 Dynamical Systems and Control 动力系统与控制, 2013, 2, 17-22 http://dx.doi.org/10.12677/dsc.2013.21003 Published Online January 2013 (http://www.hanspub.org/journal/dsc.html) Study of Multi-Motor Coaxial Control Instrument Base on Modbus Synchronous Communication Protocol* Bingyi Zhang1, Bo Li1, Wei Liu2, Lijia Su3, Xu Wu4 1Shenyang University of Technology, Shenyang 2Liaoning Institute of Product Quality Supervision and Institution, Shenyang 3Yingkou Power Supply Company, Yingkou 4Panjin Power Supply Company, Panjin Email: zhangby@sut.edu.cn, syutlb@hotmail.com Received: Dec. 6th, 2012; revised: Dec. 28th, 2012; accepted: Jan. 5th, 2013 Abstract: Multi-motor co axial driven control idea is discussed in this paper and doub le coaxial connection motor syn- chronous control is realized which based on Modbus communication protocol and PLC. A mud pump is directly droved by this method. Compared with the formal one, it’s safer, more energy-saving and more stable. With an example of dou- ble motor coaxial control system for mud pump, the structure and principle is introduce, characteristics of the Modbus- RTU communication protocol is explained, and the method of double motor synchronous communication by Siemens S7-226 PLC and Vacon NXP frequency converter is realized in this paper. At last, the synchronization and the economy energy is proved by expe ri ment. Keywords: Modbus Communication Protocol; Permanent Magnet Motor; Mud Pump; PLC; Coaxially Drive 基于 Modbus 同步通讯的多电机同轴控制系统* 张炳义 1,李 博1,刘 伟2,苏立佳 3,吴 旭4 1沈阳工业大学,沈阳 2辽宁省产品质量监督检验院,沈阳 3营口供电公司,营口 4盘锦供电公司,盘锦 Email: zhangby@sut.edu.cn, syutlb@hotmail.com 收稿日期:2012 年12 月6日;修回日期:2012 年12 月28 日;录用日期:2013 年1月5日 摘 要:本文讨论了多电机同轴驱动的控制思想,基于 Modbus 通讯协议和 PLC,实现了两台同轴连接电机的 同步控制,直接驱动一台泥浆泵工作,较之以往更加节能、安全稳定。以双电机同轴泥浆泵电控系统为例,分 析了其双电机同轴驱动的 优越性,阐述其组 成和基本原理, Modbus-RTU 通信协议的特点,如何利用西门子 S7-226PLC 与伟肯 NXP 变频器进行双机同步通信,通过实验证明系统的同步性和节能性。 关键词:Modbus 通讯协议;永磁电机;泥浆泵;PLC;同轴驱动 1. 引言 近年来,机械装备制造业发展迅速,针对一台电 机的控制在某些场合已经不能满足现代工业发展的 需要,如今,多台电机联合驱动的思想在很多生产行 业得到了实现。多电机协同控制在造纸、印染、轧钢 等工业领域有着广泛应用[1-3],电力机车甚至出现使用 6台电机同时驱动负载的情形。随着生产工艺的不断 提高,对电机控制的高效性和实时性也提出了更高的 要求[4],在现代轧钢生产机组中,多个电机的速度需 要控制,同时各个电机之间的速度需要保持精确的同 *资助信息:2012 国家 863 项目(SS2012AA060303)。 Copyright © 2013 Hanspub 17  基于 Modbus 同步通讯的多电机同轴控制系统 步,高性能的协同控制还可以提高纺织、冶金、机械、 造纸等行业产品的质量和成品率,所有这些都离不开 多台电动机的协同控制。 