Hans Journal of Chemical Engineering and Technology
Vol.05 No.02(2015), Article ID:15057,7
pages
10.12677/HJCET.2015.52003
Study on the Defoaming Performance of Several Defoaming Agents in the Desulfurization Process Using Ethylene Waste Alkali Liquor
Xiangdong Fan*, Xiaojing Gu, Renchu He, Hao Wan
School of Environmental and Chemical Engineering, Shanghai University, Shangha
Email: *xdfan632001@163.com
Received: Mar. 18th, 2015; accepted: Apr. 3rd, 2015; published: Apr. 10th, 2015
Copyright © 2015 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
The process of wet flue gas desulfurization in which ethylene waste alkali liquor was applied as the desulfurization absorbent was beneficial not only to environment but also to the economy for its high desulfurization efficiency. The absorber slurry foaming and overflowing was relatively common in wet flue gas desulfurization processes, which was adverse to the stable operation of the flue gas desulfurization systems. With the certain foaming tendency, the foam height of ethylene waste alkali liquor was affected by both the solution temperature and the gas velocity. Adding the defoaming agent TEGO-106, the defoaming effect was maximized; the foam height reduced from 27 cm to 2.2 cm and the defoaming efficiency reached 92 percent. The optimal concentration of TEGO-106 was 25 ppm.
Keywords:Wet Flue Gas Desulfurization, Ethylene Waste Alkali Liquor, Foam, Defoaming Agent

几种消泡剂在乙烯废碱液脱硫过程中的 消泡性能的研究
范向东*,顾晓婧,何仁初,万皓
