设为首页
加入收藏
期刊导航
网站地图
首页
期刊
数学与物理
地球与环境
信息通讯
经济与管理
生命科学
工程技术
医药卫生
人文社科
化学与材料
会议
合作
新闻
我们
招聘
千人智库
我要投搞
办刊
期刊菜单
●领域
●编委
●投稿须知
●最新文章
●检索
●投稿
文章导航
●Abstract
●Full-Text PDF
●Full-Text HTML
●Full-Text ePUB
●Linked References
●How to Cite this Article
Hans Journal of Chemical Engineering and Technology
化学工程与技术
, 2014
, 4,
11
-15
http://dx.doi.org/10.12677/hjcet.2014.41003
Published Online
January 2014 (http://www.hanspub.org/journal/hjcet.html)
OPEN ACCESS
11
Study on the Corrosion of Synthesis Gas
Desulfurization Tower
Feng Liang
1
, Guangjie Qu
1
, Dan Jing
2
, Zheng Chen
3
1
Petrochina Jilin Chemical Fertilizer Factory, Jilin
2
College of Materials Science and Engineering
,
Beijing University of Chemical Technology, Beijing
3
Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing
Email:
liujt@mail.buct.edu.cn
Received: Nov
.
7
th
, 2013; revised: Dec
.
6
th
, 2013; accepted: Dec. 14
th
, 2013
Copyright © 2014 Feng Liang
et al. This is an open ac cess article distributed under the Creative C ommons Attribution Licen se, which permits u nre-
stricted use, distribution, and reproduction in any medium, provided the o riginal work is properly cited.
In accordance of the Creative Co mmons A
t-
tribution License all Cop yrights © 2014 are reserved for Hans and the owner of th e intellectual propert y Feng Liang
et al. All Copyright © 2014 are
guarded by law and by Hans as a guardian.
Abstract:
By analyzing the corrosion mechanism and real corrosion condition of
desulfurization tower
of
synthesis gas,
the
anti
-
corrosion material
and
conventional technology
are improved. The new construction technology includes
spraying of aluminu m on the base and sealing of epox y glass flake on the surface. The corrosion problem of the desu
l-
furizing tower has been effectively solved. The safety and stability of desulfurization system are guaranteed.
Keywords:
Synthesis Gas; Desulfurizing Tower;
Corrosion
;
Construc t ion Scheme
合成气装置脱硫塔防腐蚀问题探讨
梁
锋
1
,曲广杰
1
,景
丹
2
,陈
峥
3
1
中国石油吉林石化公司化肥厂,吉林
2
北京化工大学材料科学与工程学院,北京
3
北京化工大学机电工程学院,
北京
Email:
liujt@mail.buct.edu.cn
收稿日期:
2013
年
11
月
7
日;修回日期:
2013
年
12
月
6
日;录用日期:
2013
年
12
月
14
日
摘
要:
本文通过分析合成气装置脱硫塔腐蚀机理,结合脱硫塔实际腐蚀情况,对原防腐材料及施工工艺进行
了改进,采用基层喷铝,环氧玻璃鳞片表面封闭的施工方法,有效地解决了脱硫塔的腐蚀问题,保证了脱硫系
统的安全平稳运行。
关键词:
合成气;脱硫塔
;腐蚀;
施工方案
1.
