Material Sciences
Vol.
12
No.
10
(
2022
), Article ID:
57217
,
8
pages
10.12677/MS.2022.1210113
基于多元非线性回归方法的脉冲电化学光整加工表面质量预测研究
赵佳洋,张思远,刘显鹤,鲁建辉,戚豪辉,刘悦
沈阳航空航天大学,理学院,辽宁 沈阳
收稿日期:2022年9月19日;录用日期:2022年10月20日;发布日期:2022年10月27日

摘要
本文对脉冲电化学光整加工零件的材料去除率以及表面粗糙度进行预测。首先对实验所得的数据进行分析,找出其中最主要的影响因素,然后从搜集到的数据中取出21组数据建立了数学回归模型。求解模型,对材料的去除率以及表面粗糙度进行了预测,并对模型进行了验证。根据验证结果可以看出,我们所得到的模型可以比较准确的预测出材料去除率以及表面粗糙度。最后我们依据以上结论对模型进行评估和改进,从而得出在其他条件一定时:粗糙度与电解液温度成反比,材料去除率与电解液温度成正比;粗糙度和材料去除率均与电流密度成正比;粗糙度受电解液温度影响更大,材料去除率受电流密度影响更大等结论。
关键词
多元非线性回归,脉冲电化学光整加工,表面质量,最小二乘法

Surface Quality Prediction of Pulsed Electrochemical Finishing Based on Multiple Nonlinear Regression Method
Jiayang Zhao, Siyuan Zhang, Xianhe Liu, Jianhui Lu, Haohui Qi, Yue Liu
School of Science, Shenyang Aerospace University, Shenyang Liaoning
Received: Sep. 19th, 2022; accepted: Oct. 20th, 2022; published: Oct. 27th, 2022

ABSTRACT
In this paper, the material removal rate and surface roughness of parts processed by pulse electrochemical finishing are predicted. First, we analyze the data obtained from the experiment, find out the most important influencing factors, and then take 21 groups of data from the collected data to establish a mathematical regression model. The material removal rate and surface roughness were predicted by solving the model, and the model was verified. According to the verification results, the model we obtained can accurately predict the material removal rate and surface roughness. At last, we evaluate and improve the model according to the above conclusions, so that when other conditions are constant, roughness is inversely proportional to electrolyte temperature, and material removal rate is proportional to electrolyte temperature; roughness and material removal rate are directly proportional to current density; the roughness is more affected by electrolyte temperature, and the material removal rate is more affected by current density.