多电机协同控制的显著优点之一还在于可以提 高系统的容量,提供更大的转矩,以满足驱动大负载 的要求,但是,多数的控制还是采用多轴协调同步控 制的思想,涉及到的控制策略均是针对每一轴,各轴 的运动控制由相对独立的速度、位置控制器实现。当 某一轴受到扰动,其它轴就不能作相应调整,从而影 响其协调性能。由此可见,在实际多轴协调运动控制 中,设计各轴控制器,使其特性相互匹配是一种非常 重要的设计原则。但是,由于多轴驱动系统涉及到机 电、控制各个环节,以及复杂现场环境的影响,扰动 较多,因此,即使引进各种复杂的控制算法也很难保 证各轴真正做到完全匹配。 针对多电机多轴控制难以得到较好的效果,本文 以大型石油钻井泥浆泵系统为研究对象,采用双电机 同轴驱动泥浆泵的控制思想,结合直接驱动技术,取 消了传统泥浆泵电机–皮带轮或链条减速传动机构, 本系统较传统异步电机非直驱系统的总体积和重质 量均减少 20%左右,在减重的同时,提高了传动系统 的传动效率,节能效果明显,现已在辽河油田完成装 配,验收完毕,即将投入石油开采的行业。目前,石 油钻井行业大多使用异步电机非直驱泥浆泵系统,本 系统的出现,将会缓解以往泥浆泵系统工作效率偏低 的现状,对石油钻井行业工作效率的提高起到巨大促 进作用。 2. 电控系统组成 以往泥浆泵的控制思想是由一台大电机驱动一 台泥浆泵,这样控制的好处在于可以进行一对一集中 控制,对控制要求不高。然而,采用直驱技术,使用 一台大电机安装在驱动轴一侧,会造成驱动轴两端输 出转矩不均衡,影响工作效率,大功率电机自身重体 积大,不利于装配,安装在一侧,势必造成系统两侧 重量严重不平衡;采用非直驱技术,增加系统的传动 结构,增大系统体积和重量,影响传动效率。异步电 机泥浆泵系统如图 1所示。 基于对以往泥浆泵控制思想的分析可以看出,采 用直驱技术,安装一台电机直接驱动泥浆泵的缺点十 分明显,因此本系统采用双机同轴直接驱动泥浆泵是 十分必要的,即将两台相同的泥浆泵高效永磁电机分 别挂接在泥浆泵主驱动轴两侧,通过机械拉杆与焊接 等方式实现电机本体与泥浆泵机体的连接和固定,使 永磁高效电机直接驱动泥浆泵,应用两台相同电机, 不仅使系统重心更稳定,而且驱动轴两侧输出转矩和 转速可以保持同步,消除了驱动轴两端受力不均的可 能性。辽河油田泥浆泵和电机装配现场如图 2所示。 电控系统由 4台Vacon-NXP250 kW变频器模块, 西门子核心逻辑控制器 S7-226 PLC,3NB1300C 型泥 浆泵以及可移动控制室组成的,用以控制两台同轴联 接的 500 kW高效永磁电机。