引言
吉林石化公司化肥厂合成气装置采用重油加压
气化流程,生产一氧化碳和氢气作为原料气供下游使
用。粗原料气中含有硫化氢杂质,外输前需进行脱硫。
脱硫净化工序采用改良
ADA
氧化法脱硫,其反应原
理主要是以稀碱溶液
(Na
2
CO
3
)
为吸收剂,蒽醌二磺酸
钠
(
ADA
)
溶液为氧载体,以五氧化二钒
(V
2
O
5
)
为催化
剂,将硫化氢氧化为单质硫,通过过滤分离,从而实
现气体脱硫的目的。
合成气脱硫系统开车以来,起初运行基本稳定,
脱硫能力能够满足要求,但在生产实践发现
ADA
脱
硫溶液对设备具有较强腐蚀性。特别是自
2003
年起,
合成气装置脱硫塔防腐蚀问题探讨
OPEN ACCESS
12
由于原油
供给改变,其上游炼油厂开始掺炼
部分俄油,
导致原料重油中硫含量逐年增加,经现场检测,硫含
量由
2003
年的
0.23%
增加到
2008
年的
0.52%
,造成
脱硫塔入口原料气
H
2
S
含量由原来的
200
~300
mg/m
3
增加到
800~
1000 mg/m
3
,最高时可达到
1500 mg/m
3
,
远超脱硫塔入塔裂化气中
H
2
S
含量
≤
350 mg/m
3
设计
指标。
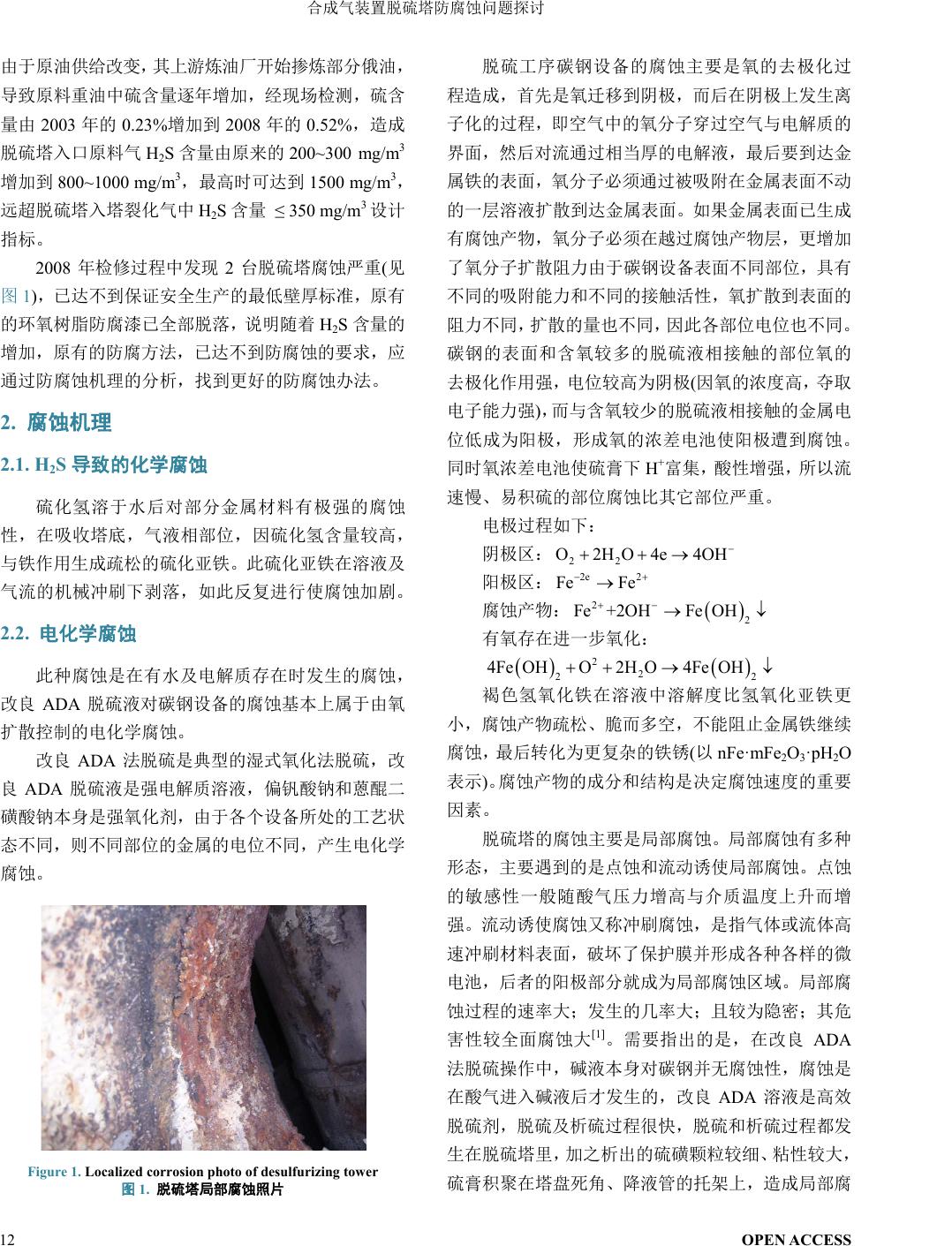
2008
年检修过程中发现
2
台脱硫塔腐蚀严重
(
见
图
1)
,已达不到保证安全生产的最低壁厚标准,原有
的环氧树脂防腐漆已全部脱落,说明随着
H
2
S
含量的
增加,原有的防腐方法,已达不到防腐蚀的要求,应
通过防腐蚀机理的分析,找到更好的防腐蚀办法。
2.
