Modeling and Simulation
Vol.
11
No.
05
(
2022
), Article ID:
55670
,
9
pages
10.12677/MOS.2022.115119
无芯棒旋锻毛坯直径与壁厚比值的 临界值的研究
邹黄刚,卢曦
上海理工大学机械工程学院,上海
收稿日期:2022年7月20日;录用日期:2022年8月31日;发布日期:2022年9月9日

摘要
以旋锻毛坯为研究对象,采用无芯棒旋锻工艺,针对旋锻毛坯不同径厚比(毛坯直径与壁厚的比值)分别通过DEFORM-3D进行旋锻成型过程仿真,在给定的工艺进给参数下,研究不同径厚比下,毛坯旋锻过程中毛坯变形情况。将通过仿真得到的毛坯变形情况数据进行后处理,从而得到其旋锻过程中的应力值,进而最终得到不同径厚比下的毛坯的应力值,再与理论计算值比较,进而得出毛坯发生失稳或屈服时的临界值,为进一步提高产品成形质量的研究奠定基础。
关键词
无芯棒旋锻,应力应变,失稳屈服,锻打变形

Research on the Critical Value of the Ratio of Diameter to Wall Thickness of Blank Forging without Mandrel
Huanggang Zou, Xi Lu
School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai
Received: Jul. 20th, 2022; accepted: Aug. 31st, 2022; published: Sep. 9th, 2022

ABSTRACT
Taking the rotary forging blank as the research object, the coreless rotary forging process is adopted, and the rotary forging process is simulated by DEFORM-3D for different diameter-to-thickness ratios (ratio of blank diameter and wall thickness) of the rotary forging blank. Under the feed parameters, the deformation of the blank during the blank forging process was studied under different diameter-thickness ratios. The deformation data of the blank obtained by the simulation is post-processed to obtain the stress value during the swaging process, and finally, the stress value of the blank under different diameter-to-thickness ratios is obtained. The critical value of buckling or yielding lays the foundation for further research on improving product forming quality.
Keywords:Mandrelless Rotary Forging, Stress-Strain, Buckling Yield, Forging Deformation

Copyright © 2022 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
旋锻毛坯的径厚比对其稳定性有着明显的影响,外径与壁厚的比值越小,在实际锻打的过程中,毛坯就越容易发生失稳;相反,外径与壁厚的比值越大,毛坯就越不容易发生失稳。所以,合理的控制毛坯的径厚比对其稳定性有着深远的影响。在失稳方面,国内外学者对壁厚均匀的无腐蚀缺陷管道屈曲失稳作了大量深入的研究 [1] [2],Timshenko [3] 等将毛坯管材假定为二维圆环,并加入初始缺陷(加工时存在初始椭圆度)的因素,从而得出其发生失稳的径厚比的临界值;FATT [4] 等从毛坯对称屈曲模式出发,建立起D/t与外力之间关系,进而得到其发生失稳时的径厚比的临界值;孙震洲 [5] 等通过中厚壳理论,建立起圆管二维圆环模型,研究其在外压作用下的临界压溃失稳情况。从现有的研究来看,毛坯的失稳都从弹塑性理论推到角度入手,建立径厚比与外载荷之间关系,进而找出其发生失稳的临界值。因此,本文通过理论加仿真相结合的方式来确定其临界值,对不同径厚比的毛坯建模仿真,得到不同径厚比下毛坯应力的分布情况,最后将得到的应力与失稳临界应力值比较,进而得出不发生失稳的径厚比的临界值。