每两台Vacon-NXP250 kW 变频器模块共同驱动一台 500 kW高效永磁电机, 采用两台变频器模块替代一台 500 kW 变频器驱动电 机的目的在于大大节约成本,一台500 kW的变频器 价格远远高于两台变频器模块的价格,250 kW变频 器模块体积更小,安装灵活,为控制柜和司钻房的设 Figure 1. Asynchronous motor mud pump system 图1. 异步电机泥浆泵系统 Figure 2. Double motor coaxial control system for mud pump as- sembly site in Liaohe oilfield 图2. 辽河油田双电机同轴泥浆泵装配现场 Copyright © 2013 Hanspub 18 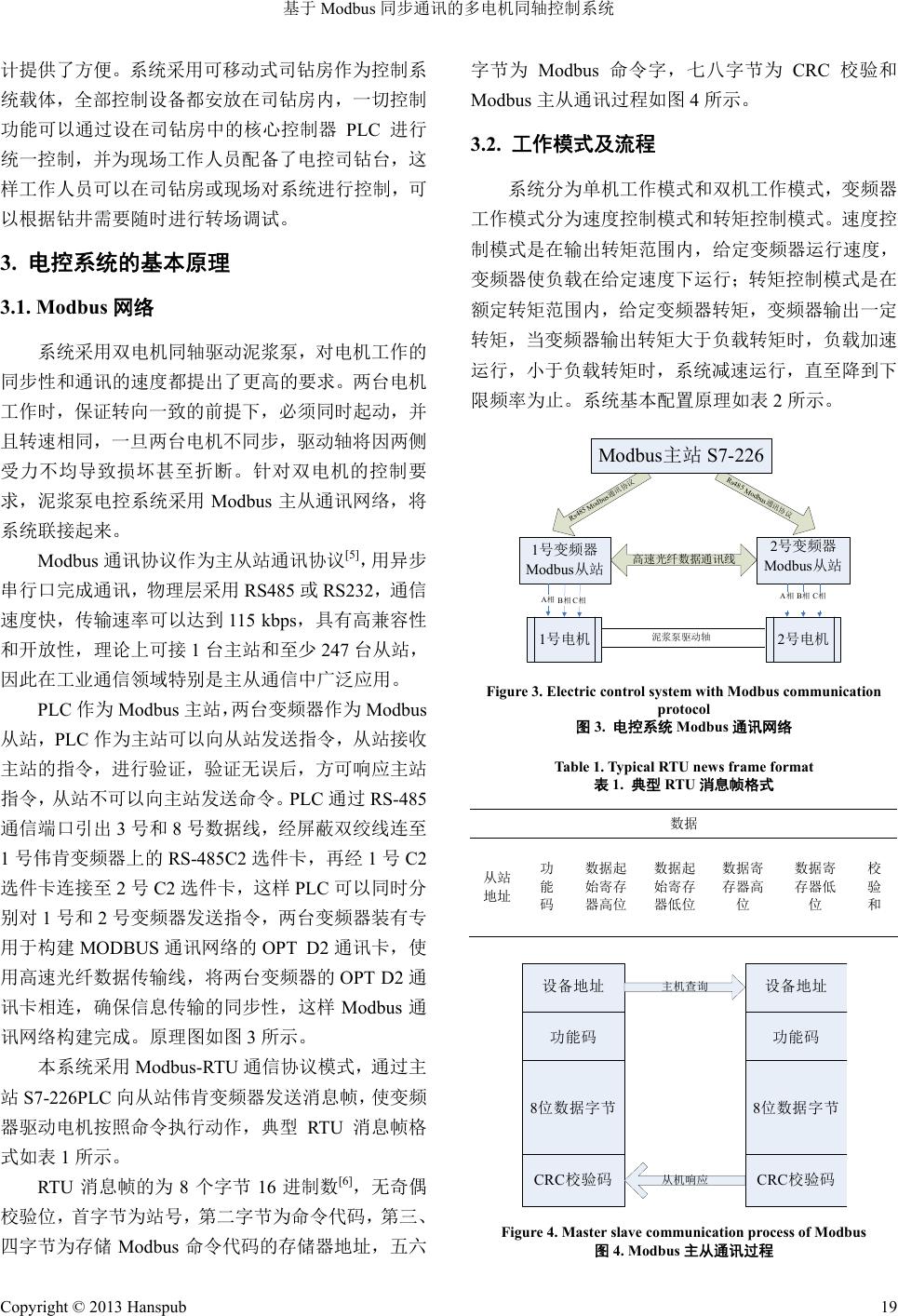 基于 Modbus 同步通讯的多电机同轴控制系统 计提供了方便。系统采用可移动式司钻房作为控制系 统载体,全部控制设备都安放在司钻房内,一切控制 功能可以通过设在司钻房中的核心控制器 PLC 进行 统一控制,并为现场工作人员配备了电控司钻台,这 样工作人员可以在司钻房或现场对系统进行控制,可 以根据钻井需要随时进行转场调试。 3. 电控系统的基本原理 3.1. Modbus网络 系统采用双电机同轴驱动泥浆泵,对电机工作的 同步性和通讯的速度都提出了更高的要求。两台电机 工作时,保证转向一致的前提下,必须同时起动,并 且转速相同,一旦两台电机不同步,驱动轴将因两侧 受力不均导致损坏甚至折断。针对双电机的控制要 求,泥浆泵电控系统采用 Modbus 主从通讯网络,将 系统联接起来。 Modbus 通讯协议作为主从站通讯协议[5],用异步 串行口完成通讯,物理层采用 RS485 或RS232 ,通 信 速度快,传输速率可以达到115 kbps,具有高兼容性 和开放性,理论上可接 1台主站和至少 247 台从站, 因此在工业通信领域特别是主从通信中广泛应用。 PLC 作为Modbus 主站,两台变频器作为 Modbus 从站,PLC 作为主站可以向从站发送指令,从站接收 主站的指令,进行验证,验证无误后,方可响应主站 指令,从站不可以向主站发送命令。PLC 通过 RS-485 通信端口引出 3号和 8号数据线,经屏蔽双绞线连至 1号伟肯变频器上的 RS-485C2 选件卡,再经 1号C2 选件卡连接至 2号C2 选件卡,这样PLC 可以同时分 别对 1号和 2号变频器发送指令,两台变频器装有专 用于构建 MODBUS 通讯网络的 OPT D2 通讯卡,使 用高速光纤数据传输线,将两台变频器的 OPT D2通 讯卡相连,确保信息传输的同步性,这样 Modbus 通 讯网络构建完成。