Mechanical Engineering and Technology
Vol.06 No.01(2017), Article ID:20138,6
pages
10.12677/MET.2017.61012
Research and Implementation of High Precision Push-Type Pipeline Length Measurement System
Chenggang Deng1, Chaofeng Ding1, Di Tang1, Xiaoyong Jiang2
1College of Mechanical & Automotive Engineering, Zhejiang University of Water Resources and Electric Power, Hangzhou Zhejiang
2Zheda Jingyi Electromechanical Technology Engineering Co., Ltd., Hangzhou Zhejiang

Received: Mar. 9th, 2017; accepted: Mar. 28th, 2017; published: Mar. 31st, 2017

ABSTRACT
In order to speed up the transformation and upgrading of China’s steel industry, promote the localization of pipeline measuring equipment, and develop pipeline length-measuring products suitable for the domestic automatic production line, the design scheme of the push-type length measurement system was put forward based on the analysis of the measuring principle and system composition. According to the key factors that affect the accuracy of the measurement, the causes and characteristics of error were analyzed, and the method of reducing the error was discussed. The experiments in the industrial field showed that the precision of the measuring system can meet the requirements of the national standard.
Keywords:Push-Type, Length Measurement, Pipeline
高精度推动式管线测长系统研究与实现
邓成钢1,丁朝锋1,唐迪1,姜晓勇2
1浙江水利水电学院机械与汽车工程学院,浙江 杭州
2杭州浙达精益机电技术股份有限公司,浙江 杭州
收稿日期:2017年3月9日;录用日期:2017年3月28日;发布日期:2017年3月31日

摘 要
为加快我国钢铁工业转型升级,推进管线测长设备国产化,研发适合国内自动化生产线的管线测长产品,在对测长原理和系统组成分析的基础上,提出了推动式管线测长系统的设计方案;根据影响测量精度的关键因素分析误差产生原因及误差的性质特点,并探讨减小误差的方法;生产现场的实验证明,测长系统的精度可以满足国家标准要求。
关键词 :推动式,测长,管线

