Metallurgical Engineering
Vol.04 No.01(2017), Article ID:20079,5
pages
10.12677/MEng.2017.41001
Faults Cause Analysis and Countermeasures of Coke-Thruster Smoothing-Coal System for the First Coke Oven of Baosteel
Yonghui Tang, Shihu Liu
Equipment Department of the Iron Plant in Baosteel, Shanghai

Received: Mar. 6th, 2017; accepted: Mar. 28th, 2017; published: Mar. 31st, 2017

ABSTRACT
Repeatedly occurring faults of the smoothing-coal system of cake-thruster after the Baosteel’s first coke oven was rebuilt causes the burning loss for power circuit and smoothing-coal shaft of the smoothing-coal system, and undesirable consequences for the large-scale coke oven production. Choosing appropriate power control circuit and control strategy for coke-thruster smoothing-coal system has an important significance for stable production of the large-scale coke oven.
Keywords:Coke Oven, Coke-Thruster, Smoothing-Coal System, AC Contactor, Power Circuit
宝钢一期焦炉推焦车平煤系统故障原因分析 及其措施
唐永辉,刘仕虎
宝钢股份炼铁厂设备管理室,上海
收稿日期:2017年3月6日;录用日期:2017年3月28日;发布日期:2017年3月31日

摘 要
在宝钢一期焦炉大修重建后,推焦车多次出现推焦车平煤系统故障,造成平煤系统动力回路烧损,进而造成平煤杆无法正常退回烧损,严重影响大型焦炉正常生产,选择合适的平煤系统动力控制回路及其控制策略,对大型焦炉生产稳定运行具有重要意义。
关键词 :焦炉,推焦车,平煤系统,交流接触器,动力回路

Copyright © 2017 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 概述
宝钢一期焦炉在2015年重建后投产,采用7米焦炉结构,为此配备了7米推焦车、7米导焦车、7米装煤车以及7米电车四大车,共计12辆大车。其中推焦机在焦炉机侧的轨道上运行,采用2-1串序对焦炉进行一系列操作 [1] 。主要功能是开闭机侧炉门;将红焦从焦炉炭化室推出;对炉门、炉框进行清扫;对溢出的头尾焦进行回收处理;并对下一操作的炭化室进行小炉门开闭、平煤操作;对推焦、平煤、清门过程中产生的烟尘进行回收和净化。推焦车的操作均由司机在司机室内完成,走行对位为自动操作,其它均可通过按钮进行自动及手动操作。
在一期焦炉投产一年左右,四大车设备经过磨合期,出现故障频繁发生趋势,尤其是电气系统故障更加频繁。如3#推焦车200 kw推焦电机三相接地短路、1#装煤车37 kw给煤电机短路故障、2#推焦车平煤电机动力回路接触器烧损造成平煤杆烧损以及四大车无线通信异常等设备故障。这些电气系统故障,严重情况下造成大型电机烧损、平煤杆在焦炉内烧损,不仅增加了设备维护成本,也严重影响到焦炉稳定运行。
2. 推焦车平煤故障现象及其原因分析
近期,宝钢一期焦炉3#推焦车平煤系统再次出现动力回路故障,造成平煤杆在焦炉内无法退回,直接后果是平煤杆在焦炉内烧损。经过现场调查发现,平煤系统动力回路采用三只接触器作为平煤电机主电路、正转、反转控制,动力电源电压为660 V,如图1所示。

Figure 1. Schematic diagram of power circuit of coke-thruster smoothing- coal system
图1. 推焦车平煤系统动力回路示意图
其中上部接触器作为主控接触器,下部左边接触器为电机正转控制,下部右边接触器为电机反转控制。在执行平煤动作后,由电控回路控制上部接触器先吸合,然后根据平煤杆前进、后退要求,由电控回路分别控制左边接触器吸合或者右边接触器吸合,从而控制平煤电机正转或者反转 [2] 。
通过对3#推焦车平煤动力回路故障进行检查发现,动力回路三只接触均出现烧损,且集中烧损为L1和L3两相,该两相恰好为正转、反转切换相,如图2所示。
通过现场调查发现,该接触器为国产进口品牌,具体型号为LC1D95,相关参数如图3所示。
该交流接触器额定工作电压为690 V,在工作电压Ue小于或者等于440 V时,额定工作电流达到95 A,适用于工作电压660 V,功率45 kw,AC-3类负载电机。对应于现场推焦车平煤电机为45 kw,而平煤电机更符合AC-4类负载特征。