原理图如图3所示。 本系统采用 Modbus-RTU 通信协议模式,通过主 站S7-226PLC 向从站伟肯变频器发送消息帧,使变频 器驱动电机按照命令执行动作,典型 RTU 消息帧格 式如表 1所示。 RTU 消息帧的为 8个字节 16 进制数[6],无奇偶 校验位,首字节为站号,第二字节为命令代码,第三、 四字节为存储 Modbus 命令代码的存储器地址,五六 字节为 Modbus 命令字,七八字节为 CRC 校验和 Modbus 主从通讯过程如图 4所示。 3.2. 工作模式及流程 系统分为单机工作模式和双机工作模式,变频器 工作模式分为速度控制模式和转矩控制模式。速度控 制模式是在输出转矩范围内,给定变频器运行速度, 变频器使负载在给定速度下运行;转矩控制模式是在 额定转矩范围内,给定变频器转矩,变频器输出一定 转矩,当变频器输出转矩大于负载转矩时,负载加速 运行,小于负载转矩时,系统减速运行,直至降到下 限频率为止。系统基本配置原理如表 2所示。 1号变频器 Modbus从站 2号变频器 Modbus从站 泥浆泵驱动轴 A相 1号电机 2号电机 高速光纤数据通讯线 B相C相B相A相C相 Rs485 Modbus通讯协议 Rs485 Modbus通讯协议 Modbus主站 S7-226 Figure 3. Electric control system with Modbus communication protocol 图3. 电控系统 Modbus 通讯网络 Table 1. Typical RTU news frame format 表1. 典型RTU 消息帧格式 数据 从站 地址 功 能 码 数据起 始寄存 器高位 数据起 始寄存 器低位 数据寄 存器高 位 数据寄 存器低 位 校 验 和 设备地址 功能码 8位数据字节 CRC校验码 设备地址 功能码 8位数据字节 CRC校验码 主机查询 从机响应 Figure 4. Master slave communication process of Modbus 图4. Modbus主从通讯过程 Copyright © 2013 Hanspub 19 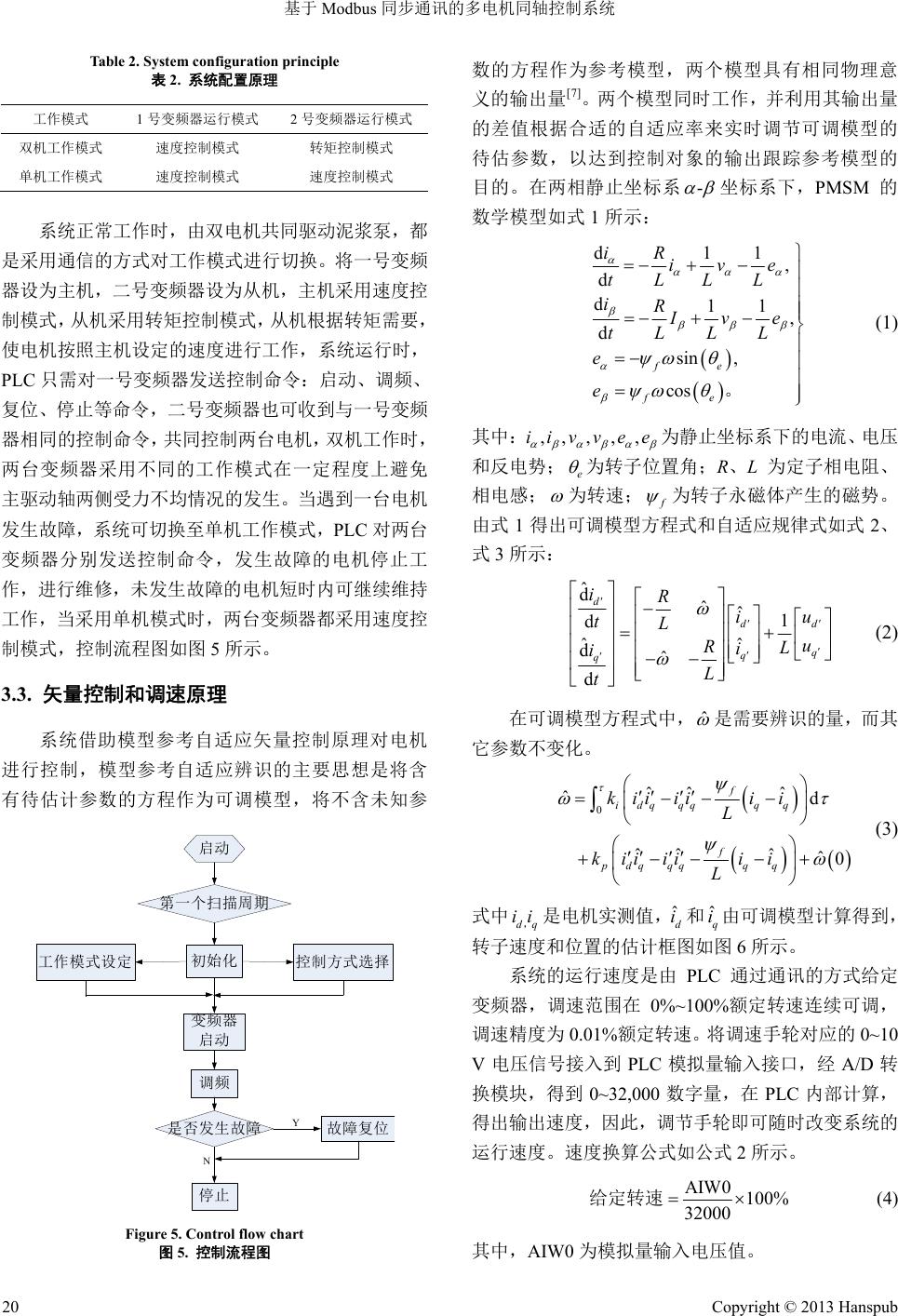 基于 Modbus 同步通讯的多电机同轴控制系统 Table 2. System configuration principle 表2. 