上海大学环境与化学工程学院,上海
Email: *xdfan632001@163.com
收稿日期:2015年3月18日;录用日期:2015年4月3日;发布日期:2015年4月10日

摘 要
乙烯废碱液作为脱硫剂的湿法烟气脱硫工艺,脱硫效率高,具有良好的经济效益和环境效益。吸收浆液发泡溢流是湿法烟气脱硫过程中较为常见的现象,它对脱硫系统的稳定运行非常不利。乙烯废碱液有一定的发泡趋势,其发泡高度受溶液温度和气流速度的影响。乙烯废碱液中加入消泡剂TEGO-106,消泡效果最好,泡沫高度从27 cm降到2.2 cm,消泡效率为92%。添加TEGO-106消泡剂的最佳浓度为25 ppm。
关键词 :湿法烟气脱硫,乙烯废碱液,泡沫,消泡剂

1. 引言
用钠碱液(NaOH或Na2CO3溶液)进行烟气脱硫具有吸收速度快、容量大等优点,但钠碱价格高,必须再生利用[1] 。某石化公司乙烯分厂产生的乙烯废碱液每年需要购买5500吨硫酸来中和,用产生的乙烯废碱液中和电厂锅炉排放烟气中的酸性气体进行烟气脱硫,将有利于解决钠碱价格高和再生利用的问题,节约硫酸的成本费和处置费,达到以废治废的目的,具有良好的经济效益和环境效益,工程实践中该脱硫工艺脱硫率达95%以上,且每年为该石化公司节约成本达210多万元。
对于湿法脱硫工艺而言,其核心装置为吸收塔。在其运行过程中,常常会有吸收塔液位显示正常却发生起泡溢流的现象[2] 。当浆液溢流严重时,如果脱硫控制系统未及时监测到并采取有效措施,吸收塔液位就无法维持在设计水平,会带来脱硫效率降低等问题,对系统的稳定运行十分不利。通过检测该脱硫工艺所用的脱硫剂乙烯废碱液的成分,可知经过湿式空气氧化处理后的乙烯废碱液中仍含有一定量的油类物质,具有一定的发泡趋势。油类物质被带入至吸收塔内,发生皂化反应,容易在吸收塔浆液表面形成泡沫。采取添加合适的消泡剂,可达到消除泡沫、提高脱硫效率的效果。本文中对乙烯废碱液的发泡性能进行检测,并对影响其发泡性能的因素如温度、气流速度、消泡剂种类和消泡剂添加浓度进行了研究,为工业化生产实践打下基础。
2. 实验材料与方法
2.1. 实验材料
消泡剂PDMS (聚二甲基硅氧烷)、TG-99 (一种聚氧丙基甘油醚消泡剂)、BL-1090 (一种耐碱消泡剂)、S-203 (一种有机硅消泡剂)、TEGO-106 (一种聚醚改性硅消泡剂)均购于苏州百斯盾化工有限公司。
2.2. 实验方法
2.2.1. 发泡性能评价采用SY/T 6538-2002 [3] 中推荐的方法测定
测定装置见图1。测定方法为:将预热至50℃左右的乙烯废碱液样品置入烧杯内,使液面达到量气管的零刻度,并启动烧杯下的控温磁力搅拌器,控制温度在50℃,温度稳定后,开启氮气钢瓶,用流量
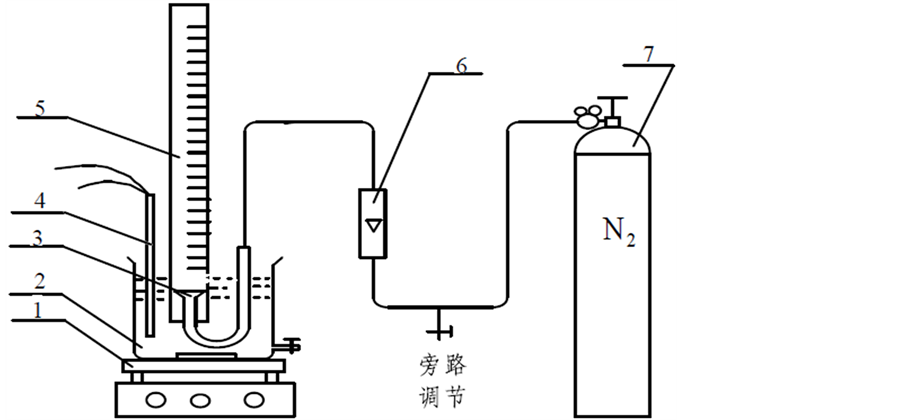 1磁力搅拌器;2料液杯;3砂芯喷嘴;4电子控温仪;5量气管;6转子流量计;7钢瓶
1磁力搅拌器;2料液杯;3砂芯喷嘴;4电子控温仪;5量气管;6转子流量计;7钢瓶
Figure 1. Measuring equipment of foam
图1. 泡沫测定装置图
计控制气体流量在一定值,气体经砂芯分布器分散后,在样品中鼓泡通过。鼓泡至泡沫高度稳定后,读取连续泡沫层的高度。泡沫稳定后,迅速加入消泡剂,记录剩下泡沫高度和泡沫层消失所需时间。
2.2.2. 乙烯废碱液成分分析
经湿式空气氧化处理后的乙烯废碱液成分分析委托给中国石油大庆化工研究中心进行分析检测。