腐蚀机理
2.1. H
2
S
导致的化学腐蚀
硫化氢溶于水后对部分金属材料有极强的腐蚀
性,在吸收塔底,气液相部位,因硫化氢含量较高,
与铁作用生成疏松的硫化亚铁。此硫化亚铁在溶液及
气流的机械冲刷下剥落,如此反复进行使腐蚀加剧。
2.2.
电化学腐蚀
此种腐蚀是在有水及电解质存在时发生的腐蚀,
改良
ADA
脱硫液对碳钢设备的腐蚀基本上属于由氧
扩散控制的电化学腐蚀。
改良
ADA
法脱硫是典型的湿式氧化法脱硫,改
良
ADA
脱硫液是强电解质溶液,偏钒酸钠和蒽醌二
磺酸钠本身是强氧化剂,由于各个设备所处的工艺状
态不同,则不同部位的金属的电位不同,产生电化学
腐蚀。
Fig
ure 1. Localized corrosion photo of desulfurizing
t ower
图
1.
脱硫塔局部腐蚀照片
脱硫工序碳钢设备的腐蚀主要是氧的去极化过
程造成,首先是氧迁移到阴极,而后在阴极上发生离
子化的过程,即空气中的氧分子穿过空气与电解质的
界面,然后对流通过相当厚的电解液,最后要到达金
属铁的表面,氧分子必须通过被吸附在金属表面不动
的一层溶液扩散到达金属表面。如果金属表面已生成
有腐蚀产物,氧分子必须在越过腐蚀产物层,更增加
了氧分子扩散阻力由于碳钢设备表面不同部位,具有
不同的吸附能力和不同的接触活性,氧扩散到表面的
阻力不同,扩散的量也不同,因此各部位电位也不同。
碳钢的表面和含氧较多的脱硫液相接触的部位氧的
去极化作用强,电位较高为阴极
(
因氧的浓度高,夺取
电子能力强
)
,而与含氧较少的脱硫液相接触的金属电
位低成为阳极,形成氧的浓差电池使阳极遭到腐蚀。
同时氧浓差电池使硫膏下
H
+
富集,酸性增强,所以流
速慢、易积硫的部位腐蚀比其它部位严重。
电极过程如下:
阴极区:
22
O2H O4e4OH
−
+ +→
阳极区:
2e 2
Fe Fe
−+
→
腐蚀产物:
( )
2
2
Fe+2OHFe OH
+−
→↓
有氧存在进一步氧化:
( )( )
2
2
22
4FeOHO2HO4FeOH
++ →↓
褐色氢氧化铁在溶液中溶解度比氢氧化亚铁更
小,腐蚀产物疏松、脆而多空,不能阻止金属铁继续
腐蚀,最后转化为更复杂的铁锈
(
以
nFe·
mFe
2
O
3
·pH
2
O
表示
)
。腐蚀产物的成分和结构是决定腐蚀速度的重要
因素。
脱硫塔的腐蚀主要是局部腐蚀。局部腐蚀有多种
形态,主要遇到的是点蚀和流动诱使局部腐蚀。点蚀
的敏感性一般随酸气压力增高与介质温度上升而增
强。流动诱使腐蚀又称冲刷腐蚀,是指气体或流体高
速冲刷材料表面,破坏了保护膜并形成各种各样的微
电池,后者的阳极部分就成为局部腐蚀区域。局部腐