系统配置原理 工作模式 1号变频器运行模式 2号变频器运行模式 双机工作模式 速度控制模式 转矩控制模式 单机工作模式 速度控制模式 速度控制模式 系统正常工作时,由双电机共同驱动泥浆泵,都 是采用通信的方式对工作模式进行切换。将一号变频 器设为主机,二号变频器设为从机,主机采用速度控 制模式,从机采用转矩控制模式,从机根据转矩需要, 使电机按照主机设定的速度进行工作,系统运行时, PLC 只需对一号变频器发送控制命令:启动、调频、 复位、停止等命令,二号变频器也可收到与一号变频 器相同的控制命令,共同控制两台电机,双机工作时, 两台变频器采用不同的工作模式在一定程度上避免 主驱动轴两侧受力不均情况的发生。当遇到一台电机 发生故障,系统可切换至单机工作模式,PLC 对两台 变频器分别发送控制命令,发生故障的电机停止工 作,进行维修,未发生故障的电机短时内可继续维持 工作,当采用单机模式时,两台变频器都采用速度控 制模式,控制流程图如图 5所示。 3.3. 矢量控制和调速原理 系统借助模型参考自适应矢量控制原理对电机 进行控制,模型参考自适应辨识的主要思想是将含 有待估计参数的方程作为可调模型,将不含未知参 启动 第一个扫描周期 初始化 工作模式设定 控制方式选择 是否发生故障 故障复位 变频器 启动 调频 停止 Y N Figure 5. Control flow chart 图5. 控制流程图 数的方程作为参考模型,两个模型具有相同物理意 义的输出量[7]。两个模型同时工作,并利用其输出量 的差值根据合适的自适应率来实时调节可调模型的 待估参数,以达到控制对象的输出跟踪参考模型的 目的。在两相静止坐标系 - 坐标系下,PMSM 的 数学模型如式 1所示: d11 , d d11 , d sin , cos fe fe iRive tLLL iR I ve tLLL e e 。 (1) 其中: ,, , , ,iivvee e 为静止坐标系下的电流、电压 和反电势; 为转子位置角;R、L为定子相电阻、 相电感; 为转速; f 为转子永磁体产生的磁势。 由式 1得出可调模型方程式和自适应规律式如式 2、 式3所示: ˆ dˆˆ1 d ˆˆ dˆ d d d q q q iRi tLu RL i iL t d u (2) 在可调模型方程式中,ˆ 是需要辨识的量,而其 它参数不变化。 0ˆˆ ˆ ˆd ˆˆˆ ˆ0 f idq qqq q f pdq qqq q kiiiiii L kiiiiii L (3) 式中 是电机实测值,ˆ和 由可调模型计算得到, 转子速度和位置的估计框图如图 6所示。 dq ii ,d iˆq i 系统的运行速度是由 PLC通过通讯的方式给定 变频器,调速范围在 0%~100%额定转速连续可调, 调速精度为 0.01%额定转速。