都航天机械有限公司,北京

收稿日期:2021年2月25日;录用日期:2021年3月22日;发布日期:2021年3月29日

摘要
本文以运载火箭卫星适配器装配为例进行防错技术的应用实践,通过装配过程差错因素分析确立了防差错的红牌条件,在此基础上,制定质量保证措施,减少人为装配造成的位置错误、数量错误和方向错误问题,提高产品的可靠性,并总结防错技术在航天产品的研制生产中的应用价值。
关键词
防差错技术,卫星适配器,航天产品
Application of Error Prevention Technology in Aerospace Products Assembly Process
Na Cao, Shan Gao, Xiaoxin Wei, Xiaoliang Zhang, Biao Wang, Wenbin Liao
Capital Aerospace Machinery Company, Beijing

Received: Feb. 25th, 2021; accepted: Mar. 22nd, 2021; published: Mar. 29th, 2021

ABSTRACT
This article takes the launch vehicle satellite adapter as the application object to carry out the practice of the Error Prevention technology. First of all, based on the analysis of the error factors of the assembly process, the red card conditions for error prevention were established, and quality assurance measures were formulated to reduce the position error, quantity error and direction error caused by human assembly, improve the reliability of the product. Meanwhile, the application value of error prevention technology in Aerospace Products production was summarized.
Keywords:Error Prevention Technology, Satellite Adapter, Aerospace Products

Copyright © 2021 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 前言
在航天产品的研制生产中,设计、工艺、检验、加工、装配、测试各个环节均存在大量的人为操作 [1]。卫星适配器作为运载火箭芯级的关键部件,主要作用是承受卫星等有效载荷、安装星箭分离的控制仪器,并且作为星箭分离的有效分离面,其重要性不言而喻,由于产品结构限制,目前运载火箭卫星适配器尚未实现自动化装配,手工操作的不确定性和不稳定性对产品质量带来了极大的隐患。例如:某型号的卫星适配器由倒锥段、井字梁、转接框三大部分通过连接螺栓连接后组成,该装配过程需要配合安装各种垫圈,涉及垫圈数量多、分布无规律,且结构及其相似,极容易发生错装、漏装问题。
防差错技术是在1961年由日本质量专家、丰田体系的创建人Shigeo Shingo (新江滋生)提出的。在美国,新江滋生提出的防差错系统(Poke-Yoke)被称为Mistake Proofing (差错验证),其主要理念是通过应用防差错技术,有效避免大量重复的人工纠错工作,防止人员长时间注意力高度集中而发生疲劳最终导致产品缺陷的产生 [2]。
本文通过分析某型号卫星适配器垫圈装配过程中的差错因素,确立了导致装配错误的红牌条件,为消除质量隐患,对垫圈装配过程进行了防差错设计。
2. 垫圈装配过程差错因素分析
螺接是壳段装配的重要环节,针对某型号卫星适配器,倒锥段、井字梁、转接框三部分的正确、可靠地螺接是保证壳段装配质量的必要条件。为消除斜面配合的螺接间隙,保证螺接可靠,设计人员设计了两种不同构型的斜垫与螺钉、螺母配合,如图1所示。实际装配过程中发现,垫圈装错位置、装错数量、装错方向等不符合图纸事件时有发生。借鉴POKA-YOKE理论,发现垫圈的装配过程涉及多项导致装配错误的红牌条件。

