Mechanical Engineering and Technology
Vol.04 No.02(2015), Article ID:15589,6
pages
10.12677/MET.2015.42019
Study on Distortion of Weak Welding with Robot Hemming
Fuqiang Zhu1, Xingrong Yang2, Xiangjun Xu2
1Dongfeng Peugeot Citroen Automotive Company Ltd., Wuhan Hubei
2Qoros Automotive Co., Ltd., Changshu Jiangsu
Email: zhufq868@sina.com
Received: Jun. 7th, 2015; accepted: Jun. 27th, 2015; published: Jun. 30th, 2015
Copyright © 2015 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
With the introduction of weak welding process, this article mainly analyzes the effects made by parts and robots roller hemming process on weak welding distortion, studies the special requirements of bumps dimension and accuracy of position on inner plate, as well as tongue shape, track of roller hemming, pressure of roller hemming, step number of roller hemming on outside plate to improve appearance quality of weak welding, and ultimately provides theoretical basis of decreasing weak welding distortion, optimizing the weak welded parts and roller hemming requirements and upgrading the appearance quality of hood.
Keywords:Weak Welding, Robot Hemming, Distortion
机器人滚边弱力焊变形的研究
朱富强1,杨兴荣2,徐向军2
1神龙汽车有限公司,湖北 武汉
2观致汽车有限公司,江苏 常熟
Email: zhufq868@sina.com
收稿日期:2015年6月7日;录用日期:2015年6月27日;发布日期:2015年6月30日

摘 要
在介绍弱力焊工艺的基础上,本文主要分析了零件与机器人滚边工艺对弱力焊变形产生的影响,研究了内板上凸点尺寸与位置精度、外板上舌头形状、滚边轨迹、滚边压力、滚边步数对改善弱力焊外观质量所必须的特殊要求,为减小弱力焊变形,优化弱力焊的零件与滚边要求,提升发动机罩的外观质量提供了理论依据。
关键词 :弱力焊,机器人滚边,变形