2. 材料与方法
本文以传动轴为研究对象,其材料为25CrMo4合金钢,屈服强度为345 MPa,抗拉强度为608 MPa,其合金的主要成分如表1所示:

Table 1. Alloy composition of 25CrMo4
表1. 25CrMo4的合金成分
本文所讨论的旋锻轴用作某轿车等速万向传动轴III部分,如图1所示。该轴总共分三个部分,轴段II部分为含芯棒旋锻工艺,其余两段为无芯棒旋锻工艺。本文讨论的是无芯棒下的毛坯径厚比的临界值,所以,选择轴段III部分,考虑到整个产品和外径与壁厚比值要小于等于30 [6],才能放进设备中锻打,产品外径最大为29.7 mm,因此,毛坯的外径D为35 mm,,壁厚t为1.3 mm。
传动轴的加工工艺采用旋锻工艺,旋锻工艺分为含芯棒和无芯棒 [7] [8],其中无芯棒锻打过程如图2所示。
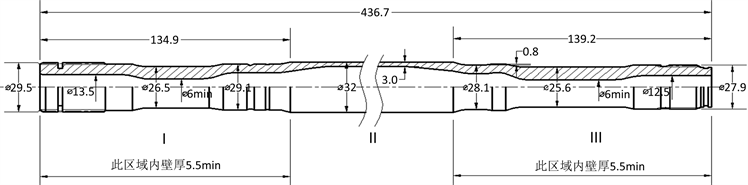
Figure 1. Dimension diagram of transmission shaft
图1. 传动轴的尺寸图
 (a)
(a)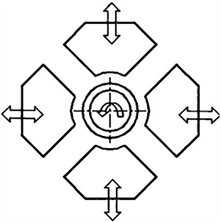 (b)
(b)
Figure 2. Schematic diagram of rotary forging without mandrel
图2. 无芯棒旋锻示意图
研究方法与步骤:
1) 理论求解出毛坯发生失稳时的临界应力。
2) 利用三维建模软件分别对不同径厚比下的毛坯进行建模,后在给定进给工艺参数和给定的进给工艺参数下,在DEFORM-3D软件中进行仿真;
3) 对仿真数据进行后处理,得到锻打过程中的毛坯第一次锻打的应力值;
4) 查看锻打结束后不同毛坯所对应的毛坯应力情况,再将仿真所得压力值与理论临界压力比较,最终判断其是否发生失稳。
3. 毛坯失稳临界压力的理论求解
显然,如果选取整个毛坯作为分析对象是不现实的,所以,本文在毛坯上截取单位长度为1的圆环,通过研究圆环的临界压力来研究毛坯的临界压力。
3.1. 圆环变形前后的几何关系
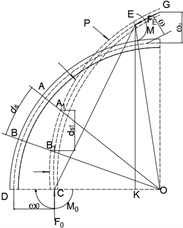
考虑到圆环对称性,选取1/4弧长,如图3所示,由于曲率变化,圆环上任意截面的弯矩M为
(1)
J是圆弧截面的轴惯性矩;E是弹性模量
由于圆环弯曲变形,中性面长度不变,故有 ,所以:
(2)
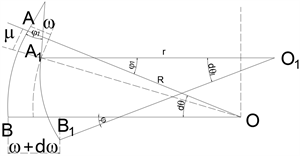
圆环变形后,点A到A1产生了切向位移 和径向位移 ,由于两个位移的存在,同时也产生了两个转角 和 ,故:
(3)
考虑到中性面的伸长量为零,故:
,则 (4)
将上面四个方程联合求解,故得到圆环的挠曲线微分方程:
(5)
 (a)
(a)
 (b)
(b)
Figure 3. Ring after instability and deformation; (a) Represents the stress state on the deformed ring; (b) represents the change of any arc length AB after deformation
图3. 失稳变形后的圆环;(a)表示变形圆环上的受力状态;(b)表示变形后任意弧长AB的变化
3.2. 圆环截面的静力平衡关系
在均匀外压P的作用下,圆环的受力分析如图3(a)所示,由图可知,垂直方向上的静力平衡:
在变形环任意截面E中心处的力矩平衡为:
(6)
3.3. 圆环的临界压力
将(6)式代入到(5)式中后,整理得:
此时,令 ,上式改为:
(7)
该式的通解为:
由通解可知,圆环是闭环,当 从0˚到2π变化时, 保持原值,且 是 周期性函数,也就是说n一定是正整数,即:
由此得临界压力为:
(当 时)
式中:EJ为圆环的抗弯刚度
3.4. 毛坯的临界压力
上面分析了圆环的失稳的临界压力,而圆环是从毛坯上截取下来的一部分,而实际情况是,发生失稳的区域的相邻两侧会抑制这种变形,所以分析毛坯失稳时临界压力可将毛坯的抗弯刚度D1替换圆环的抗弯刚度EJ,进而得到毛坯失稳时的临界压力条件:
由毛坯的抗弯刚度与圆环的抗弯刚度之间的关系,即 可得:
式中: 表示泊松比,J表示宽度为单位1的圆环的轴惯性矩
将 代入上式中,得:
式中: 表示泊松比,D表示中性层直径
需要说明的是,在临界应力小于或等于材料的比例极限的条件下,上面求临界压力的公式才能使用,其临界应力为:
相反,当临界应力超过了材料的比例极限时,毛坯的临界压力和应力可由下式表示:
式中: 表示材料的比例极限, 表示弹性失稳时的应力
4. 仿真过程
4.1. 旋锻前期处理
使用SolidWork三维软件绘制毛坯与模具,再以为IGES格式导入到DEFOEM-3D软件中。由于本文研究无芯棒旋锻轴段III外径尺寸最小、壁厚最大部分结构的变形,该部分也是模具最先接触部分和危险部分。通过局部细化来刻画点的选取,在局部细化时最重要的是保证网格的均匀性和网格大小,划分时最大网格与最小网格大小不能差距过大,网格数量大难以将变形刻画准确,网格数量过小则导致运算困难甚至不收敛。在局部细化时,视窗外之尺寸比选择0.1,最终划分的元素为150,360,节点33,570个,局部细化后将坯料几何模型删除,保留网格模型。
将25CrMo4材料的拉伸试验中所得的应力应变数据导入到材料的定义中,得到真实的材料,如图4所示。
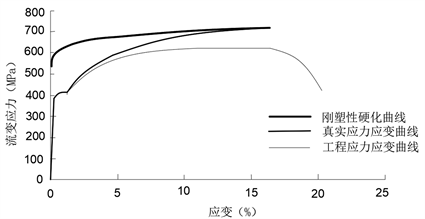
Figure 4. Blank mesh division and stress-strain curve
图4. 毛坯网格划分与应力应变曲线
对于冷锻工艺来说,摩擦因子m取值范围在0.05~0.15之间,在此选择摩擦系数为0.12。
4.2. 进给工艺参数
由于本文是无芯棒旋锻,在无芯棒的工艺中,毛坯是没有轴向运动,只有径向运动和周向运动的。对于周向进给而言,周向进给取为16.8˚/stroke;而径向进给而言,如式(8)所示 [9]:
(8)
式中:D表示径向进给参数,mm;D表示毛坯外径尺寸,mm;D0表示产品外径尺寸,mm。
无芯棒旋锻模具运动与机械压力机的运动特性一致 [4],其运动过程遵循周期性函数。在毛坯周围对称分布着4个模具,模具每结束一次锻打,模具就会回升,毛坯会周向运动,后模具开始下一次锻打,下图5为锤头模具运动特性。

Figure 5. Mold motion characteristic curve
图5. 模具运动特性曲线
锤头速度是锤头行程的函数,影响锻件材料的应变率和再结晶行为。锤头速度的计算公式与机械压力机速度的计算公式相同,见下式,是谐函数或正弦函数。
式中:V——锤头瞬时运动速度(mm/s);n——锤头锻打频率(次/分钟);h——距上止点的距离(mm);s——锤头全行程(mm)
5. 结果与分析
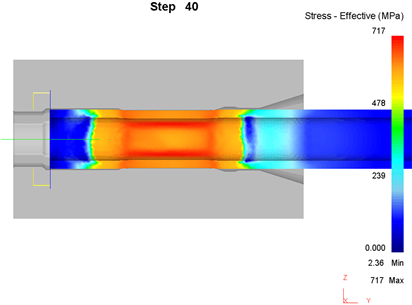
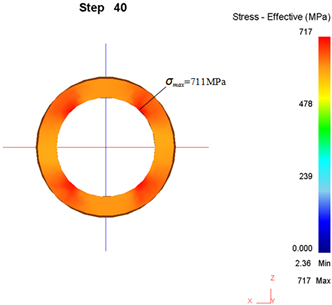
由于锻打过程中,每道次的第一次锻打,坯料与坯料接触最多,变形量最大,所产生的应力也是最大的,所用的锻打力也是最大的,随着坯料再次趋于圆状,模具与坯料的接触圆弧变小,锻打力开始变小,应力也逐渐减小,周而复始,得到最终的成品尺寸,所以只要所设计的毛坯经受住第一次锻打后,不发生失稳,后面由于金属流动性的存在,其内部壁厚增加,其发生失稳的可能性也会减小。图6表示的是当毛坯的径厚比为30时,其应力分布。
由图6可知,毛坯中,中间部分是应力值最大的部分,这是因为其余模具最先接触,最早发生变形的地方;从图6右图来看,应力最大的地方出现在模具与模具之间的间隙处,其最大等效应力为717 MPa,而理论计算得到的临界应力为252 MPa,远大于临界应力,所以失稳了。
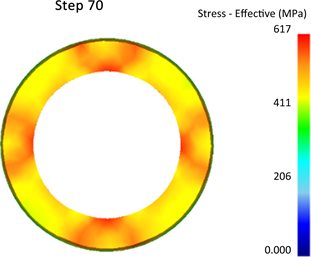
图7表示的是当毛坯的径厚比为28时,其应力分布。
由图7可知,毛坯中,中间部分是应力值最大的部分,这是因为其余模具最先接触,最早发生变形的地方;从图7右图来看,应力最大的地方出现在模具与模具之间的间隙处,其最大等效应力为617 MPa,而理论计算得到的临界应力为289 MPa,远大于临界应力,同样也失稳了。同理,依次使用不同的外径与壁厚的比值,去仿真得第一次锻打的应力值,如表2所示:
 (a) 纵截面
(a) 纵截面
 (b) 横截面
(b) 横截面
Figure 6. Stress distribution diagram
图6. 应力分布图
 (a) 纵截面
(a) 纵截面
 (b) 横截面
(b) 横截面
Figure 7. Stress distribution diagram
图7. 应力分布图