Figure 1. Installation position of oblique gasket
图1. 垫片安装位置
1) 红牌条件1:加工调整
一方面,工人在卫星适配器装配过程中必须调整垫圈的装配方向,使其和螺钉配合面贴合无间隙;另一方面,在部段装配车间完成卫星适配器的安装后,在总装和靶场等场合涉及到多次拆装,容易出现装配错误。
2) 红牌条件2:大量、混合部件
该型号卫星适配器由三部分螺接而成,结构中包含有大量各种不同数量和混合的零、部件的过程。每发卫星适配器产品涉及到2种垫圈共20个在3种典型位置的装配,极容易遗漏、装错。
3) 红牌条件3:对称/不对称;
本案例中的涉及到的两种垫圈(垫圈A,垫圈B)极其相似,如图2所示。外表面观察外形尺寸完全一致,无法分辨两种零件;内孔朝向不同,但目视很难辨别。装配过程中很容易发生混淆,导致错装发生。
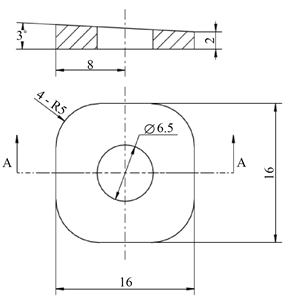
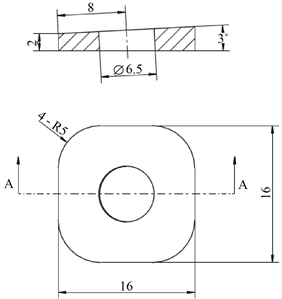 垫圈A垫圈B
垫圈A垫圈B
Figure 2. Two specifications of oblique gasket
图2. 两种规格的垫圈
3. 垫圈装配过程防差错研究的内容
3.1. 目标制定
通过开展某型号卫星适配器垫圈装配防错管理活动,解决垫圈在卫星适配器上装配位置错误、装配数量错误、装配方向错误频发问题。
3.2. 主要研究内容和实施途径
借鉴POKA-YOKE理论常见红牌条件,基于五大防错思路,提出需要研究的内容以及拟采取的解决方案。
1) “加工调整”红牌条件的解决
工人装配过程中必须调整垫圈的装配方向,使其和螺钉配合面贴合无间隙;且一次安装后,在总装和靶场等场合涉及到多次拆装,容易出现装配错误。
研究内容:降低工人装配垫圈过程中的调整频率的防错方案。
拟采取的措施:通过优化工艺流程,减少垫圈装配过程中的拆装次数。
防错思路:容易/简化,即通过工业工程改善,合并生产步骤,使生产更容易完成。
实施过程:该型号卫星适配器原工艺流程如图3所示。原装配流程中,考虑到井字梁上表面铆接托板螺母工序必须在井字梁上表面机加工后(井字梁区余量)进行,且井字梁和倒锥段在组合状态下铆接空间较小不利于托板螺母的铆接,设计了井字梁分解和二次螺接的工序流程,导致井字梁和倒锥段之间的垫圈需要拆装两次,装错的概率很高。

Figure 3. Process before improvement
图3. 改进前的流程
在容易/简化的防错思路指导下,对卫星适配器的装配流程进行了工业工程改善,合并并优化了一部分工序。改进后的工艺流程如图4所示。改进后的工艺方法中,克服了井字梁和倒锥段组合状态下不易铆接托板螺母的难题,避免了井字梁和倒锥段的分解和二次装配,减少了垫圈的一次拆装过程,降低了装错概率。