1. 引言
为提高汽车的安全性,增加碰撞时发动机仓对外力的缓冲作用,同时为防止打开机罩时机罩的内板与外板之间发生错动,现在诸多汽车的发动机罩在包边的同时,又在包边后的翻边上增加了弱力焊。弱力焊点是一种工艺焊点,不能用作强度连接焊点,其实质就是在包边处的内板上增加凸点,采用单面点焊的形式把机罩内板与外板翻边焊接在一起,防止包边后内外板间发生相对运动,此连接方式主要用作开启件涂胶压合,经油漆烘干炉烘烤前的定位,提高了发动机罩的外观质量与安全性 [1] 。但是,就目前弱力焊的使用来看,弱力焊后的机罩外表面变形问题一直是阻碍该项目发展的一个重要问题,这也影响了弱力焊在汽车覆盖件上的使用与推广。本文主要研究了内板上凸点尺寸与位置精度、外板上舌头形状、滚边轨迹、滚边压力、滚边步数对对改善弱力焊外观质量所必须的特殊要求,为减小弱力焊变形,提升发动机罩的外观质量提供了理论依据。
2. 发动机罩弱力焊工艺
发动机罩弱力焊工艺原理如图1所示,凸点一般设置在内板上,当机器人滚压包边完成后,机罩总成被搬运至弱力焊拼台进行焊接,当变压器通电时在凸点电极的压力作用下凸点处电流优先导通且在辅助电极之间形成焊接回路,且凸点处由于接触面积较小形成很大的电流密度,在电阻的作用下此处产生了较大的热量,并使金属熔化形成熔核,同时在熔化状态下的凸点在电极压力的作用下被压溃到外板上,并最终形成弱力焊点 [2] 。
3. 内板凸点尺寸、位置精度与外板舌头形状的要求
3.1. 内板上凸点尺寸与位置精度
如图2(a)所示,凸点冲压成型后,由于加工硬化的作用在凸点的周边会产生一个加工硬化区域,这个区域的金属强度要比未经过变形的区域大很多,当受到外力的作用时就会把外力直接传递到外板表面,导致外板的表面变形。因此,凸点的尺寸与位置精度如果设置不合理或者加工时达不到所设置的精度要求,会对下工序的滚边以及焊接的质量造成很大的影响。根据多年的生产经验发现,会影响下工序的关键尺寸除了标准所标示的尺寸外还有凸点含加工硬化区域的宽度W以及凸点加工硬化区域边沿中心到内板切边的距离D,见图3(b)。D的取值是一个范围,其计算如公式(1)所示:
 (1)
(1)
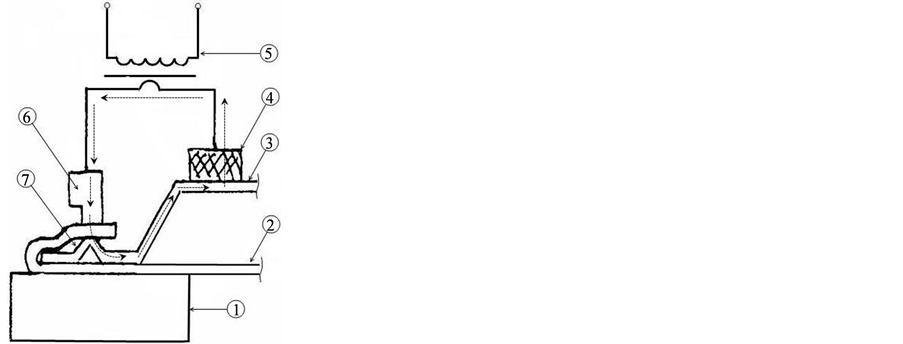 1:支撑2:外板3:内板4:辅助电极5:焊接变压器6:凸点电极7:凸点 1: Support; 2: Outer panel; 3: Inner panel; 4: Assistant electrode; 5: Welding transformer; 6: Emboss electrode; 7: Emboss
1:支撑2:外板3:内板4:辅助电极5:焊接变压器6:凸点电极7:凸点 1: Support; 2: Outer panel; 3: Inner panel; 4: Assistant electrode; 5: Welding transformer; 6: Emboss electrode; 7: Emboss
Figure 1. Sketch map of weak welding principle
图1. 弱力焊原理示意图
 (a)
(a)![]() (b)
(b)
Figure 2. Emboss shape and position on hood week welding. (a) Emboss dimension, (b) emboss position
图2. 机罩弱力焊常用凸点形状及位置。(a) 凸点尺寸,(b) 凸点位置
![]()
![]() (a) (b)
(a) (b)
Figure 3. General tongue shape with hood week welding. (a) Trapezoid tongue, (b) hemicycle tongue
图3. 机罩弱力焊常用舌头形状。(a) 梯形舌头,(b) 半圆形舌头
式中:Ls为包边长度;W为凸台的宽度(按标准约为3.45 mm);C为包边后内外板之间的间隙;D为内板凸台中心到切边的位置;R为外板舌头的(高度)半径;H为翻边高度,![]() ;E为包卷值;e为外板厚度;1为冲压后凸点的单边宽度变形系数。单位均为mm;
;E为包卷值;e为外板厚度;1为冲压后凸点的单边宽度变形系数。单位均为mm;
同时,为了保证这些关键尺寸的加工精度在进行凸点定义时必须加上公差要求,经验公差为![]() mm。
mm。
为了减小焊接电流的分流影响,应保证内外板在凸点里侧有0.5 mm的间隙。同时弱力焊点的位置布置在造型弧度变化较大的区域,能够获得比在平直面上更优质的弱力焊焊点。
3.2. 外板弱力焊处舌头的形状
外板上舌头的形状不能太宽,即图3(a)中的k1、k2值不能太大,否则焊接后易出现焊点变形,见图4(a),应该依据内板上凸台的尺寸来确定舌头的宽度,以正好覆盖或略大于整个舌头的宽度为宜。舌头的高度值h亦不能太大,否则会在滚边过程中因为翻边高度的突然变化而造成k包边R角不均匀与修边线边缘下塌等外观缺陷。
为了获得较好的焊点质量,减小焊点变形,可以采用半圆形舌头进而很好的解决焊点变形缺陷,如图3(b)和图4(b)中所示。
半圆舌头的半径R的计算如公式(2):
![]() (2)
(2)
倒圆角r的取值大可以减小舌头处翻边高度突然变化带来的滚边缺陷,但是当r过大时会使舌头形状变大,滚边时在舌头根部留下长的滚边压痕,影响滚边的外观质量,同时大尺寸的舌头也易产生焊点变形,因此,圆角过渡与舌头的切点以不超过内板凸点中心所在的高度为宜,所以r的取值公式如下:
![]()
为最大限度的减小翻边高度突然变化带来的滚边缺陷,r的选择可直接通过公式(3)选取:
![]() (3)
(3)
总之,由于弱力焊本身的条件限制,外板翻边上必须设置一个舌头,舌头处的翻边高度比其他区域高出,在滚边的过程中此处的受力过程和力的作用点与翻边其他区域是不一样的,这样在采滚边时就会产生不一样的滚边结果,因而这不可避免的产生包边边缘翘起与包边R角偏大等缺陷,这些缺陷不可能消除,只能使其尽量减小。
![]()
![]() (a) (b)
(a) (b)
Figure 4. Spots on general tongue shapes with Hood week welding. (a) Actual trapezoid tongue spot, (b) actual hemicycle tongue spot
图4. 机罩弱力焊常用舌头形状对应焊点。(a) 实际梯形舌头焊点,(b) 实际半圆形舌头焊点
4. 机器人滚边对发动机罩弱力焊变形的影响
弱力焊变形产生的一个重要环节就是滚边之后产生的变形,其中滚边轨迹、滚边步数、滚轮的压力以及滚边速度的影响是滚边后产生变形的重要影响因素 [3] 。
1) 滚边轨迹的影响
机器人在滚边过程中由于机器人本身的精度误差以及内外板在滚边胎模上的定位误差 [4] ,会导致在实际滚边过程中,滚轮的实际轨迹与原来设定的轨迹有一定的误差,常见的实际滚边情况及其对外观变形的影响,见表1。
由表1可以看出,在实际滚边过程中,由于滚边过程本身受机器人精度、内外板定位精度以及零件的状态等因素的限制,其滚压过程中在经过所有凸点时不可能与我们所要求的理论轨迹完全一致,致使轨迹一、轨迹二和轨迹三有可能都会出现在滚边过程中(可通过观察翻边和耳朵处滚边压痕来判断),这就增加了滚边之后凸点处外观变形的不确定性。
在实际生产过程中,由于理论轨迹对滚边机器人的节拍损失较大,所以一般不使用。实际滚边轨迹一,通过调整机器人的轨迹,既能很好地保证机器人节拍,又能保证滚边后的翻边与外观质量,所以,生产过程中经常使用。
2) 滚轮压力的影响
常见的滚边过程一般分为三步,第一步翻边角度从90˚到60˚,第二步翻边角度从60˚到30˚,第三步翻边角度从3˚到0˚。第一步滚边时,由于零件型面、翻边高度的变化,使翻边的受力并不是均匀的,致使翻边的形变也不是均匀变化的,表现为翻边波浪变形;第二步是对第一步滚边状态的延续,也会使翻边产生波浪变形;第三步,是获得优质滚边质量的关键,因此,如果滚轮的压力不足就不能够把前两步产生的波浪边形完全压平,致使滚边完成后包边出现波浪边形,同样会反馈在外板外观质量上 [5] 。
外板弱力焊舌头处的翻边高度要比其他翻边区域高出,经过两步预包边后,会产生较大的波浪边形,表现为舌头根部凸出,中间凹下,如图5所示。如果最后一步滚轮的压力不足就不能够把前两步产生的波浪边形压平,就必然会导致滚边完成后弱力焊部位包边出现波浪边形,并反馈在外板外观质量上,另外,由于滚边轨迹只滚过舌头的根部以下,即使再大的滚边压力也无法消除舌头根部及以上区域由于波浪变形产生的加工硬化。因此,增大第三步滚边压力只可能使变形尽量减小,却不可能完全消除。
3) 滚边步数的影响
三步滚边方式能够很好的满足普通的零件滚边,但弱力焊区域由于舌头处的翻边高度突然变化往往会产生较大波浪边形和钣金加工硬化,这种情况下增加一次滚边步骤往往会得到更加平滑光顺的包边状态,所以对有弱力焊部位,在条件允许的情况下可以采用四步滚边方式或在三步滚边的基础上增加局部五步滚边的方式[6] ,如图6(a)、图6(b)所示。

Table 1. Influence of surface distortion with roller hemming
表1. 滚边轨迹对外观变形的影响

Figure 5. Tongue shape after the second hemming step
图5. 两步滚边后舌头形状

 (a) (b)
(a) (b)
Figure 6. Different hemming steps. (a) 4 hemming steps (hemming thickness well-distributed and smooth), (b) 5 hemming steps on local area (hemming thickness not well-distributed and thinner than 3 hemming steps)
图6. 不同滚边步数。(a) 整体四步滚边(包边厚度均匀,平滑),(b) 局部五步滚边(包边厚度不均匀,五步滚边处厚度比其他三步滚边区域小)
5. 小结
如前所述,弱力焊质量的好坏,对内板上凸点的尺寸与位置以及外板舌头的形状都有特殊的要求,除此之外,滚边过程中产生的变形,又由于弱力焊本身对零件的特殊要求不可避免,因此弱力焊变形只能通过优化工艺措施使其尽量减小,但不可能完全消除。
文章引用
朱富强,杨兴荣,徐向军, (2015) 机器人滚边弱力焊变形的研究
Study on Distortion of Weak Welding with Robot Hemming. 机械工程与技术,02,180-186. doi: 10.12677/MET.2015.42019
参考文献 (References)