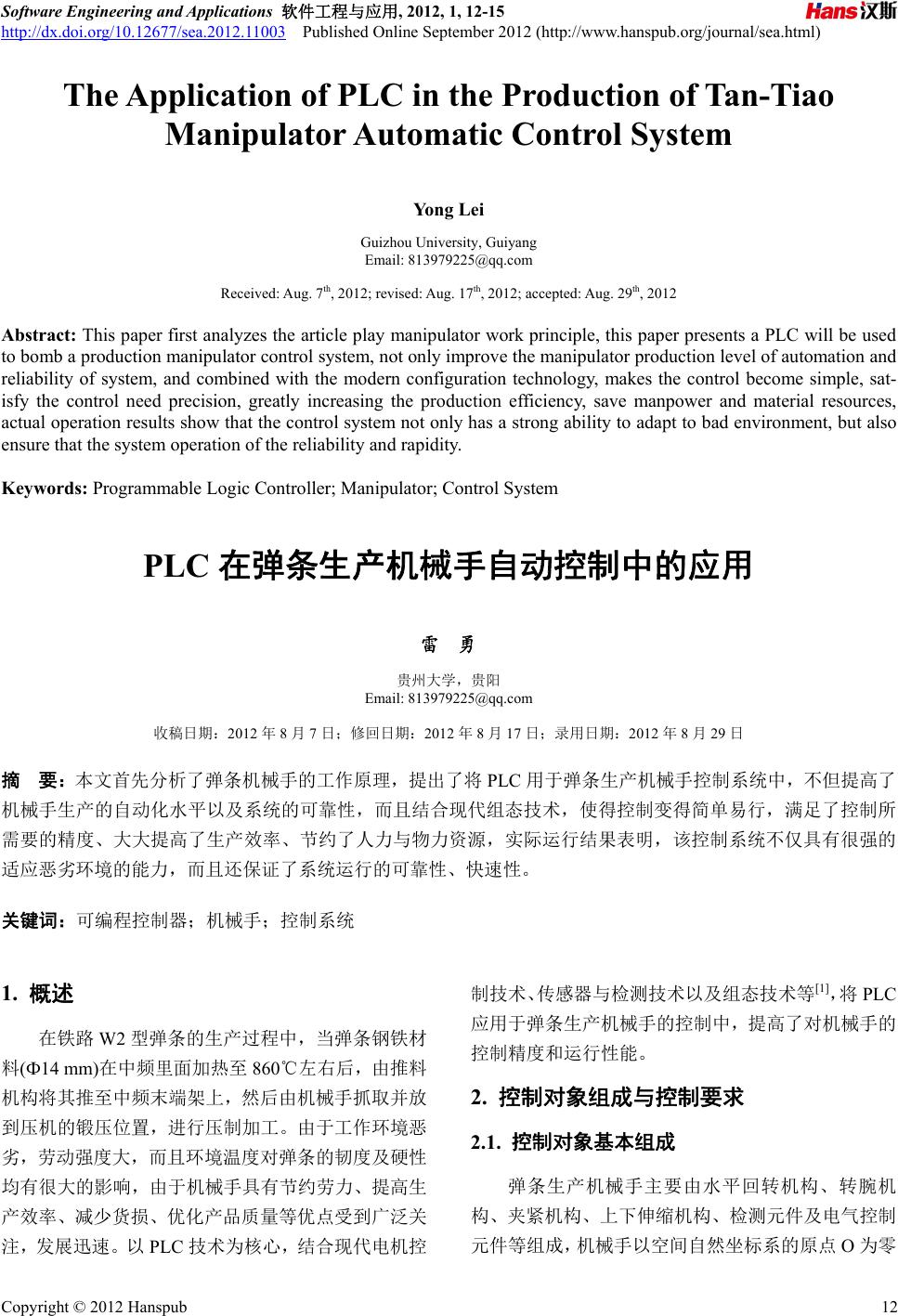
 Software Engineering and Applications 软件工程与应用, 2012, 1, 12-15 http://dx.doi.org/10.12677/sea.2012.11003 Published Online September 2012 (http://www.hanspub.org/journal/sea.html) The Application of PLC in the Production of Tan-Tiao Manipulator Automatic Control System Yong Lei Guizhou University, Guiyang Email: 813979225@qq.com Received: Aug. 7th, 2012; revised: Aug. 17th, 2012; accepted: Aug. 29th, 2012 Abstract: This paper first analyzes the article play manipulator work principle, this paper presents a PLC will be used to bomb a production manipulator control system, not only improve the manipulator production level of automation and reliability of system, and combined with the modern configuration technology, makes the control become simple, sat- isfy the control need precision, greatly increasing the production efficiency, save manpower and material resources, actual operation results show that the control system not only has a strong ability to adapt to bad environment, but also ensure that the system