2.2.3. 消泡剂消泡效率的表示
消泡剂消泡效率用加入消泡剂后剩余泡沫层的高度间接表示,剩余泡沫高度越低,表示消泡剂消泡效率越高。
消泡效率 = ((消泡前泡沫高度 − 消泡后泡沫高度)/消泡前泡沫高度) × 100%。
3. 结果与讨论
3.1. 乙烯废碱液脱硫经济效益分析
用乙烯废碱液作为脱硫剂进行烟气脱硫具有吸收速度快、容量大、脱硫效率高等优点。该石化公司热电厂3台锅炉的烟气排放量共约130 Nm3/h,而乙烯分厂产生的乙烯废碱液每年需要购买5500 t硫酸来处理,如果用乙烯废碱液来处理烟气中酸性气体,则每年将节约3843.8 t硫酸。具体数据见表1。由表1可知,该装置年直接运行费用约239.5万元,同时每年可以减少中和废碱液用的硫酸3843.8 t,其购买费和处置费达471.5万元,实际运行费用甚至节省212万元/年。按照排放烟气中的SO2浓度、脱硫效率和年运行时间估算,每年可脱除SO2 3623 t,这不仅有巨大的环境和社会效益,还可获得国家法律规定的环保补贴。
3.2. 乙烯废碱液成分指标分析
该脱硫工艺脱硫剂乙烯废碱液成分指标分析见表2。乙烯废碱液的指标分析结果表明,经湿式空气氧化处理后的乙烯废碱液的pH值有一定的波动。因此,在吸收塔设计时循环碱液的pH值应留有余地,以确保SO2的去除效率。同时从表2中还能看出,经湿式空气氧化处理后的乙烯废碱液含有一定量有机

Table 1. Analytical statement in economic efficiency one year
表1. 年经济效率分析表
Table 2. Index analysis of ethylene waste alkali liquor
表2. 乙烯废碱液指标分析
物和油类物质,具有一定的发泡趋势,油类物质被带入至吸收塔内,容易在吸收塔浆液表面形成泡沫。同时,溶液温度和作为脱硫剂吸收SO2时烟气气流速度等因素对乙烯废碱液发泡性能都有一定的影响。
3.3. 温度对泡沫性能的影响
在吸收塔内,温度相对较低的吸收剂浆液会与温度高的热烟气(一般入口热烟气温度为120℃~140℃)发生热质交换,即热烟气温度下降的同时吸收剂浆液温度相应升高,湿法脱硫工艺中吸收液温度一般在40℃~60℃之间[4] [5] ,温度太低脱硫剂液体粘度大,脱硫效果降低,温度太高副盐生成多,也不利于SO2的吸收。实验过程中,保持通气流速(实验过程气体流速为3 m/s)不变,仅改变乙烯废碱液温度,考察不同温度对乙烯废碱液泡沫性能的影响,实验设计温度从25℃到55℃,实验结果见图2。从图2中可以看出,当温度低于40℃时,三种乙烯废碱液产生的泡沫高度都随着温度的逐渐升高而下降。而当温度高于40℃时,随着温度的逐渐升高,三种乙烯废碱液产生的泡沫高度趋于稳定。实验中还发现,随着温度的升高,三种乙烯废碱液产生泡沫的消泡时间随之缩短。从以上实验可知,在乙烯废碱液脱硫吸收反应温度在40℃~60℃时,对乙烯废碱的泡沫高度影响不明显,但随着温度升高,泡沫的消泡时间变短。用乙烯废碱液脱硫工艺中,实验发现吸收液温度从40℃增加到60℃,乙烯废碱液的脱硫效率只是略有增加[6] 。主要是溶液中的离子的反应活性随温度升高后,吸收浆液粘度相应下降,气液相流动加强,为脱硫效率的提高提供有利条件。 综合乙烯废碱液发泡性能和脱硫效率考虑,在用乙烯废碱液吸收脱硫时,选择吸收液的温度为50℃~60℃。
3.4. 气体流速对泡沫性能的影响
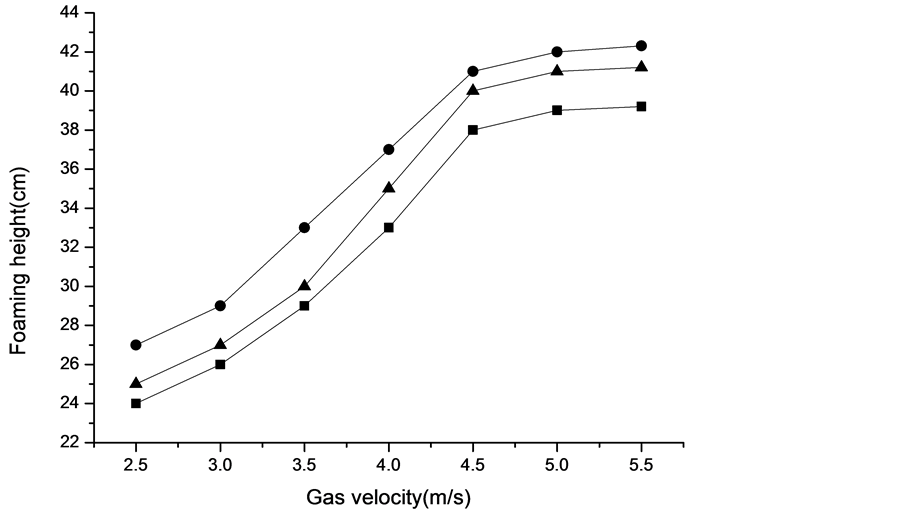
