Material Sciences
Vol.
11
No.
05
(
2021
), Article ID:
42443
,
9
pages
10.12677/MS.2021.115067
钽钨合金药型罩的热处理工艺研究
田开文1,张全孝1,赵鑫2,黄伟明1
1中国兵器科学研究院宁波分院,浙江 宁波
2北京科技大学材料科学与工程学院,北京

收稿日期:2021年3月19日;录用日期:2021年5月13日;发布日期:2021年5月20日

摘要
本文以钽钨合金为研究对象,采用工艺流程(粉末冶金–电子束熔炼–热锻开坯–真空热处理–模锻–真空热处理–精加工)成功制备出了钽钨合金EFP药型罩。对模锻前的棒料和模锻后的药型罩进行了不同温度下真空退火热处理工艺研究,结合金相组织观察和硬度测试,得到这种材料的最佳热处理工艺参数。研究结果表明锻造前棒料毛坯和锻造后药型罩的再结晶退火工艺参数分别为1150℃ × 1 h和1320℃ × 1 h。采用该热处理工艺制得的钽钨合金药型罩具有较高的力学性能,其微观组织呈细小的等轴晶且周向与心部晶粒尺寸相差较小。侵彻试验表明钽钨合金EFP药型罩可形成形态好、飞行稳定,速度降小的球形弹丸,具有较高的侵彻性能。
关键词
钽钨合金,药型罩,热处理
Heat Treatment Process of Ta-W Alloy Shaped Charge Liner
Kaiwen Tian1, Quanxiao Zhang1, Xin Zhao2, Weiming Huang1
1Ningbo Branch of Chinese Academy of Ordnance Science, Ningbo Zhejiang
2School of Material Science and Engineering, Beijing University of Science and Technology, Beijing

Received: Mar. 19th, 2021; accepted: May 13th, 2021; published: May 20th, 2021

ABSTRACT
The Ta-W refratory alloy was used as the research subject. The Ta-W EFP shaped charge liners were successfully prepared by the technological process (powder metallurgy - electron beam melting - hot forging - vacuum heat treatment - die forging - vacuum heat treatment - finishing). The effect of vacuum heat treatment temperature on the mechanical properties and microstructure was studied for the bar before die forging and the liner after die forging. The optimized heat treatment parameters were obtained by microstructure observation and hardness test. The results show that the prepared shaped charge liners have higher mechanical properties with fine equiaxed grains and exhibit small difference of grain size between circumferential and central region. The target penetration test shows that the Ta-W EFP liner can form spherical projectile with good shape, stable flight and low velocity drop, which has high penetration performance.
Keywords:Ta-W Alloy, Shaped Charge Liner, Heat Treatment