operation of the reliability and rapidity. Keywords: Programmable Logic Controller; Manipulator; Control System PLC 在弹条生产机械手自动控制中的应用 雷 勇 贵州大学,贵阳 Email: 813979225@qq.com 收稿日期:2012 年8月7日;修回日期:2012年8月17 日;录用日期:2012 年8月29日 摘 要:本文首先分析了弹条机械手的工作原理,提出了将 PLC 用于弹条生产机械手控制系统中,不但提高了 机械手生产的自动化水平以及系统的可靠性,而且结合现代组态技术,使得控制变得简单易行,满足了控制所 需要的精度、大大提高了生产效率、节约了人力与物力资源,实际运行结果表明,该控制系统不仅具有很强的 适应恶劣环境的能力,而且还保证了系统运行的可靠性、快速性。 关键词:可编程控制器;机械手;控制系统 1. 概述 在铁路 W2 型弹条的生产过程中,当弹条钢铁材 料(Ф14 mm)在中频里面加热至 860℃左右后,由推料 机构将其推至中频末端架上,然后由机械手抓取并放 到压机的锻压位置,进行压制加工。由于工作环境恶 劣,劳动强度大,而且环境温度对弹条的韧度及硬性 均有很大的影响,由于机械手具有节约劳力、提高生 产效率、减少货损、优化产品质量等优点受到广泛关 注,发展迅速。以 PLC技术为核心,结合现代电机控 制技术、传感器与检测技术以及组态技术等[1],将 PLC 应用于弹条生产机械手的控制中,提高了对机械手的 控制精度和运行性能。 2. 控制对象组成与控制要求 2.1. 控制对象基本组成 弹条生产机械手主要由水平回转机构、转腕机 构、夹紧机构、上下伸缩机构、检测元件及电气控制 元件等组成,机械手以空间自然坐标系的原点 O为零 Copyright © 2012 Hanspub 12 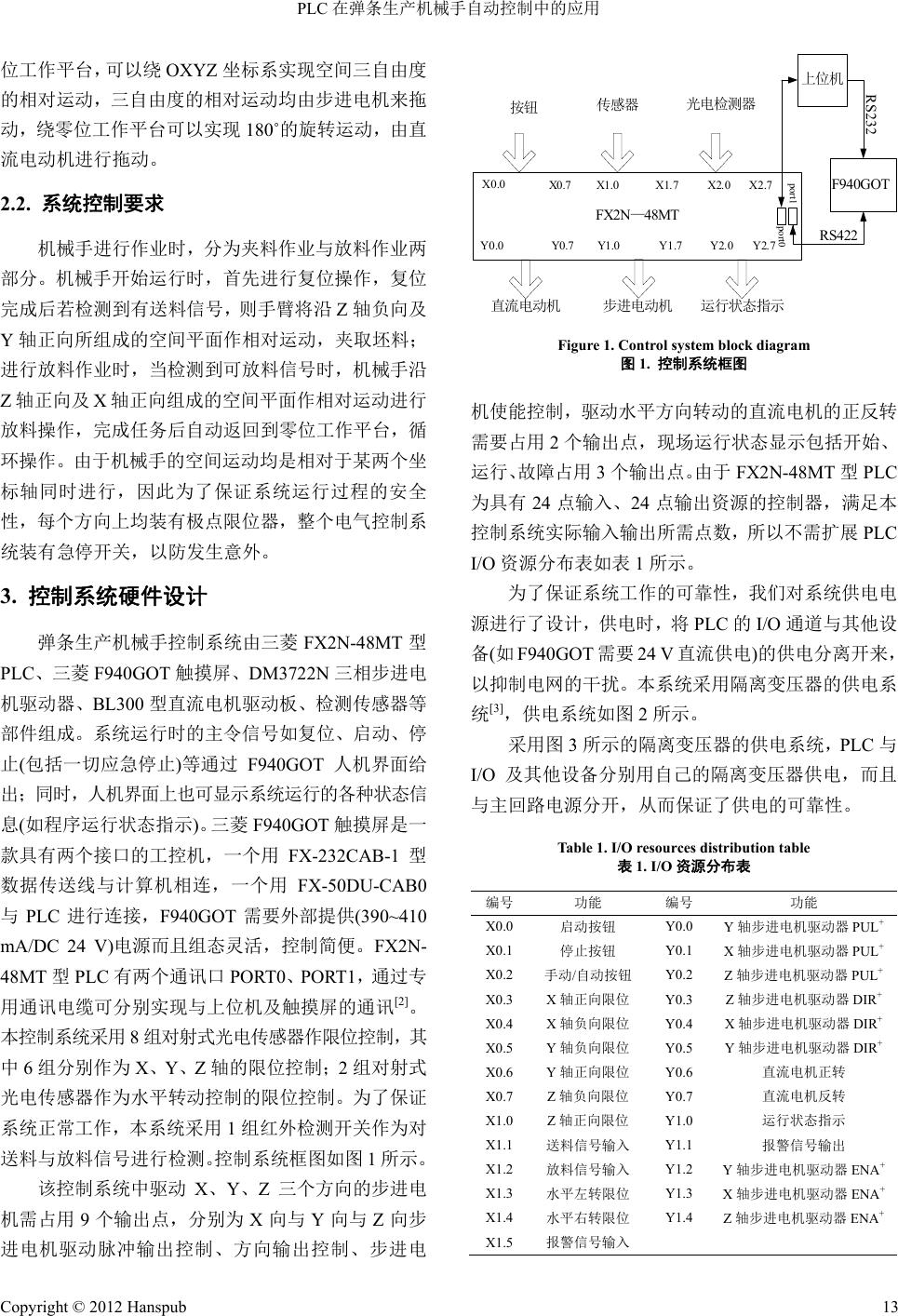 PLC 在弹条生产机械手自动控制中的应用 位工作平台,可以绕 OXYZ 坐标系实现空间三自由度 的相对运动,三自由度的相对运动均由步进电机来拖 动,绕零位工作平台可以实现 180˚的旋转运动,由直 流电动机进行拖动。 2.2. 系统控制要求 机械手进行作业时,分为夹料作业与放料作业两 部分。