Instrumentation and Equipments
Vol.
07
No.
04
(
2019
), Article ID:
33522
,
5
pages
10.12677/IaE.2019.74033
Improvement of Glue-Feeding System for ZJ17
Bin Lin, Shengping Chen, Hongcheng Li
Hongta Tobacco (Group) Co. Ltd., Yuxi Yunnan

Received: Nov. 25th, 2019; accepted: Dec. 12th, 2019; published: Dec. 19th, 2019

ABSTRACT
In the production process of ZJ17, the glue-supplying system of the connecting machine frequently fails, resulting in the shutdown of the glue-feeding device due to the insufficient amount of glue on the water-pine paper. Through analysis, the glue supply system of ZJ17 coil equipment in our factory adopts pressure type glue supply, which requires the whole glue supply system to have good sealing property. However, the randomly matched rubber barrel has poor sealing performance, which results in insufficient pressure due to air leakage in the rubber barrel. Dry rubber layer is easy to form on the latex liquid level, rubber barrel sealing ring is easy to be damaged and fail, and the rotating cylinder that controls the supply and stop is easy to be damaged due to frequent movement, which leads to a high failure rate of the system. In view of the problems existing in the pressure feed system, we put forward pump feed system to replace the pressure feed system.
Keywords:ZJ17, Glue Supply System, Pressure Type, Rubber Pump Type

ZJ17卷接机组接装机供胶系统改进
林斌,陈生平,李泓呈
红塔烟草集团有限责任公司,云南 玉溪

收稿日期:2019年11月25日;录用日期:2019年12月12日;发布日期:2019年12月19日

摘 要
ZJ17卷接机组生产过程中接装机供胶系统故障频发,导致水松纸上胶装置胶量不足而停机。经过分析发现,我厂ZJ17卷接设备接装机供胶系统采用压力式供胶,该供胶方式要求整个供胶系统具有良好的密封性。而随机搭配的胶桶密封性较差,胶桶存在漏气现象导致加压不足且乳胶液面容易形成干胶层,胶桶密封圈容易损坏失效,控制供停的旋转气缸由于动作频繁容易损坏,这些因素导致系统故障率较高。针对压力式供胶存在的问题,我们提出采用泵胶式供胶系统替代压力式供胶系统的新技术方案。
关键词 :ZJ17卷接机,供胶系统,加压式,泵胶式

Copyright © 2019 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
设备的改进升级是设备管理和维修工作中的一项重要内容,其可明显降低设备故障发生频次,提升设备的可靠性和稳定性,提高产品质量,使设备保持较高的有效作业率。ZJ17卷接机组生产过程中接装机供胶系统故障频发,导致水松纸上胶装置胶量不足而停机。经过分析发现,我厂ZJ17卷接设备接装机供胶装置采用压力式供胶,该供胶方式要求整个供胶系统具有良好的密封性。而随机搭配的胶桶密封性较差,胶桶存在漏气现象导致加压不足且乳胶液面容易形成干胶层,胶桶密封圈容易损坏失效,控制供停的旋转气缸由于动作频繁容易损坏,这些因素导致系统故障率较高。由于以上问题为“压力式”供胶系统存在的固有弊病,为解决以上问题,需要对ZJ17接装机供胶系统进行改进。
2. ZJ17接装机供胶系统的工作原理
胶水储存在不锈钢的胶桶内,胶桶通过胶管与截止阀、水松纸上胶系统的胶盘连接,截止阀的启闭由一个双作用旋转气缸控制。胶桶内壁接有气管,为胶桶内的胶水加压。胶盘上安装有胶位检测器,启动胶辊后当检测到胶水液位低于设定值时,控制模块发出信号,使双作用旋转气缸动作,打开截止阀。具有一定压力的胶水从胶桶流出,通过截止阀进入胶盘。当胶盘内胶水液面到达一定高度时,检测器向控制模块发出信号,使双作用旋转气缸反向旋转,带动截止阀关闭,供胶系统停止供胶。图1为供胶控制流程图,图2、图3分别为供胶系统停止供胶和启动供胶的工作状态。
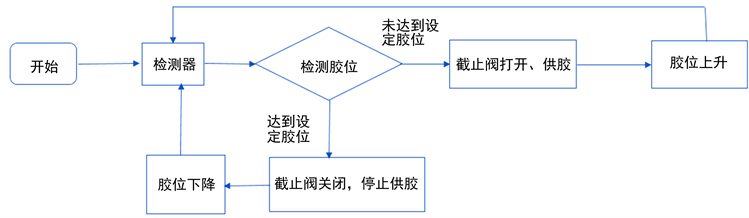
Figure 1. Flow chart of glue supply control
图1. 供胶控制流程图