Copyright © 2021 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
爆炸成形弹丸(explosively formed projectile)战斗部的关键部件是锥角大于120˚的抛物面形或球缺形药型罩,当炸药引爆之后,药型罩口部向后翻转,以大于104/s的应变速率变形形成弹丸,击中装甲并破坏目标。目前紫铜作为传统的EFP战斗部药型罩材料已不能适应装甲防护技术的发展,迫使战斗部研究必须寻求新的药型罩材料。理想的EFP药型罩应该满足以下要求:具有高的动态延展性、高密度及细晶粒结构,能形成完整的弹丸。密度增大意味着能以更高的能量密度和更大的冲击力来提高侵彻能力;增强延展性则有助于形成更长的弹丸,从而增大侵彻深度。
钽材由于具有密度高(16.6 g/cm3)、成形性好和韧性高等特点,是目前国外爆炸成形弹丸药型罩的首选材料 [1]。对比试验表明,在相同质量、相同长径比和2 km/s速度条件下,钽罩形成的弹丸侵彻均质装甲钢板(硬度Hv320,屈服强度1050 MPa)的侵彻深度为160 mm,而传统铜罩形成弹丸的侵彻深度为123 mm,钽材药型罩形成的爆炸成形弹丸比传统铜罩的大约高30%以上 [2]。目前国外的钽材药型罩已经装备部队,如美国的SADARM弹、TOW系列弹、STAFF弹和WAM弹,法国和瑞典联合研制的BONUS-155弹及德国的SMART-155弹等爆炸成形弹丸,都普遍采用了钽作为药型罩材料。而相比国外,国内EFP药型罩主要采用紫铜作为原材料,目前为了进一步提升武器威力,开始采用钽或钽合金药型罩取代紫铜,但是国内钽材EFP药型罩技术储备不足,对战斗部威力提升及应用已构成严重制约。
国外研究较多的钽药型罩材料为钽钨合金。通过往纯钽中添加钨元素,形成完全固溶的单相合金,在提高密度的同时可以保持良好的高动态延性。研究表明,为保证药型罩在翻转过程中能经受高应变率、大应变量的变形,最后形成有效弹丸,要求药型罩材料具备强度和塑性匹配良好的力学性能以及细晶化和均匀化的微观组织 [3] [4] [5]。因此本文针对钽钨合金药型罩开展了热处理工艺研究,包括药型罩锻造成形前的棒坯和锻造成形后的药型罩,通过真空热处理使药型罩在锻造过程中产生的纤维状晶粒实现静态再结晶,并弱化晶粒取向,从而保证药型罩具有较大的侵彻性能和良好的穿深稳定性。
2. 实验
钽钨合金药型罩制备的工序流程如图1所示:首先采用粉末冶金方法(配粉混粉、等静压压制、真空高温烧结)制成钽钨合金坯条;再经过两次电子束熔炼得到f 150 mm的钽钨合金铸锭;然后采用大变形量热锻开坯,通过热锻开坯得到f 50 mm的锻棒毛坯;对锻造毛坯进行真空退火热处理使晶粒细化,从而获得最佳塑性变形组织,为下一步锻造工艺做好材料性能上的准备;锻造制成药型罩毛坯;对药型罩毛坯进行再结晶退火热处理,进一步优化药型罩的合金组织和力学性能,得到性能优良的钽钨合金药型罩。最后用数控车床将药型罩毛坯精加工成药型罩成品。
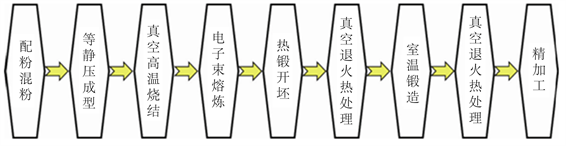
Figure 1. Process flow chart of Ta-W alloy EFP liner
图1. 钽钨合金EFP药型罩的工艺流程图
3. 结果与分析
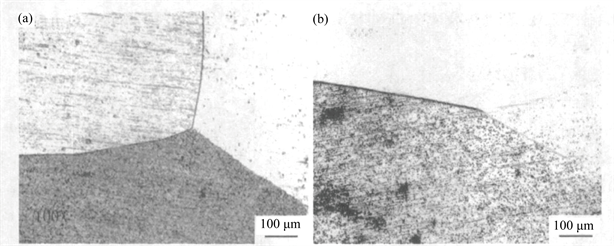
经过电子束熔炼得到的钽钨合金铸锭的晶粒粗大,其表层的晶粒尺寸平均为4 mm~6 mm,铸锭芯部晶粒则更为粗大。如图2所示,其中左图为铸锭表层的金相组织,右图为铸锭芯部的金相组织。
 铸锭表层 铸锭芯部
铸锭表层 铸锭芯部
Figure 2. Microstructures of Ta-W alloy ingot
