Mechanical Engineering and Technology
Vol.05 No.02(2016), Article ID:17909,5
pages
10.12677/MET.2016.52015
Investigation of Controlling Process of Laser Welding Parameters on Stainless Steel Railway Vehicle
Liguo Liu, Jinbao Ma
Changchun Railway Vehicles Co., Ltd., Changchun Jilin

Received: Jun. 7th, 2016; accepted: Jun. 25th, 2016; published: Jun. 30th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
Currently, stainless steel railway vehicles body and structure are usually assembled by resistance spot welding process. The weak points of this process are the poor surface quality and bad airtight due to the pressure of electrodes. The partial penetration lap laser welding is investigated as a solution for the disadvantages of resistant spot welding stainless steel railway vehicles. In this paper the tests of parameters of laser welding including laser power, welding speed and focus distance were performed to get the influence to the strength and appearance quality. Through adjusting the parameters we can get good quality of laser welding joint.
Keywords:Lap Laser Welding, Laser Welding Parameters, Joint Strength, Appearance Quality

不锈钢轨道车辆激光焊质量参数控制工艺研究
刘立国,马金宝
中车长春轨道客车股份有限公司,吉林 长春

收稿日期:2016年6月7日;录用日期:2016年6月25日;发布日期:2016年6月30日

摘 要
目前不锈钢轨道客车车体多采用电阻点焊工艺,但焊点处存在明显的压痕,影响不涂装车体外观质量。部分熔透激光焊技术的研发可以作为解决电阻点焊不锈钢车体弊端的有效手段。为此研发部分熔透型激光搭接焊工艺以期改善车体的表面质量及气密性,并保证接头强度高于电阻点焊接头。进行不锈钢激光焊接工艺试验,考察激光焊接工艺参数(激光功率、焊接速度、离焦量)对接头强度和外观质量的影响规律,从而通过调整激光焊接工艺参数来控制不锈钢激光焊接头质量。
关键词 :激光焊接,工艺参数,接头强度,表面质量

1. 引言
我国于20世纪90年代开始研究、开发全不锈钢轨道客车车辆。迄今为止,国内不锈钢轨道客车的车体结构一直采取通过组合不锈钢外板和骨架后,利用电阻点焊组装的方式 [1] 。与电弧焊相比,采用电阻点焊方法虽然能够减小车体的焊接变形,但由于车体侧墙上焊点分布密度高,经常发生外板局部变形。而在不涂装的不锈钢侧墙板上,点焊压痕降低了车体外观化水平。同时,采用电阻点焊技术制造的车体密封性差,不适于高速列车 [2] 。此外,电阻点焊生产效率不高也是目前不锈钢车体侧墙结构制造中存在的主要问题之一。因此,提出了采用激光焊代替电阻点焊的焊接方法 [3] 。
为此开发车体侧墙的非熔透型激光搭接焊工艺。激光束照射在外墙板内侧搭接的补强骨架上,通过控制工艺参数使激光束贯穿补强板,而在熔入外墙板某一深度时中止。这样侧墙外板表面没有焊接痕迹,改善了车体的表面质量 [2] 。同时,激光焊接的连续性也能够保证不锈钢车体结构的密闭性。此外还要求激光搭接焊接头具有不低于电阻点焊接头的剪切拉伸强度。在保证外表面质量的前提下,保证激光焊接头强度大于电阻点焊接头强度,需要通过调整激光焊工艺参数来实现。
2. 试验材料及方法
2.1. 试验材料
采用铁道客车用SUS301L奥氏体不锈钢板材,外墙板和补墙骨架的厚度分别2 mm和1 mm,表1列出SUS301L奥氏体不锈钢的化学成分及力学性能。
2.2. 试验设备及方法
激光焊接使用Trudisk4002盘式固体激光器,额定功率4 kw;光束质量8 mm*mrad,激光束波长1.06 μm;光纤直径0.6 mm;焦距200 mm。保护气体为氩气,流量为30 L∙min−1,氩气纯度 ≥ 99.999%,由直径8 mm的导嘴导出。
激光焊接头形式及焊缝断面示意图如图1所示。
激光焊接工艺参数列于表2。
3. 结果与讨论
3.1. 激光功率对接头质量的影响
保持焊接速度S = 22 mm/s,离焦量F = 0 mm不变,从1.5 kW至2.5 kW改变激光功率。图2表示街头剪切拉伸载荷随激光功率的变化规律。在焊接速度和离焦量保持不变的情况下,剪切拉伸载荷正比于激光功率。激光功率越大,接头剪切拉伸载荷越大,但过大的激光功率会使焊缝外观变差,出现变色及较明显的焊接痕迹。
在焊接速度S = 22 mm/s,离焦量F = 0 mm不变条件下,激光功率超过2.0 kW时,虽然能保证强度大于电阻点焊,但焊接接头外表面出现焊接痕迹,并不是功率越大越好,根据激光功率对接头质量的影响规律来选择功率。
3.2. 焊接速度对接头质量的影响
焊接速度对接头质量影响较大,提高焊接速度会使熔深变浅,接头强度降低。但速度过低,激光束作用在工件表面的时间增加,又会导致材料过度熔化、工件焊穿。所以,对一定激光功率和一定厚度的某特定材料有一个合适的焊接速度范围。图3给出了焊接速度与接头剪切拉伸载荷的关系,接头剪切拉伸载荷随着速度的增加而降低。同时表面质量检测发现,在功率P = 2.0 kW、离焦量F = 0 mm时,焊接速度小于19 mm/s时,接头强度大于电阻点焊接头,但是外表面出现焊接痕迹,影响外观质量。但焊接速度也不应过大,否则熔深过浅会降低接头强度。
3.3. 离焦量对接头质量的影响
激光焊接通常需要一定的离焦量,离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。当负离焦时,材料内部功率密度比表面还高,易形成更强的熔化、汽化,使光能向材料更深处传递。所以在实际应用中,当要求熔深较大时,采用负离焦;焊接薄材料时,宜用正离焦。
图4是离焦量对接头剪切拉伸载荷的影响,当离焦量增大,接头剪切拉伸载荷减少,这是由于负离焦时,随着离焦量增加,焦平面距离工件表面距离减少,材料内部的激光强度降低,熔深减小。正离焦时,随着离焦量的增加,焦平面距离工件表面距离增加,激光束焦点据工件距离增大、强度降低,导致熔深减小。但从接头剪切拉伸载荷的数值上看,离焦量对于薄板激光搭接焊的影响并不是很明显,同时由于调节离焦量需要一定的时间,故为提高效率,选择离焦量为0 mm。