将调速手轮对应的 0~10 V电压信号接入到 PLC模拟量输入接口,经A/D 转 换模块,得到 0~32,000 数字量,在 PLC 内部计算, 得出输出速度,因此,调节手轮即可随时改变系统的 运行速度。速度换算公式如公式 2所示。 AIW0 100% 32000 给定转速 (4) 其中,AIW0 为模拟量输入电压值。 Copyright © 2013 Hanspub 20 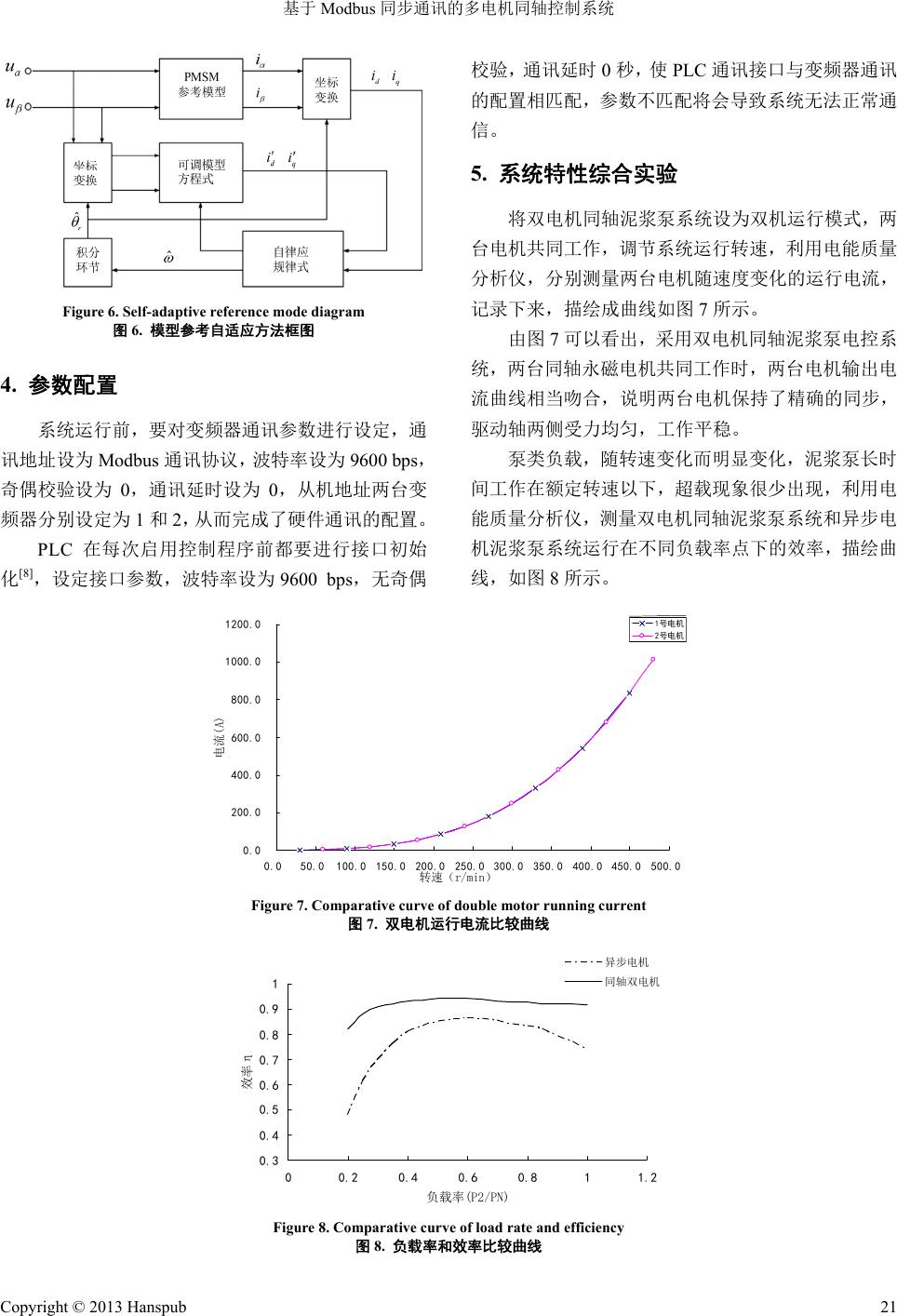 基于 Modbus 同步通讯的多电机同轴控制系统 Copyright © 2013 Hanspub 21 校验,通讯延时 0秒,使 PLC通讯接口与变频器通讯 的配置相匹配,参数不匹配将会导致系统无法正常通 信。 5. 系统特性综合实验 将双电机同轴泥浆泵系统设为双机运行模式,两 台电机共同工作,调节系统运行转速,利用电能质量 分析仪,分别测量两台电机随速度变化的运行电流, 记录下来,描绘成曲线如图 7所示。 Figure 6. Self-adaptive reference mode diagram 图6. 模型参考自适应方法框图 由图 7可以看出,采用双电机同轴泥浆泵电控系 统,两台同轴永磁电机共同工作时,两台电机输出电 流曲线相当吻合,说明两台电机保持了精确的同步, 驱动轴两侧受力均匀,工作平稳。 4. 参数配置 系统运行前,要对变频器通讯参数进行设定,通 讯地址设为 Modbus 通讯协议,波特率设为 9600 bps, 奇偶校验设为 0,通讯延时设为 0,从机地址两台变 频器分别设定为 1和2,从而完成了硬件通讯的配置。 泵类负载,随转速变化而明显变化,泥浆泵长时 间工作在额定转速以下,超载现象很少出现,利用电 能质量分析仪,测量双电机同轴泥浆泵系统和异步电 机泥浆泵系统运行在不同负载率点下的效率,描绘曲 线,如图 8所示。 PLC 在每次启用控制程序前都要进行接口初始 化[8],设定接口参数,波特率设为 9600 bps,无奇偶 0.0 200.0 400.0 600.0 800.0 1000.0 1200.0 0.050.0100.0 150.0 200.0 250.0 300.0 350.0 400.0 450.0 500.0 转 速(r/min) 电流(A) 1号电机 2号电机 Figure 7. Comparative curve of double motor running current 图7. 