图2. 钽钨合金铸锭金相照片
为了充分破碎粗大的铸造组织,便于后续加工,采用了大变形量的热锻开坯。将f 150 mm的铸锭经过多轮墩拔及锻后扒皮,最终得到了f 50 mm的锻棒毛坯。
从图1的工艺流程图中可以看到,在钽钨合金药型罩的制备工艺流程中包括两个真空退火热处理工艺:对药型罩锻造前的热锻开坯棒进行再结晶退火热处理和对锻造后的药型罩毛坯进行再结晶退火热处理。
3.1. 锻棒毛坯的再结晶退火热处理
为保证棒材能够通过室温锻造工艺完成钽钨药型罩的成型,需要通过再结晶处理进行晶粒细化、使棒材获得最佳塑性变形组织。
首先在锻棒上取6个试样,分别在1000,1050,1150,1200,1300和1400℃进行真空退火处理,真空度为1 × 10−3 Pa,保温时间均为1 h。然后对试样进行金相组织观察和晶粒直径分布,以此分析其再结晶进展情况。
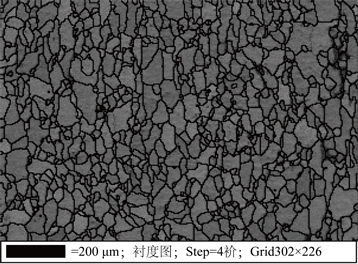
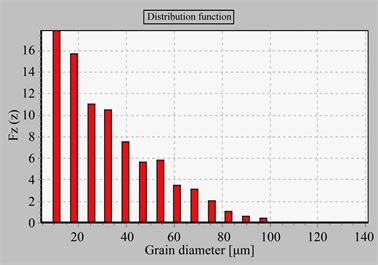
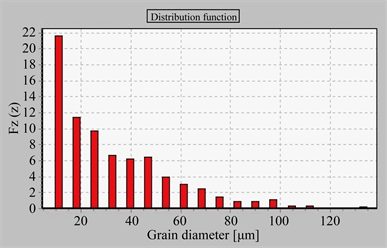
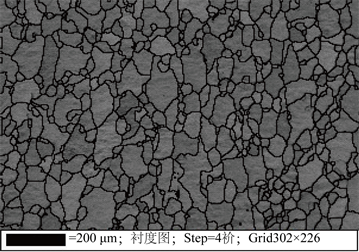
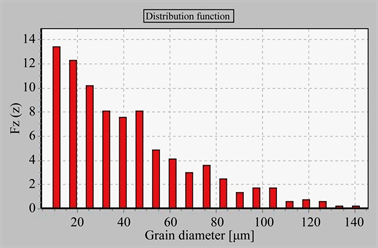
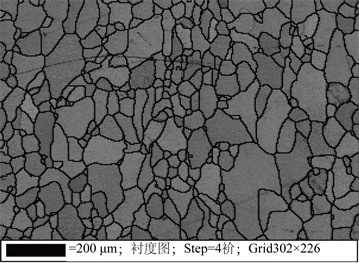
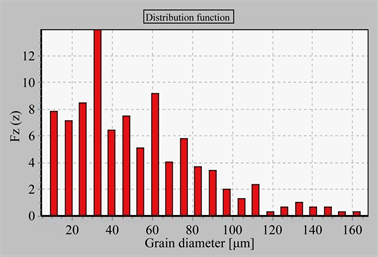
对钽钨合金锻棒的金相组织和晶粒直径分布情况的检测结果见图3。
通过对图3中的钽钨合金锻造棒材试样金相组织及晶粒直径分布进行分析,可以得到以下结论:在温度低于1150℃退火,材料再结晶不完全;在温度高于1150℃退火,晶粒长大现象严重,而材料在1150℃ × 1 h进行真空退火热处理,可以得到细小等轴晶粒,因此锻棒毛坯的再结晶处理温度确定为1150℃。棒
 1000℃ × 1 h热处理金相组织
1000℃ × 1 h热处理金相组织
 试样晶粒直径分布
试样晶粒直径分布
 1050℃ × 1 h热处理金相组织
1050℃ × 1 h热处理金相组织
 试样晶粒直径分布
试样晶粒直径分布
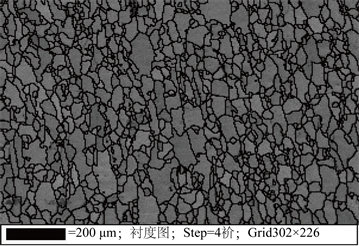 1150℃ × 1 h热处理金相组织
1150℃ × 1 h热处理金相组织
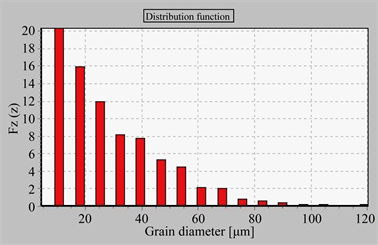 试样晶粒直径分布
试样晶粒直径分布
 1200℃ × 1 h热处理金相组织
1200℃ × 1 h热处理金相组织
 试样晶粒直径分布
试样晶粒直径分布
 1300℃ × 1 h热处理金相组织
1300℃ × 1 h热处理金相组织
 试样晶粒直径分布
试样晶粒直径分布
 1400℃ × 1 h热处理金相组织
1400℃ × 1 h热处理金相组织
 试样晶粒直径分布
试样晶粒直径分布
Figure 3. Microstructure and grain size distribution of Ta-W alloy forged bar under different heat treatment temperatures
图3. 不同热处理温度的钽钨合金锻造棒材金相组织与晶粒直径分布
材在该温度下可以获得最佳塑性,从而能够保证在室温下完成钽钨药型罩的锻造成型,使材料在锻造成型过程中流动性好,易充型。
3.2. 药型罩的再结晶退火热处理
将上述经过1150℃真空退火热处理的f 50 mm锻造毛坯棒车成小圆柱,通过模锻锻成f 108 mm的药型罩毛坯。钽钨合金锻造毛坯如图4所示,表面无氧化皮、无裂纹和开裂现象。