蚀过程的速率大;发生的几率大;且较为隐密;其危
害性较全面腐蚀大
[1]
。需要指出的是,在改良
ADA
法脱硫操作中,碱液本身对碳钢并无腐蚀性,腐蚀是
在酸气进入碱液后才发生的,改良
ADA
溶液是高效
脱硫剂,脱硫及析硫过程很快,脱硫和析硫过程都发
生在脱硫塔里,加之析出的硫磺颗粒较细、粘性较大,
硫膏积聚在塔盘死角、降液管的托架上,造成局部腐
合成气装置脱硫塔防腐蚀问题探讨
OPEN ACCESS
13
蚀使得脱硫塔碳钢材料出现大量的坑蚀。
3.
防腐选型
经过充分的调研,结合同类型装置的成熟经验,
决定采用喷铝基层加环氧玻璃鳞片漆封闭的施工方
法。
3.1.
喷铝工艺简介
喷铝工艺是采用高温热源
(
氧气、乙炔等
)
,将铝
丝熔化,用高压气体使之雾化成微细液滴,高速喷射
到经过热处理
(
喷砂除锈
)
的基体表面形成涂层的技术。
工序流程包括:基体的制备、基体的预处理
(
喷砂
除锈
Sa3
级
)
、喷涂施工。
3.2.
环氧玻璃鳞片漆简介
玻璃鳞片涂料是在热固性树脂里填充以特殊处
理的鳞片状玻璃。由于玻璃鳞片在涂层中是重叠排列
的,因此对涂膜的抗渗透性起了很大作用,使其具有
优异的防腐性能。
玻璃鳞片涂料的特性:
1)
对化学介质、气体、蒸汽的渗透性远比玻璃钢
衬里小,不容易产生介质扩散,可有效的避免底蚀、
分散、鼓泡、剥离等物理破坏,这是由于层层重叠排
列的玻璃鳞片,使介质渗透距离长的缘故。
2)
固化时收缩低,由于玻璃鳞片分散了应力,接
触面残余应力小。
3)
热膨胀系数小,粘接热应力相应也小,耐热温
度高,耐热冲击性能好。
4)
力学强度虽不如玻璃钢衬里,但耐磨性、耐刮
擦性能出色,对机械划伤也只限于局部。
5)
玻璃鳞片涂料施工工艺性能也很好,可室温固
化。
6)
修复性好,使用几年后,破坏处只需要简单处
理,即可修复。
4.
喷铝加环氧玻璃鳞片漆施工工艺
4.1.
喷砂除锈
4.1.1
.
除锈标准
喷砂除锈前首先清除油脂及焊渣,暴露的金属表
面缺陷如焊缝、金属片及锐利的边角必须磨平。喷砂
除锈必须达到
GB50727
-
2011
标准
Sa3
级要求,即钢
材表面无可见的油脂、污垢、氧化皮、铁锈等一切附
着物,露出金属灰白本色,具有一定的粗糙度,任何
残留的痕迹应仅是点状或条纹状的轻微色斑
[2]
。
4.1.2
.
磨料的选用
选用石英砂
(
或金刚砂
)
,不得采用海砂、河砂,
以免砂子含有的盐分腐蚀被清理的金属表面。选用的
磨料必须干燥,不得含有油污等杂质,其含水率不得
大于
1%
。使用前必须过筛,砂子应全部通过
10
筛号,
不通过
45
筛号,
30
筛号筛余量不得小于
40%
。
4.2.