机械手开始运行时,首先进行复位操作,复位 完成后若检测到有送料信号,则手臂将沿 Z轴负向及 Y轴正向所组成的空间平面作相对运动,夹取坯料; 进行放料作业时,当检测到可放料信号时,机械手沿 Z轴正向及 X轴正向组成的空间平面作相对运动进行 放料操作,完成任务后自动返回到零位工作平台,循 环操作。由于机械手的空间运动均是相对于某两个坐 标轴同时进行,因此为了保证系统运行过程的安全 性,每个方向上均装有极点限位器,整个电气控制系 统装有急停开关,以防发生意外。 3. 控制系统硬件设计 弹条生产机械手控制系统由三菱 FX2N-48MT 型 PLC、三菱 F940GOT 触摸屏、DM3722N 三相步进电 机驱动器、BL300 型直流电机驱动板、检测传感器等 部件组成。系统运行时的主令信号如复位、启动、停 止(包括一切应急停止)等通过 F940GOT 人机界面给 出;同时,人机界面上也可显示系统运行的各种状态信 息(如程序运行状态指示)。三菱 F940GOT 触摸屏是一 款具有两个接口的工控机,一个用 FX-232CAB-1 型 数据传送线与计算机相连,一个用FX-50DU-CAB0 与PLC 进行连接,F940GOT 需要外部提供(390~410 mA/DC 24 V)电源而且组态灵活,控制简便。FX2N- 48MT 型PLC有两个通讯口 PORT0、PORT1,通过专 用通讯电缆可分别实现与上位机及触摸屏的通讯[2]。 本控制系统采用 8组对射式光电传感器作限位控制,其 中6组分别作为X、Y、Z轴的限位控制;2组对射式 光电传感器作为水平转动控制的限位控制。为了保证 系统正常工作,本系统采用 1组红外检测开关作为对 送料与放料信号进行检测。控制系统框图如图 1所示。 该控制系统中驱动X、Y、Z三个方向的步进电 机需占用 9个输出点,分别为 X向与 Y向与 Z向步 进电机驱动脉冲输出控制、方向输出控制、步进电 FX2N—48MT RS422 上位机 F940GOT 按钮 光电检测器 传感器 步进电动机 运行状态指示 X0.0 X0.7X1.0X1.7X2.0 X2.7 Y0.0Y0.7Y1.0Y1.7Y2.0 Y2.7 port1 port0 直流电动机 RS232 Figure 1. Control system block diagram 图1. 控制系统框图 机使能控制,驱动水平方向转动的直流电机的正反转 需要占用 2个输出点,现场运行状态显示包括开始、 运行、故障占用 3个输出点。由于 FX2N-48MT 型PLC 为具有 24 点输入、24 点输出资源的控制器,满足本 控制系统实际输入输出所需点数,所以不需扩展 PLC I/O 资源分布表如表 1所示。 