Table 2. Stress conditions under different diameter thickness ratios
表2. 不同径厚比下的应力情况
从表2可以看出,随着比值的减小,第一次锻打的应力也会减小,这是因为在同样的进给参数下,壁厚越厚,毛坯所发生的变形量小,导致产生应力也相应减小;毛坯的临界应力也相应增加,但当比值增加到一定值后,临界应力将减小,这是因为此时毛坯的临界应力大于材料的屈服强度,毛坯发生的是塑性失稳,而不是弹性失稳,总之,比值越小,毛坯就越不容易发生失稳。
6. 结论
1) 毛坯的外径与壁厚的比值越大,毛坯就越容易发生失稳;相反,毛坯的外径与壁厚的比值越小,毛坯越不容易发生失稳。
2) 当毛坯的外径与壁厚的比值小于等于20时,所设计的毛坯在锻打时,将不会发生失稳,也说明按照比值为30所设计的毛坯,这个系数还是过于偏大,毛坯依旧会发生失稳。
3) 在设计旋锻毛坯时,除了考虑毛坯自身应有足够的强度外,还应考虑其结构的稳定性,一旦结构尺寸设计不合理,锻打时,毛坯依旧会破坏而废掉,最终导致材料的浪费。
文章引用
邹黄刚,卢 曦. 无芯棒旋锻毛坯直径与壁厚比值的临界值的研究
Research on the Critical Value of the Ratio of Diameter to Wall Thickness of Blank Forging without Mandrel[J]. 建模与仿真, 2022, 11(05): 1274-1282. https://doi.org/10.12677/MOS.2022.115119
参考文献
- 1. Yeh, M.K. and Kyriakides, S. (1988) Collapse of Deepwater Pipelines. Journal of Energy Resources Technology, 110, 1-11. https://doi.org/10.1115/1.3231355
- 2. Park, T.D. (1996) On the Collapse of Dented Cylinders under External Pressure. International Journal of Mechanical Sciences, 38, 557-578. https://doi.org/10.1016/0020-7403(95)00065-8
- 3. Timshenko, S.P. and Gere, J.M. (1961) Theory of Elastic Stability. McGraw-Hill, New York.
- 4. Fatt, M.S.H. (1999) Elastic-Plastic Collapse of Non-Uniform Cylindrical Shells Subjected to Uniform External Pressure. Thin-Walled Structures, 35, 117-137. https://doi.org/10.1016/S0263-8231(99)00021-X
- 5. 孙震洲. 深海油气管道屈曲失稳机理研究[D]: [博士学位论文]. 天津: 天津大学, 2017.
- 6. 周大隽. 金属体积冷成形技术与实例[M]. 北京: 机械工业出版社, 2009.
- 7. Moumi, E., Wilhelmi, P., Schenck, C., et al. (2018) Material Flow Control in Plunge Micro Rotary Swaging. MATEC Web of Conferences, 190, Article ID: 15014. https://doi.org/10.1051/matecconf/201819015014
- 8. Li, Y., Huang, J., Huang, G., et al. (2014) Comparison of Radial Forging between the Two- and Three-Split Dies of a Thin-Walled Copper Tube during Tube Sinking. Materials & Design, 56, 822-832. https://doi.org/10.1016/j.matdes.2013.11.079
- 9. 孙子莹, 卢曦, 李栋材. 无芯棒旋锻径向进给参数变化匹配研究[J]. 塑性工程学报, 2019, 26(2): 104-108.