Figure 2. Schematic diagram of burning loss AC contactor of smoothing-coal system and its nameplate
图2. 平煤系统烧损接触器及其铭牌示意图
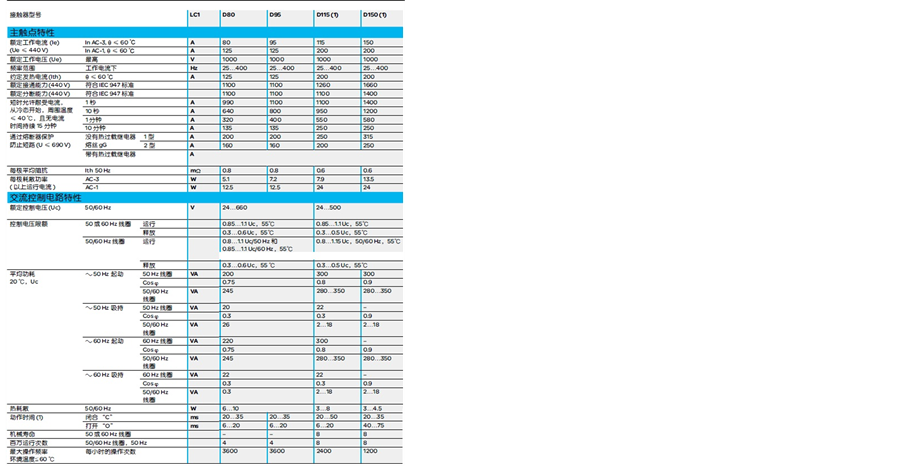
Figure 3. Schematic diagram of burning loss AC contactor model and its relevant parameters
图3. 平煤系统烧损接触器型号及其相关参数示意图
经过对现场烧损交流接触器烧损情况分析,结合现场使用工况,并咨询相关行业专家,基本判断该接触器两相短路,造成烧损,具体短路烧损原因初步判断为电机频繁正反转启动,瞬时电流比较大,接触器触点老化不良,再次吸合后触点未完全释放,造成两相短路,进而烧损接触器。
通过对现场动力回路工作电流进行测定发现,推焦车平煤电机在正反转切换时电流达到140 A,电流超过100 A以上持续时间超过3秒钟;在电机正转或反转稳定后,电流为25 A左右。
3. 推焦车平煤系统动力回路改进措施
针对推焦车平煤系统故障,结合现场调查和原因分析,并结合现场设备维护成本,可对平煤电机动力回路进行简单优化,减少该类重大故障出现,具体措施如下:
3.1. 优化交流接触器选型
交流接触器的选型主要需要确定种类,负载类型,主回路参数,控制回路参数辅助触点,以及电气寿命,机械寿命及工作制等多种情况综合考虑。根据交流接触器选型原则,当感应电动机处于点动或需反向运转、反接制动时,负载与AC-3类不同,其接通电流为6 Ie,为AC-4使用类别。对于AC-4类负载,接触器接通5到7倍额定电机电流,分断更高电压下相同的电流,电机转速更低,那时电压与主电压一样分断很严酷。对于AC-4类负载,由于使用工况比较严酷,交流接触器使用寿命明显降低,为此需要增加交流接触器容量,参照AC-4类负载选型,如图4所示。
并根据交流接触器LC1D95和LC1D150结构差异,交流接触器LC1D150容量上增加,同时结构上更加优化。为此,可以在现有动力回路不变条件,改选容量增加二档的LC1D150接触器,或容量更大的接触器。具体型号需要结合现场电气柜安装位置、安装空间,容量过大成本增加的同时,安装位置要求更大。
针对电机正反转切换要求,也可以采用机械互锁的可逆结构接触器,这样在硬件结构上完全可以避免两相短路。
3.2. 优化平煤电机正反转切换时间间隔
对于采用交流接触器直接控制、启动45 kw平煤电机正反转来说,对接触器、电机都存在过流、短
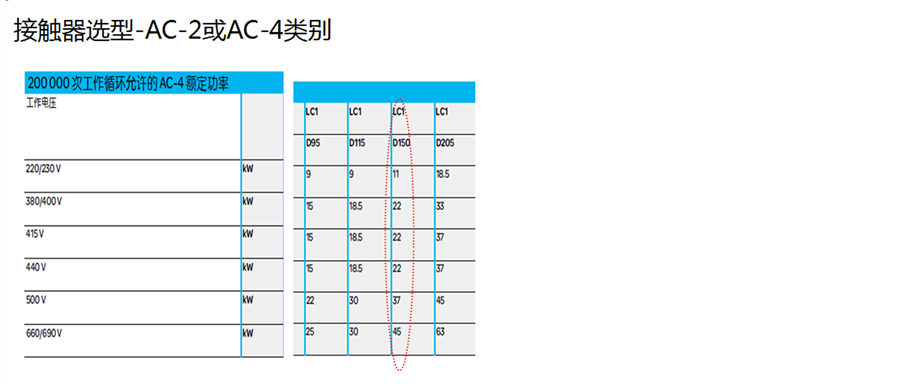