Keywords:Multiple Nonlinear Regression, Pulse Electrochemical Finishing, Surface Quality, Least Square Method

Copyright © 2022 by author(s) and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/


1. 引言
脉冲电化学光整加工作为一个同时兼顾效率、质量和成本的优秀的加工零件的方法,在重要部件以及精密零部件制作方面具有十分重要的作用,尤其是零件表面质量 [1] 方面。随着科技的日新月异,技术的提高伴随着更高的需求,而在高精零件的制作方面脉冲电化学光整加工有它不可或缺的地位。而对于一些异形曲面的精密仪器,它的优势更加显著。我们的研究目的是将加工所得的零件表面粗糙度以及材料去除率的实际值进行预测,从而提前“预知”加工结果。
对此,我们要对可能影响脉冲电化学光整加工材料去除率以及表面粗糙度结果的变量以及实验结果的实际数据的进行收集。由于影响脉冲电化学的因素有很多,我们需要对已有数据进行筛选,找出最强的影响因素,其次,建立合适的数学模型,使得该模型可以利用影响结果的变量值预测实验结果,并对该模型进行是否符合实际的验证,检验模型效果,随后对之进行评价和改进。
2. 电化学光整加工项目背景及分析
2.1. 项目背景
机械工程中的很多精密仪器或设备对其组成零件表面质量的光整度要求很高,因此很多零件要进行光整加工才能投入使用。传统机械零件的光整加工 [2] 可以采用磨削的方法,但是如果零件材料在硬度较高且对零件表面表面粗糙度要求很高(比如航空轴承)的情况下,采用传统的方式很难加工,这时我们就可以采用特种加工方法中的电化学光整加工来降低零件表面粗糙度,电化学光整加工的原理如下图1所示。
工具接电源的负极,形成工具阴极;工件接电源的正极,形成工件阳极;极间通以电解液。当工具阴极在工件表面扫过时,正对着工具阴极的工件表面部分的金属就发生了电化学溶解,随着阴极的扫描进行,工件表面逐渐实现整平 [3]。
电化学光整加工过程是一个复杂的非线性过程,加工结果(即零件表面粗糙度)受到工具阴极转速、加工电压、极间间隙、光整时间、脉冲因数等因素的影响,每一因素的改变都会影响加工结果。因此,各影响因素的变化对加工结果的影响情况成为我们研究的一个重点。
由于脉冲电化学光整加工的飞速发展,对表面质量预测的研究已有不少,但由于脉冲电化学光整加工的影响因素较多,故而大多使用神经网络 [4] 进行预测,而神经网络需要复杂的编程和训练,对此我们打算只考虑主要的影响因素,使用多元非线性回归方程进行预测研究,简化预测模型。
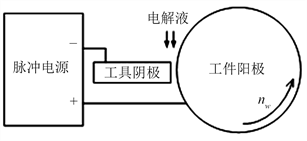
Figure 1. Principle of tired pulse electrochemical finishing
图1. 累脉冲电化学光整加工原理
2.2. 研究意义
脉冲电化学光整加工与数控技术结合,对于一些异型曲面的光整加工有更为显著的优越性,将会在机械制造领域有更宽广的应用前景。本研究的直接研究意义是通过多元非线性回归方法来减少脉冲电化学光整加工表面质量的实际值与预测值之间的误差,进而提高它在机械制造的应用。
2.3. 问题分析
脉冲电化学光整加工的表面质量主要体现在工件表面粗糙度以及材料去除率这两方面。经过实验分析,在整个加工过程中,工件表面粗糙度 [5] 及材料去除率主要受三个因素影响,分别为电流密度、加工时间和电解液温度。将这三个影响因素作为自变量,经过处理后的工件表面粗糙度及材料去除率作为因变量,使用多元非线性回归 [6] 的方法对数据进行处理分别得到粗糙度及材料去除率与电流密度、加工时间和电解液温度的函数关系。使用经实验得出的已知的数据进行多元非线性回归,得到函数关系,之后使用另一组已知的数据进行验证。
3. 回归模型
在探索一些不是线性关系的自变量与因变量之间的关系时,我们可以用非线性回归分析进行求解。而当进行多元分析的时候,也就是说,在当自变量不止一个的时候,我们可以则应当用多元非线性回归分析进行求解。所以多元非线性回归分析法就是针对存在多个自变量时,在非线性回归分析的基础上分析一些不是线性关系的自变量与因变量之间的关系。