为了保证系统工作的可靠性,我们对系统供电电 源进行了设计,供电时,将PLC 的I/O 通道与其他设 备(如F940GOT 需要 24 V直流供电)的供电分离开来, 以抑制电网的干扰。本系统采用隔离变压器的供电系 统[3],供电系统如图 2所示。 采用图 3所示的隔离变压器的供电系统,PLC 与 I/O 及其他设备分别用自己的隔离变压器供电,而且 与主回路电源分开,从而保证了供电的可靠性。 Table 1. I/O resources distribution table 表1. I/O资源分布表 编号 功能 编号 功能 X0.0 启动按钮 Y0.0 Y轴步进电机驱动器PUL+ X0.1 停止按钮 Y0.1 X轴步进电机驱动器PUL+ X0.2 手动/自动按钮 Y0.2 Z轴步进电机驱动器PUL+ X0.3 X轴正向限位 Y0.3 Z轴步进电机驱动器DIR+ X0.4 X轴负向限位 Y0.4 X轴步进电机驱动器DIR+ X0.5 Y轴负向限位 Y0.5 Y轴步进电机驱动器DIR+ X0.6 Y轴正向限位 Y0.6 直流电机正转 X0.7 Z轴负向限位 Y0.7 直流电机反转 X1.0 Z轴正向限位 Y1.0 运行状态指示 X1.1 送料信号输入 Y1.1 报警信号输出 X1.2 放料信号输入 Y1.2 Y轴步进电机驱动器ENA+ X1.3 水平左转限位 Y1.3 X轴步进电机驱动器ENA+ X1.4 水平右转限位 Y1.4 Z轴步进电机驱动器 ENA+ X1.5 报警信号输入 Copyright © 2012 Hanspub 13  PLC 在弹条生产机械手自动控制中的应用 ~220V 主电源 隔离变压器 双绞线 P L C I/O电源 触摸屏 电源 Figure 2. System power supply diagram 图2. 系统供电图 4. 控制系统软件设计 弹条生产机械手控制系统软件设计系统上电运 行时,首先进行系统初始化,然后等待人机界面的操 作,进而判断有无送料信号,在根据控制要求实行夹 料与放料操作,由于梯形图编程具有简单、直观等优 点。因此该控制系统采用梯形图进行编程,程序流程 图如图 3所示。 5. 人机控制界面设计 上位机与主控PLC之间采用以太网通信,在 PLC 上通过 GX Developer 可以实现对以太网模块的配置, 其通信协议采用无顺序的固定缓冲区方式[4,5]。