Figure 4. Schematic diagram of AC contactor for AC-4 type load power selection
图4. 接触器AC-4类负载功率选型示意图
路、打火拉弧等风险,缺少保护,尤其在需要电机正反转情况下,风险更高,为此这种硬件配置上的不足,可以通过软件进行弥补,降低风险。第一种策略就是尽可能减少电机启动次数;第二种策略是如果不能减少电机启动次数,可以延长正反转切换之间的时间间隔,提供接触器触点完全释放时间。根据现场软件程序设计,可将正反转切换时间由目前的1秒钟,延长到3秒钟,甚至更长。
3.3. 定期检查接触器,有序更换
根据焦炉生产需要和推焦车保养要求,可以定期对平煤电机动力回路接触器进行检查,在技术条件允许下,可以对接触器触点进行检查,如果发现接触器触点出现老化,在设备维护费用允许条件下,直接进行更换。或者,参照接触器使用寿命曲线,在设备维护费用允许条件下,按照周期进行更换。
3.4. 优化动力回路结构
针对推焦车平煤系统电机工况特点,要求电机频繁重载启动,可以结合现代变频技术,在设备维护费用允许和现场改造技术成熟条件下,利用变频器组建一套动力主回路,将现有交流接触器动力回路作为备用,从而,彻底解决推焦车平煤系统故障问题。
4. 综述
这类直接采用接触器作为动力回路,进行较大功率电机正反转控制的现象在工业生产过程中比较普遍,大部分是延用国外进口设备较早的设计思路,其次是为了迎合生产单位投资部门降低投资成本的目的,而结果是造成设备故障率高,生产运营成本上升。通过对宝钢一期焦炉推焦车平煤系统故障进行剖析,对现场交流接触器选取以及解决平煤系统电机动力回路不足问题提供参考,为一期焦炉四大车稳定运行提供保障,从而为一期焦炉高效生产、稳定运行做出积极贡献,同时也为其它工业应用领域分析处理该类问题提供借鉴。
文章引用
唐永辉,刘仕虎. 宝钢一期焦炉推焦车平煤系统故障原因分析及其措施
Faults Cause Analysis and Countermeasures of Coke-Thruster Smoothing-Coal System for the First Coke Oven of Baosteel[J]. 冶金工程, 2017, 04(01): 1-5. http://dx.doi.org/10.12677/MEng.2017.41001
参考文献 (References)
- 1. 王兆强. 推焦车平煤杆防烧技术革新[J]. 武钢技术, 2002, 40(3): 19-20.
- 2. 杨晨. 7m推焦车控制系统介绍[J]. 机械管理开发, 2015, 151(9): 30-32.