通过分析实验结果,我们得知试件的表面光整度与电流密度、加工时间以及电解液温度有一定的关系,而光整度可以用粗糙度和材料去除率这两个参数衡量。
记 分别表示粗糙度和材料去除率, 分别表示电流密度、加工时间和电解液温度, 为电流密度、加工时间和电解液温度影响粗糙度的待定系数, 为电流密度、加工时间和电解液温度影响材料去除率的待定系数。
因此,我们考虑建立多元回归模型进行预测,模型表达式如下:
其中,
我们可以使用最小二乘法来解出此回归模型中函数中各项的系数,而最小二乘法就是对若干个函数的平方和构成的目标函数求极小值的问题。在模型中,由于这两个表达式都是x的非线性函数,所以此问题也被称为利用非线性最小二乘法解决各项的系数问题。
经过查阅资料可得,在MATLAB统计工具箱中有一个适用于数据拟合的命令函数nlinfit()。nlinfit()实际上是非线性回归函数,一般用于非线性最小二乘法确定回归方程中的系数。
所以利用nlinfit函数和非线性最小二乘法可以有效地解决回归方程中的系数问题。
综上所述:根据最小二乘法的原理 [7] 和MATLAB中的nlinfit函数,我们进行求解模型表达式各项的系数。
通过做大量的实验,我们将实验所得的数据分为了用于拟合和用于预测两类数据。其中,拟合样本模型时我们使用了第一类数据,而主要使用第二类数据进行了数据预测、误差分析以及一系列数据分析和结论的得出。
第一类数据如下表1所示。

Table 1. Sample data used for fitting
表1. 用于拟合的样本数据
第二类数据如下表2所示。
Table 2. Sample data for testing
表2. 用于测试的样本数据
通过回归模型的最小二乘法原理,使用MATLAB求得各系数如下表3所示。
Table 3. Coefficient
表3. 系数
将系数代入模型中,并利用上述模型进行粗糙度和材料去除率的预测,结果如下表4所示。
Table 4. Roughness and material removal rate prediction data
表4. 粗糙度和材料去除率的预测数据
4. 结果分析
4.1. 模型检验
首先,我们根据模型计算的预测值与实际测量值之差的绝对值占实际值的百分比的方法来测出相对误差,从而检验出预测值与真实测量值的差距。
设电流密度为 ,加工时间为 ,电解液温度为 ,实际粗糙度为 ,预测粗糙度为 ,粗糙度的误差为 ,实际材料去除率为 ,预测材料去除率为 ,材料去除率的误差为 。
根据如上描述,可得出粗糙度的相对误差为:
同理,材料去除率的相对误差为:
通过对粗糙度和材料去除率的预测与拟合,分别绘制出它们的模型计算的测试值与实际测量值的整合曲线图,如下图2所示。
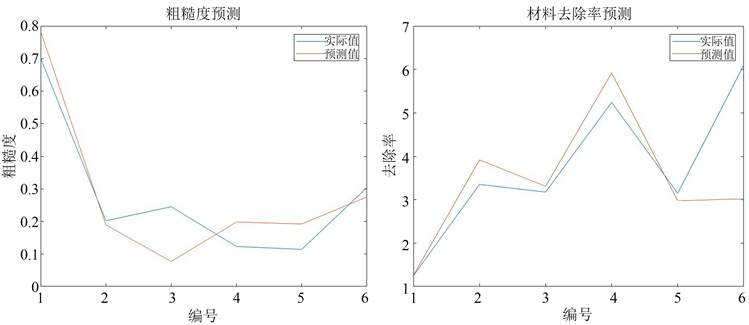
Figure 2. Comparison chart of predicted and actual values
图2. 预测值与实际值对比图
最后得出带有预测值与相对误差的实验数据统计表如下表5所示。
Table 5. Predicted value and relative error
表5. 预测值与相对误差
4.2. 数据分析
根据曲线图和统计表我们可以直观地看出粗糙度的相对误差总体比材料去除率大。对表中各项数据进行对比与观测,我们可以发现一些规律:
1) 这里取一个区分误差大小的界限为10%,可以看出我们利用模型预测出的粗糙度与实际值的误差较大时,材料去除率的误差会小一些,而当粗糙度的误差小时,材料去除率的误差又会增大。
2) 第2、3、4、6组数据中,加工时间 都是一样的为6 min,但是在电流密度和电解液温度均不相等时,粗糙度和材料去除率的变化还是比较大的,所以电流密度和电解液温度对粗糙度和材料去除率的影响是不可忽略的。
3) 由第2、3、4、6组数据中,在加工时间保持不变且电流密度等额上升的条件下,会发现电解液温度按照第3、6、2、4组的顺序依次递增分别为41.5、50.8、58.4、68.1摄氏度,而粗糙度对应的值分别为0.245、0.304、0.202、0.123,材料去除率对应的值分别为3.175、6.102、3.351、5.241。可以看出:除去第6组数据,粗糙度是依次递减的,材料去除率是依次递增的。