Figure 4. Ta-W alloy EFP liners after forging
图4. 钽钨合金EFP药型罩锻造毛坯
为了获得细晶且力学性能优良的钽钨合金药型罩,需要对锻后药型罩毛坯进行再结晶退火热处理,以进一步优化药型罩的合金组织和力学性能。
在药型罩毛坯上取11个试样,分别在1000、1050、1100、1150、1200、1250、1300、1310、1320、1350和1400℃进行真空退火处理,真空度为1 × 10−3 Pa,保温时间均为1 h。然后对上述试样进行硬度测试,分析其再结晶情况。药型罩毛坯真空热处理前的布氏硬度为175,表1为钽钨药型罩试样经不同真空退火温度处理后的布氏硬度。

Table 1. Hardness of Ta-W samples after vacuum heat treatment at different temperatures
表1. 钽钨药型罩试样经不同真空退火温度处理后的硬度
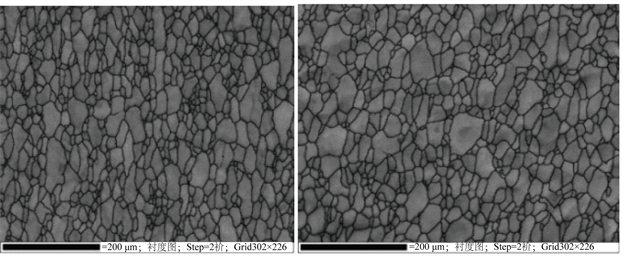
根据表1的数据绘制出退火温度和硬度关系曲线,如图5所示。由图5可见,药型罩材料的硬度在1000℃~1250℃温度区间下降缓慢,但在1250℃~1350℃温度区间下降加快,因此试样可能在此温度区间发生再结晶。为了进一步确定锻造钽钨药型罩的再结晶温度,对此温度区间试样的金相组织进行了观察。图6为钽钨合金药型罩在1320℃下三个典型位置试样的再结晶退火组织。
从图6可以看出,经过1320℃ × 1 h真空退火后,材料中形成了新的等轴晶,锻造的变形组织已完全消失,说明再结晶已基本完成,达到了再结晶退火的目的。晶粒尺寸平均值小于30 μm,周向与心部晶粒尺寸相差较小。药型罩顶部、中部和口部的力学性能稳定,测试结果如表2所示。因此确定钽钨合金药型罩锻造成型后,其再结晶退火工艺为:1320℃ × 1 h真空退火。
3.3. 钽钨EFP药型罩侵彻性能
在100 m距离上垂直放置均质60 mm厚的603装甲均值装甲钢板,用于验证所研制的钽钨合金EFP药型罩的穿甲威力。在飞行路径的不同位置布置纱网靶,捕获EFP飞行过程中的姿态并测量EFP在飞行过程中的速度,用于判断EFP的完整性和飞行稳定性。着靶情况(左图为靶板的正面、右图为靶板的背面)见图7,EFP典型的纱网见图8。