喷铝施工
4.2.1
.
概述
本次施工喷涂采用燃烧方法。即使铝丝在氧气乙
炔燃烧的高温热焰作用下呈熔化状态,在高压空气推
动下以最大粒子速度撞击经过预处理的金属基体表
面,形成牢固的优质涂层。铝丝含铝量不应低于
99.5%
,
使用时,铝丝必须保持表面光洁、无油、无折痕。氧
气纯度不低于
99.2%
,乙炔气的纯度不低于
96.5%
[3]
。
涂层与基体牢固的结合,是最基本最重要的要求,
如果涂层出现剥落,则前功尽弃。为此施工中需重点
掌握
3
个方面的主要因素:制备良好的基体表面,使
喷涂材料粒子熔化良好,使喷涂颗粒撞击基体表面是
处于最大速度。
4.2.2
.
方法
喷涂角度:喷枪与工件应成垂直方向,在无法垂
直的情况下,喷枪与工件表面的斜度不应小于
45
˚
。
以免表面上的滑冲现象和驱散现象,从而得到致密附
着力强的涂层。
喷射距离:喷枪与加工件的表面距离应为
120
~
150
mm
,最大距离不得超过
200
mm
。
喷涂厚度:喷铝厚度宜为
0.2
~
0.25
mm
,喷涂层
厚度超过
0.1
mm
时,应分层喷涂。前一层与后一层
必须进行
90
˚
或
45
˚
交叉喷涂,相邻喷涂区应有
1/3
宽
度的搭接。
喷涂工件温度要求:如果喷涂小件或薄壁件时,
应控制工件温度不得超过
100
℃。当工件温度大于
100
℃
时,应停止喷涂,待工件降温至
40
℃
~50
℃时,在进
行喷涂。
合成气装置脱硫塔防腐蚀问题探讨
OPEN ACCESS
14
喷枪移动速度:应为
300
~
400
mm/s
,调节喷枪火
花的密集度,可保证熔融材料的细密度。必须防止工
件表面有局部过热或喷涂层过厚的现象。送丝速度一
般控制在
160
~200
cm/min
。
环境温度较低时,尽量使喷涂时间定在中午气温
较高的时间,主要是为了避免熔粒与基体的温差,防
止熔粒的急剧凝固与涂层中形成大的热应力,分层喷
铝间隔时间不得超过
1
小时。
4.3.
玻璃鳞片漆封闭
4.3.1
.
鳞片的要求
建议选用厚度为
2
µm
~3 µm
,长度为
50
µm
~3000
µm
的玻璃鳞片,以增加涂料中玻璃鳞片数目,进而
增强阻挡水、硫化物、氯离子等介质的能力,并有效
降低空气和环境液的透过率,同时降低衬里的膨胀系
数及固化收缩率,从而提高衬里的内聚力以及衬里和
基体材料的结合能力,防止裂纹和剥离脱落现象的出
现。
依据鳞片涂料的腐蚀原理,玻璃鳞片的含量越高,
其在涂层体系中层状排列结构越多,其抗腐蚀性也大
大争强,但含量过高会使涂料体系产生沉淀结块,含
气泡率增加,施工困难,耐腐蚀性反而下降。
建议玻璃鳞片含量控制在
20%
~
30 %
,在保证耐
腐蚀性的同时,亦便于现场正常施工。常温下表干时
间
6~8
小时,实干
24
小时,完全固化时间
7
天,低
于
5
℃不易施工。高压无气喷涂时喷嘴直径应为
0.53
~
0.79
mm
,喷嘴处油漆压力不低于
211
千克力
/
平方厘
米,也可使用刷涂或滚涂,每道刷涂时漆膜不能太厚
(50
微米为宜
)
,以免引起龟裂,本次封闭喷涂遍数三
遍。
4.3.2
.