双电机运行电流比较曲线 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 00.2 0.4 0.6 0.811.2 负载率(P2/PN) 效率η 异步电机 同轴双电机 Figure 8. Comparative curve of load rate and efficiency 图8. 负载率和效率比较曲线 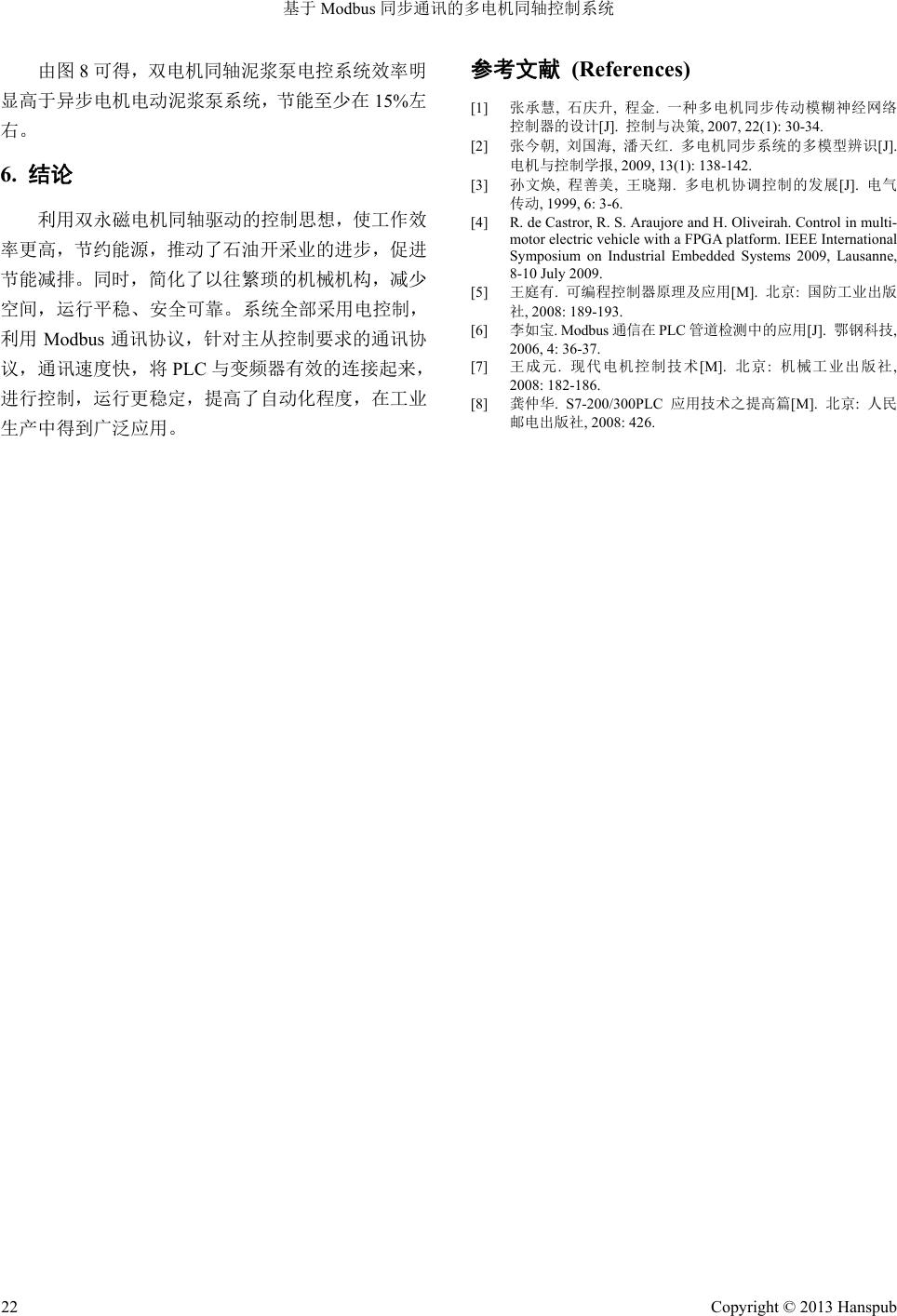 基于 Modbus 同步通讯的多电机同轴控制系统 参考文献 (References) 由图 8可得,双电机同轴泥浆泵电控系统效率明 显高于异步电机电动泥浆泵系统,节能至少在 15%左 右。 6. 结论 利用双永磁电机同轴驱动的控制思想,使工作效 率更高,节约能源,推动了石油开采业的进步,促进 节能减排。同时,简化了以往繁琐的机械机构,减少 空间,运行平稳、安全可靠。系统全部采用电控制, 利用 Modbus 通讯协议,针对主从控制要求的通讯协 议,通讯速度快,将 PLC 与变频器有效的连接起来, 进行控制,运行更稳定,提高了自动化程度,在工业 生产中得到广泛应用。 [1] 张承慧, 石庆升, 程金. 一种多电 机同步传动模糊神经网络 控制器的设计[J]. 控制与决策, 2007, 22(1): 30-34. [2] 张今朝, 刘国海, 潘天红. 多电机同步系统的多模型辨识[J]. 电机与控制学报, 2009, 13(1): 138-142. [3] 孙文焕, 程善美, 王晓翔. 多电机协调控制的发展[J]. 电气 传动, 1999, 6: 3-6. [4] R. de Castror, R. S. Araujore and H. Oliveirah. Control in multi- motor electric vehicle with a FPGA platform. IEEE International Symposium on Industrial Embedded Systems 2009, Lausanne, 8-10 July 2009. [5] 王庭有. 可编程控制器 原理及应 用[M]. 北京: 国防工业出版 社, 2008: 189-193. [6] 李如宝. Modbus通信在 PLC 管道检测中的应用[J]. 鄂钢科技, 2006, 4: 36-37. [7] 王成元. 现代电机控制技术[M]. 北京: 机械工业出版社, 2008: 182-186. [8] 龚仲华. S7-200/300PLC应用技术之提高篇[M]. 北京: 人民 邮电出版社, 2008: 426. Copyright © 2013 Hanspub 22 |