Copyright © 2017 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 引言
长度是成品钢管贸易结算的主要依据, 也是ISO9000质量论证体系中明确要求的质量参数 [1] 。管线在线测长系统是钢管车间精整区域的主要设备之一 [2] ,其精度的高低直接影响企业的效益和生产管理的效率。车间恶劣的生产条件、全天候连续作业以及测量精度的要求决定了该系统必须具备良好的性能和技术指标。而目前大型钢铁企业的测长设备多以进口为主,价格昂贵、维修费用高、参数设置无法完全适应国内生产线是主要弊端。研制适应我们钢铁行业管线生产的高精度测长设备对钢铁企业向产品高端化、生产绿色化、市场国际化和管理数字化进行产业转型升级 [3] [4] 有着积极的推动作用。
近年来,国内也有多家厂商和研究机构对管线测长进行研究,主要有采用电荷耦合器件(CCD)图像测长和数控推动测长两种方式。前者的测量精度受温度和光线影响 [5] ,不适应钢管生产的实际情况;后者基本满足目前国内企业的生产现实,对其进行改进与优化可以设计出适合国内生产线的精度高、稳定性好以及制造成本低的管线测长系统。
2. 测长系统总体设计
2.1. 系统功能要求和技术指标
以天津钢管公司精整线为应用对象,结合国内外同类产品的主要指标,确定测长系统的功能和技术指标如下:
(1) 根据美国石油协会API 5CT标准及国内实际情况,测量范围为:6 m~15 m;测量精度:±2 mm。
(2) 具备自动在线测量和手动测量两种模式。
(3) 可与上位计算机通讯、数据上传数据库、生成报表,并可查询、打印以及错误报警功能。
(4) 报表与国际标准结果,可自动进行公英制转换。
(5) 测长系统要具有一定通用性,适应不同规格的钢管。测量钢管外径范围:36 mm~340 mm。
(6) 单次测量周期不超过4 s。
(7) 系统具有对齐功能,为后续工位提供基准。。
2.2. 系统总体框架
测长系统主要由V型支架、推进油缸、PLC控制系统和传感器信号系统组成,实现管线的长度测量和管端对齐并确定基准两个功能目标,系统框架如图1所示。
从图1可知,测长系统在油缸的推进过程过中完成钢管的长度测量和对齐动作。液压站是整个系统
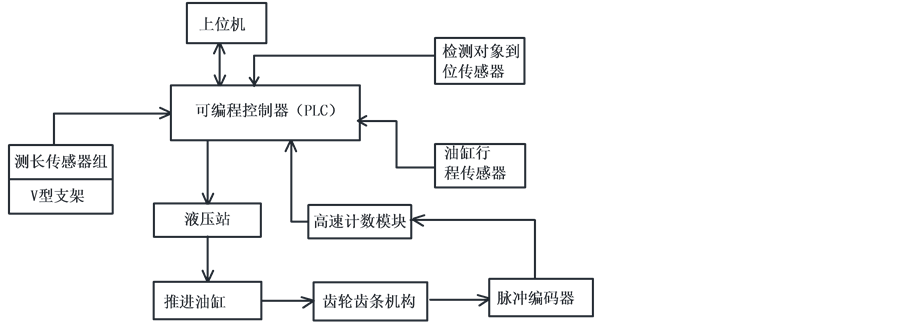
Figure 1. General frame diagram of length measuring system
图1. 测长系统总框架
的动力源,油缸作为执行单元在到位传感器获得信号后,将放置于V型支架上的钢管前推。钢管在行进过程中通过齿轮齿条机构带动脉冲编码器旋转,编码器的信号经过高速计数模块传递给PLC。PLC将采集到的测长传感器组信号和高速计算模块数值传输给上位计算机,上位机通过数据处理得到钢管长度值。同时,油缸行程终点位置即为下个工序的基准。
测长系统由若干子系统耦合而成,各组成单元的的响应速度对测量精度和系统效率有决定性的影响 [6] [7] 。所以在选择测长传感器时,响应时间是一个重要指标 [8] 。另外,光电传感器有继电器和晶体管两种输出类型。前者抗干扰性能好,运行可靠,但响应速度慢;后者响应速度快,有利于保证测长精度和设备运行效率,但抗干扰能力弱 [9] 。需综合实际情况,合理取舍,获得最优组合。