Figure 4. Process after improvement
图4. 改进后的流程
2) “大量、混合部件”红牌条件的解决
包含有大量各种不同数量和混合的零、部件的过程。每发卫星适配器产品涉及到2种垫圈共20个在3种典型位置的装配,极容易遗漏、装错。
研究内容:梳理大量、混合零件的数量、结构、装配位置,形成工艺图册。
拟采取的措施:编制工艺图册,提高工艺文件的指导性。
防错思路:异常检出,即在缺陷流入下工序前对其进行检测并剔除。
实施过程:装配前对大量、混合部件进行装配数量和位置、方向的梳理,形成多媒体装配图册;开工前,组织工人按照多媒体图册进行技术交底,明确易错点;装配过程中,按工艺图册对比装配,防止了由于二维图纸标示不清、识图困难造成的错装问题;装配后,为防止差错的产生,由专门设置的总检人员再次对尺寸进行检查,由于总检人员不参与生产,不会受生产主观意识与惯性思维影响,能够更准确的发现问题,防止定位错误的发生,总检人员使用的总检表,按照装配位置、方向一一比对。综上,防止问题进入下一工序。
3) “对称和不对称”红牌条件的解决
制造图纸、加工程序以及文件描述存在容易产生分歧的信息,缺少必要的提醒和警示信息,容易导致操作错误。本项目涉及到的垫圈外观尺寸高度一致,内孔尺寸的差别不易辨别,极易装错。
研究内容:研究对相似零件进行排查、识别的方法。
拟采取的措施:对相似零件进行排查、标示,提高零件的可辨别性。
防错思路:容易/简化,即通过辅助装置等的应用使作业更容易完成。
实施过程:装配前,借助Φ6.5钻头、Φ6螺钉等辅助装置和垫圈配合,通过钻头等的偏转方向,判断内孔方向,辨别两种斜垫(斜垫A内孔垂直底面,斜垫B内孔垂直斜面),通过外表面黄漆、白漆标记的方式对两种垫圈进行分类,如图5所示;装配过程中将事先分类好的垫圈装配到图示位置;装配完成后,以标记区分,对斜垫的安装位置、数量进行检查。
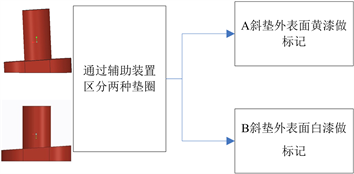
Figure 5. Method for distinguishing between two kinds of gasket
图5. 两种垫圈的区分
3.3. 应用的防错方法
根据常见红牌条件梳理出的垫圈装配易错项目,应用防错五种方法中“失效–安全装置”“冗余”,“传感器放大”方法,降低错误概率,提高准确率。
1) 利用“失效–安全装置”方法,降低错误概率
改进后的工艺流程,克服了井字梁和倒锥段组合状态下不易铆接托板螺母的难题,避免了井字梁和倒锥段的分解和二次装配,减少了垫圈的一次拆装过程,降低了装错概率。
2) 利用“冗余”方法,解决错装配质量隐患
梳理大量、混合零件的数量、结构、装配位置,形成工艺图册,装配前按工艺图册对比装配;装配后为防止差错的产生,由专门设置的总检人员按总检表对垫圈进行检查。
3) 利用“传感器放大”方法,辨别相似性强的零件
对相似零件进行排查、标示,提高零件的可辨别性,便于及时发现错装现象。
3.4. 达到的指标和效果
防差错小组总结前几发产品的装配经验,通过追溯装配细节,分析隐患来源,发掘了发生斜垫装配错误问题的直接原因和深层次原因。利用防差错技术的原理及方法,提出了防止斜垫装配位置错误、装配数量错误、装配方向错误的方案。根据2发产品上的应用情况,该技术的应用减少了质量隐患,有效降低了操作时比对、检查的周期,并减少了返工,达到了如下指标:
1) 垫圈在卫星适配器上装配位置正确率100%;
2) 垫圈在卫星适配器上装配数量正确率100%;
3) 垫圈在卫星适配器上装配方向正确率100%;
4) 由于工艺流程优化、多媒体图册的应用及辅助装置的运用,提高了装配效率。统计两发产品的装配周期发现,本方法的应用使垫圈装配周期缩短50%。
3.5. 成果应用和推广情况
该防差错管理方法成功应用于某型号运载火箭卫星适配器的装配过程中,在两发的产品应用试验中,均保证了垫圈在卫星适配器上装配位置正确率100%、装配方向正确率100%、装配数量正确率100%,且对比表明,应用前后装配效率提升50%,改进效果显著。该两发产品均已配套于正式箭体结构上,成功执行了飞行任务,验证了方案的可行性和可靠性。该管理成果的应用,大大提高了一次装配正确率,降低了返工,克服了某型号技术状态变化频繁,研制周期短的难题;所采用的防差错技术降低了操作者的劳动强度及难度,操作简易可行,预防手段有效,可在其它产品的相似性较高零件的装配中进行推广应用。
4. 结论
本文利用防差错管理方法,通过开展某型号卫星适配器井字梁垫圈装配防差错技术活动,细化了工艺文件,优化了工艺方法,固化了产品操作流程,提高了产品生产质量可控度,杜绝了低层次质量问题的重复发生,降低了产品质量成本,提高了产品质量可靠性。该成果不仅应用于某型号卫星适配器的装配过程中,有效的减少了垫圈装配位置错误、方向错误、数量错误等质量问题,提高了垫圈的装配质量,而且为其他型号产品中类似零件的装配防差错提供了参考,具有重要意义。
文章引用
曹 娜,高 姗,魏晓欣,张小亮,王 彪,廖文彬. 防差错管理方法在航天产品装配过程中的应用
Application of Error Prevention Technology in Aerospace Products Assembly Process[J]. 管理科学与工程, 2021, 10(01): 46-51. https://doi.org/10.12677/MSE.2021.101007
参考文献
- 1. 王卫康, 陈金存, 张瑞, 安立辉, 王辉. 航天产品防差错技术研究与应用[J]. 航天制造技术, 2014(3): 69-72.
- 2. 汪邦军. Poka-Yoke及其在航空产品研制过程的应用[J]. 航空标准化与质量, 2006(3): 14-17.