Figure 2. Condition of cutting off glue supply
图2. 停止供胶状态
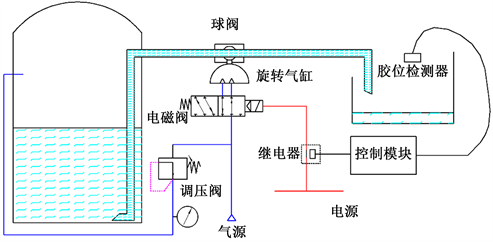
Figure 3. Condition of starting glue supply
图3. 启动供胶状态
3. 存在问题及原因分析
3.1. 存在问题
ZJ17卷接机组接装机部分水松纸上胶装置中的乳胶由供胶系统提供,而生产过程中接装机供胶系统故障频发,导致水松纸上胶装置经常由于胶盘中的胶量不足而停机。
3.2. 原因分析
ZJ17卷接机组接装机部分供胶系统采用压力式供胶,即通过对胶桶内通入压缩空气,将乳胶从胶桶中压入胶盘中。该方式下对整个供胶系统的密封性要求较高,一旦出现压力泄漏就可能导致胶桶内的压力下降从而不足以将乳胶压入胶盘。而ZJ17卷接机组原配胶桶密封性较差,故障频发。
通过对接装机供胶系统故障情况的统计归类,主要有如下情况:
桶内胶水液面形成“干胶层”。由于胶桶密封性较差,存在轻微漏气现象,桶内空气的快速流动加速了表层乳胶的凝固速度。凝固的乳胶漂浮在胶水表面并与胶桶粘贴,导致压缩空气无法直接作用于胶液,胶水压力下降引发供胶故障。
桶盖密封圈损坏失效。胶桶盖与桶身通过旋转一个角度启闭,密封圈在桶盖与桶身之间以保证胶桶的密封性能。实际生产过程中密封圈在启闭过程中受力较大,很容易被拉长变形最终损坏失效。一旦密封圈失效,胶桶内的压力将大幅度下降,最终导致压力过低不能将桶内的胶水压入胶盘中。
旋转气缸损坏。压力供胶形式下,供胶的启停由与球阀相连的旋转气缸控制。供胶系统在生产过程中启停频繁,约5~10秒就进行一次动作转换,旋转气缸使用寿命较短。
为从根本上解决以上问题,需要对ZJ17接装机供胶系统进行改进。
4. 接装机供胶系统改进
4.1. 确定供胶形式
目前比较常见的供胶形式有“重力式”,“压力式”和“泵胶式”三种。“重力式”结构简单,稳定可靠,但需要将胶桶设置在高处,不便于补充胶水。“泵胶式”稳定可靠性好,方便维护保养,虽然结构复杂一些,但是与目前使用的 “加压式”相近,改造简单可行。于是选用将供胶系统改造为“泵胶式” [1]。
4.2. 胶水泵的选择
ZJ17卷接机组水松纸上胶系统采用“滚胶式”的上胶方式,该方式要求控胶辊一部分需要浸泡在胶液中,即胶盘中的胶水液面不能低于设定高度。供胶系统只需短时间供给足量胶液,对胶水流量没有要求,所以不需要使用齿轮泵等精确控制的胶泵。使用质量好,免维护的气动隔膜泵,可以有效保证系统的稳定性,且改造不需要增加额外的动力机构。
根据生产要求,选用CX20EES气动隔膜泵,泵的工作气压设定为2 bar [2]。
4.3. 供胶系统设计和改造
新的供胶系统工作原理如图4所示,以泵的启停来控制胶水供给和停止,通过控制供给泵的压缩空气即可控制泵的启停状态。