3. 管线测长基本原理
3.1. 系统组成分析
测长系统结构组成如图2所示,V型支架是钢管测长的基座,支架与钢管接触位置安装了尼龙垫,在保护钢管表面的同时增加了接触的柔性与摩擦系数,保证测长过程钢管行进的平稳。油缸的推杆在推进过程中利用齿轮齿条的啮合传动带动同步轮旋转,通过安装于同步轮上编码器的脉冲值可以计算推杆推进的实时距离。测长传感器组采用对射式光电传感器,沿钢管轴线一字排开,传感器的技术指标和安装精度都是测量精度的主要影响因素。由于钢铁企业现场工作环境恶劣,测长传感器需安装于经过特殊设计的安装盒内。由于PLC需要采集编码器的脉冲信号,所以需要配置高速计数模块。
3.2. 测长工作原理
如图2所示,当钢管到达测长工位的V型支架后,到位检测传感器即向PLC发出到位信号。此时,推进油缸开始动作,推杆推出,进入测长流程。推杆在推进过程中,脉冲编码器的信号不断输入到高速计数模块,PLC将编码器的数值和测长传感器组的状态信号传输到上位机,上位机根据这两组数值计算钢管长度。钢管在推进的过程中,远离油缸的一端每遮挡住一对传感器,PLC就将编码器脉冲值清零,然后重新计数。为了保证油缸推进过程中钢管端部至少经过一对传感器,设计时必须使油缸的行程大于传感器的布置间距。当油缸到达行程终点,编码器停止计数,测长完成,上位机给出钢管的长度。
从测长的过程分析可知,长度计算主要取决于编码器的最终数值和测长传感器组的状态。由于传感器组安装位置固定,所以从测长传感器组的状态可以计算出L2的长度。而图2中L1的数值是根据机构位置设计的定值。所以钢管的总长度Ls的表达式为:
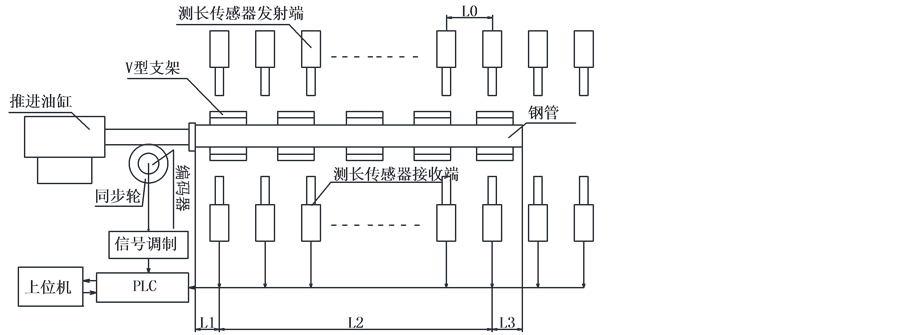
Figure 2. Working principle and structure of length measuring system
图2. 测长系统结构及原理图
 (1)
(1)
L3的长度为钢管端部在运行过程中通过最后一对传感器后运行的距离,由于每次通过一对传感器后编码器都重新计数,所以这个数值根据编码器的数值算得,即:
 (2)
(2)
式中Le为编码器每个脉冲对应钢管的行进距离,N为测长结束时从高速计数器中读取的编码器数值。
4. 误差分析
4.1. 误差产生原因
由公式(1)可知,管线长度由3部分组成,其中L1是一个定值,是油缸推杆行程终点位置到第一对测长传感器的距离。其误差主要取决于油缸极限位置的精度和传感器及机架的安装精度。其次,随着设备磨损,该值也会有不同程度的变化,需要定期标定并在软件中修改。
L2是钢管长度的主要部分,其误差大小直接影响最终测长精度。其误差来源为测长传感器组的安装误差,需要保证传感器的安装盒的加工精度和传感器的位置精度。
L3的误差来自于编码器脉冲的系统误差、机械传动误差,和传感器等元器件的响应误差 [10] 。元器件的合理选型、保证齿轮齿条的加工精度以及选择最优的数据处理方式是减少这部分误差的有效途径。
4.2. 误差的数据分析
表1为现场实验时,对管径为96 mm,长度为13,078 mm的钢管进行了50次测量后数据分组结果。可以看出,数据近似正态分布。
实验数据的平均值为:
实验标准偏差为:

平均值的实验标准差为:

因为,实验数据中最小值为13,077.423 mm;最大值为13,078.776 mm;得最值的残余误差如下:
应用拉依达准则检验数据中是否存在异常值:


可见,实验数据中无异常值存在。
根据残余误差的定义 ,做出的实验数据的残余误差分布图如图3所示。利用残差正
,做出的实验数据的残余误差分布图如图3所示。利用残差正
负号分配检验法 [11] :用 表示残差,
表示残差, 表示符号函数,有:
表示符号函数,有:
 ,令统计量
,令统计量 ,则
,则 ,显然满足
,显然满足 ,即不存在显著的可变误差。而实验样本的绝对误差范围在−0.577~0.776 mm之间,所以测长系统满足精度±2 mm的要求。
,即不存在显著的可变误差。而实验样本的绝对误差范围在−0.577~0.776 mm之间,所以测长系统满足精度±2 mm的要求。

Table 1. Measured length data
表1. 实测长度数据
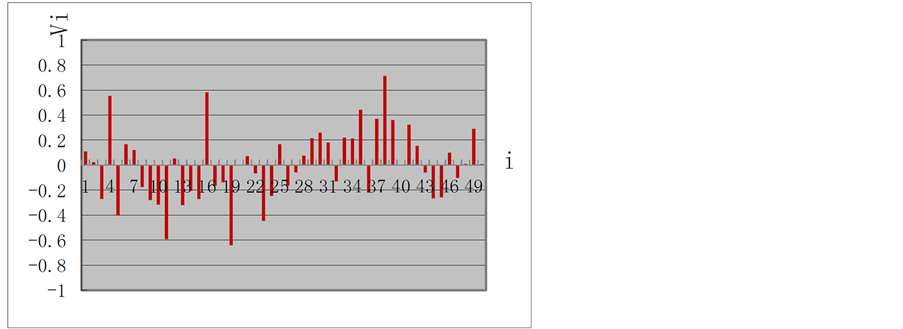
Figure 3. Residual error distribution
图3. 残余误差分布图
5. 结论
本文以钢铁产业转型升级为背景,从国内钢管生产线的实际出发,在优化改进传统数控推动式测长机构的基础上,提出了一种结构简单、运行稳定、测量精度高的测长系统设计方案。文中对测长系统组成和工作原理进行了分析,为同类产品的研发和改进提供了一定的参考。同时,对误差产生原因及其相应的解决措施进行了探讨,为设备精度调整提供了方向。通过对现场实验数据进行误差分析,证明了所设计的测长系统能够保证±2 mm的精度要求。
基金项目
大学生创新训练计划项目资助。
文章引用
邓成钢,丁朝锋,唐迪,姜晓勇. 高精度推动式管线测长系统研究与实现
Research and Implementation of High Precision Push-Type Pipeline Length Measurement System[J]. 机械工程与技术, 2017, 06(01): 85-90. http://dx.doi.org/10.12677/MET.2017.61012
参考文献 (References)
- 1. 单俊峰. 基于机电液一体化的钢管测长测控系统研究与实现[D]: [硕士学位论文]. 西安: 西安交通大学, 2008.
- 2. 王双来. 石油钢管长度测量系统优化设计及误差分析[D]: [硕士学位论文]. 贵阳: 贵州大学, 2009.
- 3. 彭在美. 以党的十八大科学发展观为指导我国钢管业要加快转型升级实现强国梦[J]. 钢管, 2013, 42(4): 1-6.
- 4. 李强. 着力推进供给侧结构性改革全面提升钢管行业新常态下的生存发展能力[J]. 焊管, 2016, 39(5): 1-7.
- 5. 唐土生, 陈绚青, 徐强. 温度对基于线阵CCD测长系统的影响[J]. 冶金自动化, 2011, 35(3): 72-75.
- 6. 刘晶. 场效应晶体管生物传感器的设计与优化[D]: [硕士学位论文]. 武汉: 华中科技大学, 2008.
- 7. 邓成钢, 项占琴. 高速点阵式脉冲喷射发生器无传感器控制[J]. 光学精密工程, 2012, 20(4): 752-759.
- 8. 陈振林, 杨小涛, 周庆福. 温度, 风速对湿度传感器响应时间影响的研究[J]. 国外电子测量技术, 2012, 31(6): 19- 22.
- 9. Abdallah, S. and Nijmeh, S. (2004) Two Axes Sun Tracking System with PLC Control. Energy Conversion & Management, 45, 1931-1939.
- 10. 申健博, 王瑾. 以传感器技术为基础的机电自动化控制探究[J]. 中国新技术新产品, 2017(2): 11-12.
- 11. 王娟. 六分力测试系统误差研究[D]: [硕士学位论文]. 南京: 南京理工大学, 2004.