由此得出结论:粗糙度与电解液温度成反比,材料去除率与电解液温度成正比。而通过第6组数据会发现粗糙度和材料去除率的值都偏高,这是由于电流密度较高的原因。
4) 将第1组和第6组这两组电流密度相差最大的数据相对比,根据3)中的结论可以看出,粗糙度和材料去除率均与电流密度成正比,而材料去除率受电流密度影响更大一些,粗糙度受电解液温度影响会更大一些。
4.3. 结论汇总
综上所述,得出结论汇总如下:
1) 粗糙度与电解液温度成反比,材料去除率与电解液温度成正比;
2) 粗糙度和材料去除率均与电流密度成正比;
3) 粗糙度受电解液温度影响更大,材料去除率受电流密度影响更大;
4) 模型预测出的粗糙度和材料预测值产生的误差成反比。
5. 评价与改进
针对脉冲电化学光整加工表面质量的研究,我们采用了多元非线性回归模型
模型的优点:
1) 易于理解,便于改进;
2) 可以很清楚的看到哪一种自变量(影响因素)的影响效果显著;
3) 相比于其他一些模型,我们所得到的粗糙度测试结果误差较小。
模型的缺点:
1) 没有研究自变量之间的关系,只讨论了各自对因变量的关系;
2) 所分析的实验数据较少,可能会出现实验结果的偶然性;
3) 因变量还会受到一些不确定因素的影响我们没有考虑周全。
改进:
之后可以对自变量之间的关系进行讨论,再进而讨论因变量的关系。并且在实验原料充足的情况下,可以进行更多次数的实验,减少偶然性。在工程实践中寻找出一些同样影响因变量的因素,进而优化模型。
6. 总结
机械工程中的很多精密仪器或设备对其组成零件表面质量的光整度要求很高,很多零件采用磨削的方法。但是如果零件材料硬度较高,且对零件表面粗糙度要求很高的情况下,采用传统的方式很难加工,本文建立了多元非线性回归模型对数据进行处理、预测和检验,预测效果较为准确。然而电化学光整加工的表面质量情况不仅仅与已选取的指标有关,还受到一些其他不确定性因素的影响,例如零件表面腐蚀性,疲劳程度等,因此模型还有待优化和改进。
文章引用
赵佳洋,张思远,刘显鹤,鲁建辉,戚豪辉,刘 悦. 基于多元非线性回归方法的脉冲电化学光整加工表面质量预测研究
Surface Quality Prediction of Pulsed Electrochemical Finishing Based on Multiple Nonlinear Regression Method[J]. 材料科学, 2022, 12(10): 1011-1018. https://doi.org/10.12677/MS.2022.1210113
参考文献
- 1. 魏泽飞, 张斯文, 佘东生, 庞桂兵, 徐文骥. 电化学机械加工对轴/轴承类零件表面质量影响研究[J]. 渤海大学学报(自然科学版), 2021, 42(1): 70-77. https://dx.doi.org/10.13831/j.cnki.issn.1673-0569.2021.01.011
- 2. 宋海翔, 殷绍伟, 王晓新, 于元新. 机械零件的表面光整加工常用方法分析[J]. 科技创新与应用, 2017(10): 127.
- 3. 玛斯库达•阿布力哈孜. 电化学光整加工工艺应用基础研究[D]: [硕士学位论文]. 乌鲁木齐: 新疆大学, 2013.
- 4. 李海滨, 王辉, 周锦进, 翟小兵, 王志国. 神经网络在脉冲电化学光整加工工艺中的应用[C]//中国机械工程学会. 2005年中国机械工程学会年会: 2005年卷. 2005: 269-272.
- 5. 黄昕龙, 花海燕, 陈世辉. FDM零件表面粗糙度偏最小二乘回归建模研究[J]. 福建工程学院学报, 2020, 18(6): 524-529.
- 6. 甘彬霖, 冯旭海, 毕经龙, 姜浩亮. 基于多元非线性回归模型的高强混凝土强度预测研究[J]. 混凝土与水泥制品, 2022(2): 1-7. https://dx.doi.org/10.19761/j.1000-4637.2022.02.001.07
- 7. 钟志峰, 周冬平, 张艳, 夏一帆. 基于最小二乘法的混合推荐模型研究[J]. 现代电子技术, 2022, 45(17): 123-128. https://dx.doi.org/10.16652/j.issn.1004-373x.2022.17.023