在乙烯废碱液温度为30℃时,改变通气气流速度,观察不同气体流速对乙烯废碱液起泡性能的影响,
实验结果见图3。实验发现:当气速低于4.5 m/s时,三种乙烯废碱液溶的起泡高度随着气体流量的增加而几乎呈直线增加;当气速高于4.5 m/s时,乙烯废碱液的起泡高度随着气体流量的增加而缓慢增加,增长趋势相对平稳。当气速达到一定的速度时,泡沫生成与破坏处于动态平衡,泡沫高度就不再增长。实验中还观察到,随着气体流速的增量大,乙烯废碱液所形成的泡沫中单个气泡体积也会相应增大。在其他参数恒定的情况下,提高塔内烟气流速可提高气液两相的湍动,降低烟气与液滴间的膜厚度,提高传质效果。实验表明,气速在2.44 m~3.66 m/s逐渐增大时,随着气速的增大,脱硫效率下降;但当气速在
 ▲为编号JY3.1-P的乙烯废碱液;●为编号JY3.2-P的乙烯废碱液;■为编号JY3.3-P的乙烯废碱液
▲为编号JY3.1-P的乙烯废碱液;●为编号JY3.2-P的乙烯废碱液;■为编号JY3.3-P的乙烯废碱液
Figure 2. Influence of temperature on foam performance
图2. 温度对泡沫性能的影响
 ▲为编号JY3.1-P的乙烯废碱液;●为编号JY3.2-P的乙烯废碱液;■为编号JY3.3-P的乙烯废碱液
▲为编号JY3.1-P的乙烯废碱液;●为编号JY3.2-P的乙烯废碱液;■为编号JY3.3-P的乙烯废碱液
Figure 3. Influence of temperature on foam performance
图3. 温度对泡沫性能的影响
3.66~24.57m/s逐渐增大时,脱硫效率几乎与气速的变化无关[7] [8] 。在实际工程中,烟气流速的增加对吸收塔内除雾器的性能提出更高的要求,同时还会使吸收塔内的压力损失增大,能耗增加。目前,将吸收塔内烟气流速控制在3.5~4.5 m/s较合理。
3.5. 消泡剂种类对泡沫性能的影响
吸收塔浆液起泡溢流是湿法脱硫系统运行中常见的问题之一。起泡严重时会由溢流管流出,流出的浆液一般带有浓黑的泡沫。带来脱硫效率降低、脱硫剂损失等问题,对系统的稳定运行十分不利。为了预防和解决溶液发泡问题,我们可以采用加入适量的消泡剂。消泡剂的机理是[9] [10] :当体系加入消泡剂后,其分子杂乱无章地广布于液体表面,快速铺展,形成很薄的双膜层,进一步扩散、渗透,层状入侵,从而取代原泡膜薄壁。由于其表面张力低,便流向产生泡沫的高表面张力的液体,这样低表面张力的消泡剂分子在气液界面间不断扩散、渗透,使其膜壁迅速变薄,泡沫同时又受到周围表面张力大的膜层强力牵引,致使泡沫周围应力失衡,从而导致其“破泡”。不溶于体系的消泡剂分子,再重新进入另一个泡沫膜的表面,如此重复。
实验过程中,我们先对编号为JY3.1-P的乙烯废碱液分别用不同的消泡剂(五种消泡剂都是可以直接投入使用的消泡乳剂)即:消泡剂 PDMS (聚二甲基硅氧烷)、TG-99 (一种聚氧丙基甘油醚消泡剂)、BL-1090 (一种耐碱消泡剂)、S-203 (一种有机硅消泡剂)、TEGO-106 (一种聚醚改性硅消泡剂)进行消泡处理并比较加入消泡剂前后消泡性能变化,其实验结果如图4所示。实验结果显示,加入不同的消泡剂之后,乙烯废碱液产生的泡沫高度立刻大幅降低,泡沫降低所需时间均小于2 s,当加入消泡剂TEGO-106,消泡效果最好,泡沫高度从27 cm降到2.2 cm,消泡效率为92%。