涂装方法和注意事项
操作程序按照自上而下,由高向低,从左到右,
先难后易的顺序进行施工。雨、雾、霜、雪天气或风
力大于五级和环境湿度
(
环境温度在
5
℃
~35
℃之内,
相对湿度
<
85%
)
不
适合刷漆时,应停止施工,以免
造成涂装质量缺陷。涂层在完全干燥固化前,应避免
受雨淋,涂层和涂层之间的涂装间隔应控制在表干和
实干之间,以免影响涂层的层间附着力。涂装时用干
湿膜测厚仪检测漆膜厚度,保证每层漆膜厚度都达到
设计要求,涂层施工完成后厚度
(
含喷铝层
)
在
0.4
mm
以上。玻璃鳞片封闭后局部照片如图
2
所示,可以看
出,设备表面平整,光滑。
4.4.
质量检查
1)
喷铝层外观和厚度检查:外观用目测检查,涂
层表面应无杂质、翘皮、鼓泡、裂纹、大熔滴及脱皮
等现象为合格。厚度用磁性测厚仪进行检查,测得的
任何一点厚度值,不得低于规定的最小厚度值
0.2
mm
。
2)
喷铝层孔隙度的检查:清除喷铝层表面的油污、
尘土并进行干燥,然后用浸有
20
g/1000ml
的氯化钾
溶液的试纸覆盖在喷涂层上
5~
10
min
,试纸上出现蓝
色斑点不应多于
1~3
点
/cm
2
为合格。如有缺陷应及时
修补,如有大的颗粒,用铲铲下后再度喷铝或用枪重
熔的办法修补。
3)
剥离情况检查:对喷涂层选定
25
×
25
mm
的
检测点,用硬刃的切割工具,将镀层划至基本结构金
属,使其成为
5 × 5
mm
的小方格,镀层不应产生剥离,
采用小刀或螺丝刀等工具刮基体不太重要的部位或
认为质量差的部位。如果只产生新镀层的明亮刮痕,
而无脱落现象,即为合格。如脱落面积占检查部位的
15%
时,则为不合格,必须重新喷涂。
4)
漆膜涂层表面应光滑、平整,颜色一致,无气
泡、剥落、漏涂、露底和起皱等质量缺陷。
5)
漆膜涂层厚度不得小于设计厚度的
5%
,膜厚
厚度检查在实干后进行。
6)
漆膜如有局部小面积损坏,必须按规定补涂到
设计厚度,修补前表面应是清洁、干
燥的。
7)
电火花检测:用电火花检测仪对塔内所有涂层
进行检查,不漏电为合格。
Fig
ure
2. Part photo of glass f lake after sealing
图
2.
玻璃鳞片封闭后局部照片
合成气装置脱硫塔防腐蚀问题探讨
OPEN ACCESS
15
5.
结论
2009
年对
2
台脱硫塔进行了更换,内壁防腐采用
喷铝基层加环氧玻璃鳞片漆封闭的施工方法,一直运
行至今,内壁防腐层除进行局部修理外,其余保持完
好,从实践上来看该防腐方法适合脱硫塔工况,很好
的解决了脱硫塔防腐问题。
喷铝作为一种较为成熟的防腐技术优点是附着
力好,漆面强度高,耐冲刷性能好。缺点是喷涂时有
5%
左右的孔隙度,而环氧玻璃鳞片恰好填补了空隙,
将二者合二为一,把喷铝作为基层,环氧玻璃鳞片作
为封闭的施工方法,不失为一种可靠和长效的设备内
防腐施工方法,势必得到广泛的应用。
参考文献
(References)
[1]
曲广杰
,
李长途
,
田吉风等
(2010
)
合成气装置脱硫操作中
腐蚀问题的探讨
.
化工科技
,
5
, 41
-44.
[2]
(1998)
涂装前钢材表面处理规范
.
中华人民共和国石油天然
气行业标准
,
2-5.
[3]
(2012)
工业设备、管道防腐蚀工程施工及验收规范
.
中华人
民共和国国家标准
.