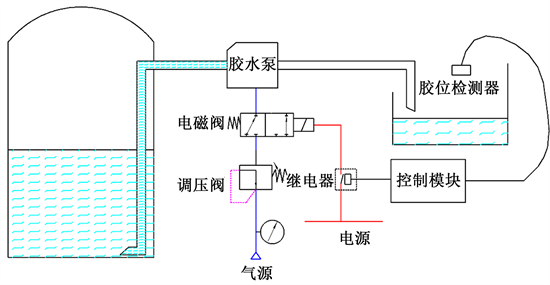
Figure 4. New design drawing of glue supply system
图4. 新的供胶系统设计图
改造过程如图5所示,改造前后对比如图6,胶水泵的控制只需要两通电磁阀即可完成,将原二位五通电磁阀改为两位三通电磁阀,其出口气管与胶水泵相连。胶泵气源压力大小设定为2 bar,但需要根据实际生产情况做一定调整。气源至胶泵间需要安装调压阀。由于原胶桶加压部分的供气系统本身带有调压阀,气压大小可调,而改造为胶泵供胶模式后该气路处于废弃状态,可以利用该气路作为胶泵的气源,接入控制系统的电磁阀入口 [3]。
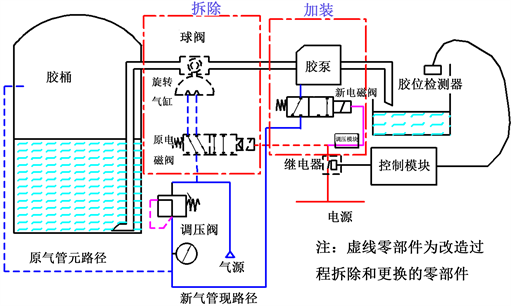
Figure 5. The modify of pump rubber system
图5. 改造泵胶系统设计图
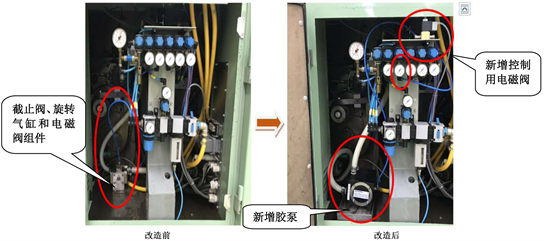
Figure 6. Comparison before & after reconstruction
图6. 改造前后对比图
5. 结论
ZJ17卷接机组生产过程中接装机供胶系统故障频发,导致水松纸上胶装置胶量不足而停机。经过分析发现,我厂ZJ17卷接设备接装机供胶装置采用压力式供胶,该供胶方式要求整个供胶系统具有良好的密封性。而随机搭配的胶桶密封性较差,胶桶存在漏气现象导致加压不足且乳胶液面容易形成干胶层,胶桶密封圈容易损坏失效,控制供停的旋转气缸由于动作频繁容易损坏,这些因素导致系统故障率较高。
“泵胶式”供胶系统对系统密封性要求低,避免了“压力式”供胶系统需要密封所带来的各种弊病,目前气动隔膜泵技术成熟故障率极低,通过使用气动隔膜泵代替原球阀,在原控制气路的基础上更换电磁阀,并对气管进行简单的重新规划连接就可满足新系统的控制要求。“泵胶式”供胶系统稳定和可靠性都强于“压力式”供胶系统,设备经过改造后供胶系统故障发生频率大大降低。
文章引用
林 斌,陈生平,李泓呈. ZJ17卷接机组接装机供胶系统改进
Improvement of Glue-Feeding System for ZJ17[J]. 仪器与设备, 2019, 07(04): 246-250. https://doi.org/10.12677/IaE.2019.74033
参考文献
- 1. 刘芳. YJ27接装机气压式供胶系统的使用与改进[J]. 经济技术, 2011(7): 51.
- 2. 江晓鹏. 气动隔膜泵的工作原理及常见故障排除[J]. 煤, 2012, 21(4): 51, 74.
- 3. 邓光华. 卷烟卷接工专业知识[M]. 河南: 河南科学技术出版社, 2012.