Table 1. Chemical and mechanical property of SUS 301L [4]
表1. SUS301L奥氏体不锈钢化学成分及力学性能 [4]
Table 2. Parameters of laser welding
表2. 激光焊接工艺参数
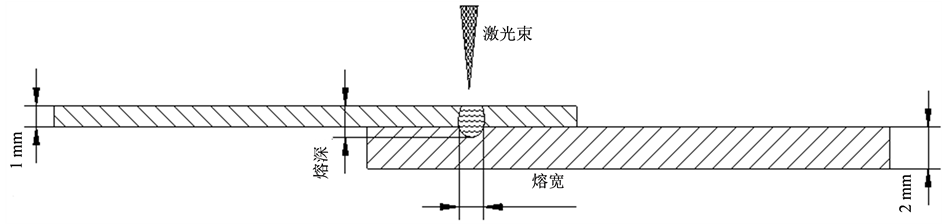
Figure 1. Joint of lap laser welding
图1. 激光搭接焊焊缝断面图

Figure 2. Influence of laser power to tensile strength
图2. 激光功率对接头剪切拉伸载荷的影响

Figure 3. Influence of welding speed to tensile strength
图3. 焊接速度对剪切拉伸载荷的影响

Figure 4. Influence of focus distance to tensile strength
图4. 离焦量对剪切拉伸载荷的影响
4. 结论
1) 采用激光搭接焊工艺焊接不锈钢车体侧墙结构,可以通过确定合理的工艺参数实现既满足连接强度又提高车体外观化水平的目的。
2) 不锈钢激光焊接头的剪切拉伸载荷随着激光功率的增加而增加,但激光功率过高将导致接头外表面美观程度下降,出现变色及焊接痕迹,在一定的速度下,功率需要控制在一定范围。
3) 不锈钢激光焊接头的剪切拉伸载荷随着焊接速度的增加而降低,焊接速度过高将导致接头强度下降,速度过低,接头外表面将出现变色及焊接痕迹,在一定的激光功率下,焊接速度需要控制在一定范围。
基金项目
2013年吉林省人才资助项目。
文章引用
刘立国,马金宝. 不锈钢轨道车辆激光焊质量参数控制工艺研究
Investigation of Controlling Process of Laser Welding Parameters on Stainless Steel Railway Vehicle[J]. 机械工程与技术, 2016, 05(02): 115-119. http://dx.doi.org/10.12677/MET.2016.52015
参考文献 (References)