主要原因是TEGO-106是一种聚醚改性硅消泡剂,是在硅氧烷分子中因如聚醚链段制得的聚醚–硅氧烷共聚物,在硅醚共聚物的分子中,硅氧烷段是亲油基,聚醚段是亲水基。聚醚链段中聚环氧乙烷链节能提供亲水性和起泡性,聚环氧丙烷链节能提供疏水性和渗透力,对降低表面张力有较强的作用,由于协同作用,两种组成物产生了良好的消泡效果。实验过程中,我们对另外几种编号的乙烯废碱液进行消泡剂消泡实验,均得到相似的实验结果,加入消泡剂TEGO-106时消泡效果最好。因此,我们选用TEGO-106作为脱硫剂乙烯废碱液的消泡剂。
3.6. 消泡剂的用量对消泡性能的影响
消泡剂的消泡和抑泡作用一般说来与用量成正比,但也存在一个饱和点,就是在达到一定的浓度后,再添加消泡剂用量并不能增加消泡作用或延长抑泡时间[11] [12] 。过多使用消泡剂是一种浪费,合适的使用浓度四保证达到消泡要求的关键,也是最经济使用消泡剂的关键。试验过程中,我们向编号为JY3.1-P和JY3.2-P的乙烯废碱液中添加TEGO-106消泡剂,添加的浓度分别是10、15、20、25、30、40、50、60、70、80 ppm,观察其中的泡沫性能变化。试验结果如图5所示。从图5中我们可以看出:消泡剂浓度为25 ppm之前,随着消泡剂浓度的增加,泡沫高度迅速下降,消泡效率不断提高。主要原因是随着消泡剂浓度的增加,消泡剂定向排列在气–液界面上越来越紧密,从而使得界面液膜的强度下降,液膜破裂,消泡性能增加。当消泡剂浓度大于25 ppm时,消泡功能基本趋于饱和,消泡效率趋势表现为平缓。随着消泡剂浓度的增加,界面吸附量趋于恒定,当消泡剂的浓度大于临界界面吸附量时,界面吸附已经饱和,在增加消泡剂的浓度,其界面吸附量并不增加,而是形成胶束存在于溶液内部,对界面性质基本没有影响,消泡剂的消泡性能不再增加。工业放大试验过程中选用的消泡剂浓度为25 ppm。
4. 结论
1) 以某石化公司为例,以乙烯废碱液作为脱硫剂进行湿法脱硫。该装置投入运行,实际运行费用节省212万元/年,可达到“以废治废”的目的,从而实现可持续发展的战略目标。

Figure 4. Influence of different defoamers on foam performance
图4. 不同消泡剂对泡沫性能的影响
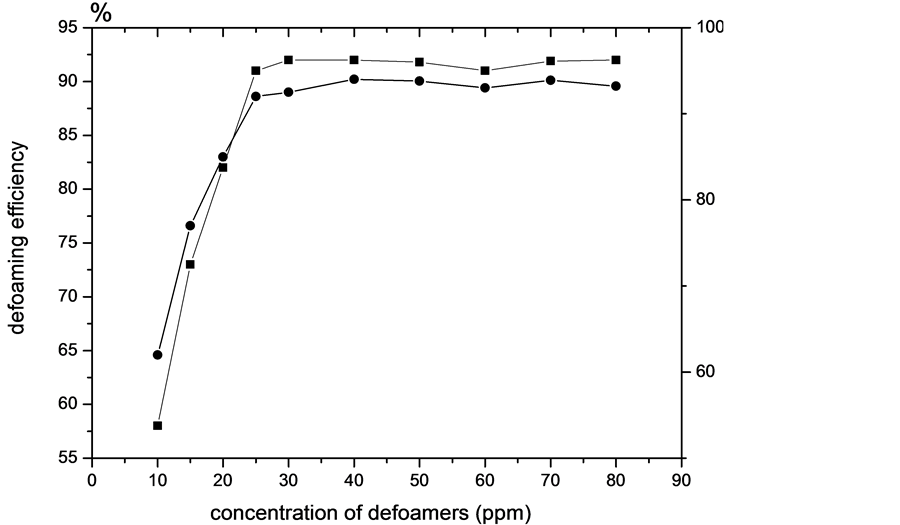 ■为编号JY3.1-P的乙烯废碱液;● 为编号JY3.2-P的乙烯废碱液
■为编号JY3.1-P的乙烯废碱液;● 为编号JY3.2-P的乙烯废碱液
Figure 5. Influence of defoamer concentrations on foam performance
图5. 消泡剂浓度对泡沫性能的影响
2) 经湿式空气氧化处理后的乙烯废碱液含有一定量有机物和油类物质,具有一定的发泡趋势,几种采样的乙烯废碱液在温度30℃,气流速度3.0 m/s时发泡高度在27 cm左右。
3) 乙烯废碱发泡高度受溶液温度和气流速度的影响。当温度低于40℃时,乙烯废碱液产生的泡沫高度都随着温度的逐渐升高而下降,温度高于40℃时,随着温度的逐渐升高,乙烯废碱液产生的泡沫高度趋于稳定。当气速低于4.5 m/s时,三种乙烯废碱液溶的起泡高度随着气体流量的增加而几乎呈直线增加;当气速高于4.5 m/s时,乙烯废碱液的起泡高度随着气体流量的增加而缓慢增加,增长趋势相对平稳。