Figure 5. Relation between annealing temperature and hardness
图5. 退火温度和硬度关系曲线
 (a) 顶部200× (b) 中部200×
(a) 顶部200× (b) 中部200×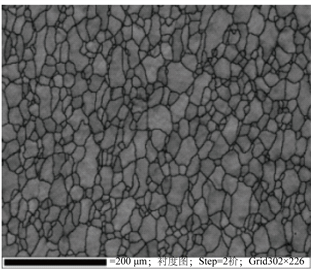 (c) 口部200×
(c) 口部200×
Figure 6. Microstructures of Ta-W alloy liner after annealing treatment at 1320℃ for 1 h
图6. 钽钨合金药型罩1320℃ × 1 h再结晶退火组织
Table 2. Mechanical properties of Ta-W alloy liners
表2. 钽钨合金药型罩力学性能
 (a) 正面
(a) 正面  (b) 背面
(b) 背面
Figure 7. Target damage of EFP liner
图7. 战斗部着靶情况

Figure 8. Typical hole pattern of EFP liner
图8. 战斗部EFP典型纱网孔型
试验结果表明,钽钨合金EFP药型罩可形成形态好、飞行稳定,速度降小(约3 m/s/m)的球形弹丸,可穿透100 m距离上60 mm/0˚均质装甲钢板。
4. 结论
(1) 通过锻造变形,结合再结晶热处理工艺可以制备出晶粒尺寸细小均匀且力学性能优良的钽钨合金药型罩。
(2) 锻造前锻棒毛坯的再结晶处理温度为1150℃ × 1 h,真空退火;锻造后药型罩的再结晶退火工艺为1320℃ × 1 h,真空退火。
(3) 对锻造前的棒坯和锻造后药型罩进行再结晶热处理后,最终获得了高性能钽钨合金药型罩。晶粒尺寸平均值小于30 μm,周向与心部晶粒尺寸相差较小;力学性能具有较好的强塑性匹配,可以达到拉伸强度Rm ≥ 408 MPa,屈服强度ReL ≥ 325 MPa,延伸率A ≥ 40%;钽钨合金EFP药型罩可形成完整的弹丸,具有较高的侵彻性能。
文章引用
田开文,张全孝,赵 鑫,黄伟明. 钽钨合金药型罩的热处理工艺研究
Heat Treatment Process of Ta-W Alloy Shaped Charge Liner[J]. 材料科学, 2021, 11(05): 576-584. https://doi.org/10.12677/MS.2021.115067
参考文献
- 1. Cardonne, S.M., Kumar, P., Michaluk, C.A. and Schwartz, H.D. (1995) Tantalum and Its Alloys. International Journal of Refractory Metals and Hard Materials, 13, 187-194. https://doi.org/10.1016/0263-4368(95)94023-R
- 2. 王兵. 爆炸成形弹用药型罩材料的研制动向[J]. 国外兵器动态, 1996(3): 6.
- 3. 彭海健, 闫晓东, 李德富. 钽在破甲弹药型罩中的应用[J]. 稀有金属, 2006, 30(5): 678-681.
- 4. Chen, S.R., Gray III, G.T. and Bingert, S.R. (1996) Me-chanical Properties and Constitutive Relations for Tantalum and Tantalum Alloys under High-Rate Deformation. Tan-talum 1996 Annual Meeting, Anaheim, CA, 4-8 February 1996, 1-12. https://doi.org/10.2172/226058
- 5. Lee, S., Yang, S. and Lee, S.H. (2017) Projectile Formation of Tantalum EFP Liner Fabricated by Thermo-Mechanical Processes. 30th International Symposium on Ballistics, Long Beach, CA, 11-15 September 2017, 1714-1721. https://doi.org/10.12783/ballistics2017/16956