4) 防止脱硫塔内吸收浆液起泡的方法有很多,如加强运行监管、优化运行方式、添加消泡剂等。其中添加消泡剂见效速度快,添加五种不同的消泡剂,乙烯废碱液中加入消泡剂TEGO-106,消泡效果最好,泡沫高度从27 cm降到2.2 cm,消泡效率为92%。添加TEGO-106消泡剂最佳浓度为25 ppm。
致谢
感谢国家高技术研究发展计划(863计划)对本研究项目的资助,感谢万皓、何仁初老师对本论文提供指导和帮助,对给予转载和引用权的资料、图片、文献的所有者表示感谢。
基金项目
国家高技术研究发展计划(863计划)资助项目(2009AA064102)。
文章引用
范向东,顾晓婧,何仁初,万 皓, (2015) 几种消泡剂在乙烯废碱液脱硫过程中的消泡性能的研究
Study on the Defoaming Performance of Several Defoaming Agents in the Desulfurization Process Using Ethylene Waste Alkali Liquor. 化学工程与技术,02,13-20. doi: 10.12677/HJCET.2015.52003
参考文献 (References)
- 1. 张丽亚 (2007) 槽压对钠碱脱硫吸收液再生特性影响的研究. 工业用水与废水, 3, 55-57.
- 2. 吕宏俊 (2009) 石灰石/石灰–石膏湿法脱硫浆液溢流问题研究. 电力环境保护, 6, 22-24.
- 3. (2002) 配方型选择性脱硫溶剂. 中华人民共和国石油天然气行业标准, SY/T6538-2002.
- 4. 童罡, 邓永忠 (2009) 湿法脱硫运行与维护中存在的问题. 华电技术, 31, 67-68.
- 5. Despina, K. and Marina, P. (2010) Sulfite oxidation catalyzed by cobalt ions in flue gas desulfurization processes. Air and Waste Management Association, 6, 675-680.
- 6. 产文兵, 万皓, 宋桂东, 等 (2013) 纳碱法烟气脱硫工艺技术. 上海大学学报, 5, 474-478.
- 7. 裴磊, 李斌, 费月秋 (2013) 火电厂脱硫增容改造系统优化. 广州化工, 12, 203-205.
- 8. Michal, G. (2010) Technical description of parameters influencing the pH value of suspension absorbent used in flue gas desulfurization systems. Air and Waste Management Association, 8, 1009-1016.
- 9. 毛文利, 李辉, 陈彪 (2014) 燃煤发电机组脱硫塔浆液气泡问题分析及其应对措施. 浙江电力, 5, 48-51.
- 10. 禾志强, 田雁冰, 沈建军, 等 (2008) 石灰石–石膏法脱硫中浆液起泡研究. 电站系统工程, 24, 25-26.
- 11. Tagli (2012) Wet FGD Defoamer. http://baike.Baidu.com/view/3516694.htm
- 12. 程永新 (2011) FGD系统中吸收塔浆液起泡溢流的原因分析及解决办法. 电力科技与环保, 27, 35-37.