过触摸 屏设备操作控制系统,必须给触摸屏设备组态用户界 面,系统组态通过PLC 以“变量”方式进行操作单元 与执行设备或过程之间的通信[1]。PLC开始运行时触 摸屏显示如图 4所示。 6. 现场测试实验 现场测试主要是对PLC 控制系统与继电器控制 系统进行比较,从而达到对 PLC控制系统的各个性能 指标的验证。 1) 控制速度测试 测试 PLC 控制系统与继电器控制系统运行时,生 产出一个弹条时所需时间,见表 2。 2) 控制精度测试 PLC控制系统与继电器控制系统运行时,对所生 产的弹条进行抽样测试,测试其实际尺寸与理论要求 尺寸之间的差值(误差),测试结果见表 3。 开始 有放料 信号? 初始化 人机界面 选择开始 有送料信 号? 夹料、延时1S 停机、报警 放料、延时 1S 延时3S 本次循 环结束 YN N Y Figure 3. Program flow diagram 图3. 程序流程图 Figure 4. Touch screen mapping 图4. 触摸屏显示图 Table 2. Control the speed test 表2. 控制速度测试 测量次数 1 2 3 4 PLC 控制系统 98.00 97.99 98.01 98.00 耗时(S) 继电器控制系统99.55 100.00 101.00100.07 Table 3. Control accuracy test 表3. 控制精度测试 测试弹条个数 10 20 30 40 PLC 控制系统 0.01 0.01 0.01 0.01 误差(mm) 继电器控制系统 0.15 0.15 0.15 0.15 Copyright © 2012 Hanspub 14 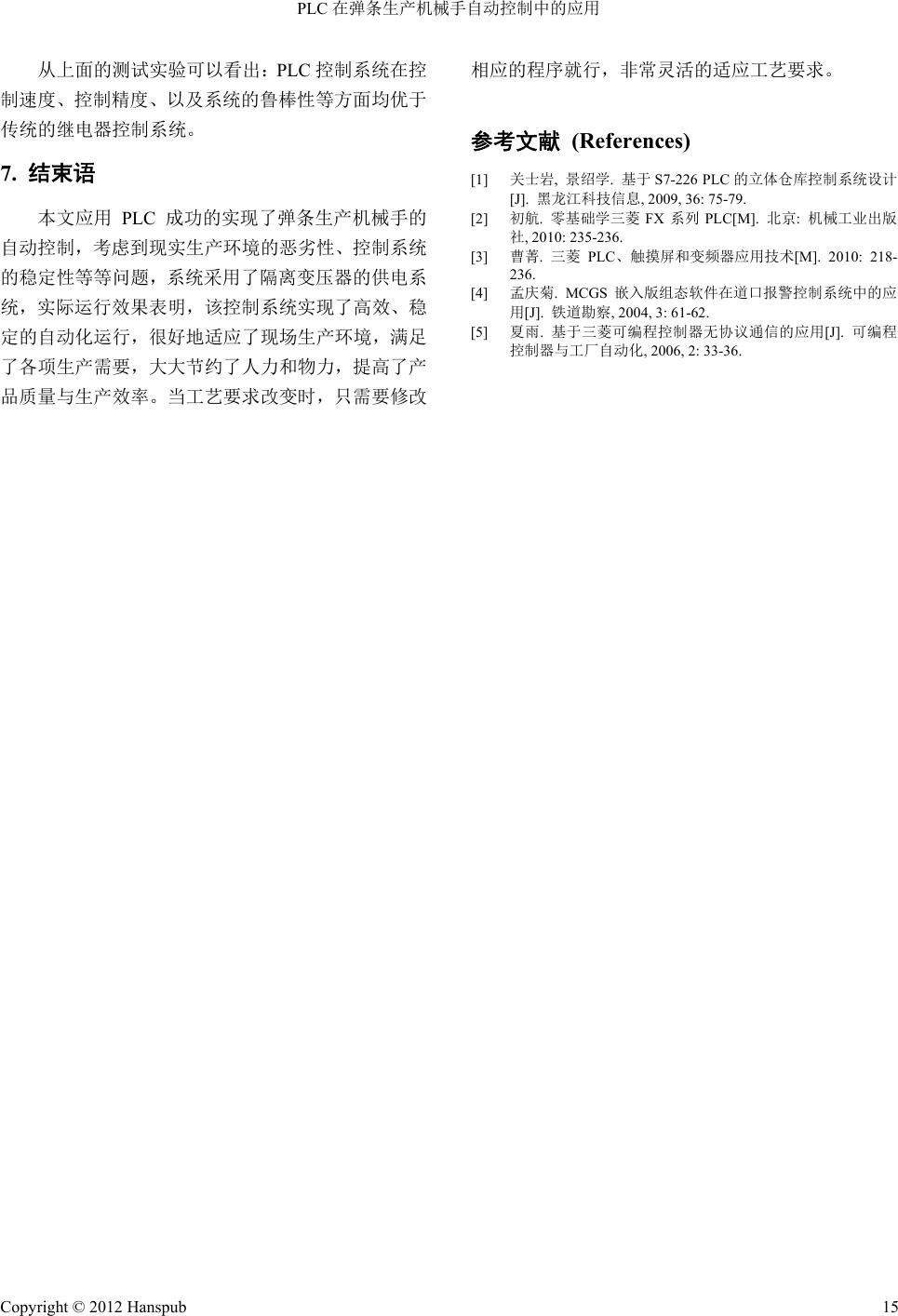 PLC 在弹条生产机械手自动控制中的应用 Copyright © 2012 Hanspub 15 从上面的测试实验可以看出:PLC 控制系统在控 制速度、控制精度、以及系统的鲁棒性等方面均优于 传统的继电器控制系统。 7. 结束语 本文应用 PLC成功的实现了弹条生产机械手的 自动控制,考虑到现实生产环境的恶劣性、控制系统 的稳定性等等问题,系统采用了隔离变压器的供电系 统,实际运行效果表明,该控制系统实现了高效、稳 定的自动化运行,很好地适应了现场生产环境,满足 了各项生产需要,大大节约了人力和物力,提高了产 品质量与生产效率。当工艺要求改变时,只需要修改 相应的程序就行,非常灵活的适应工艺要求。 参考文献 (References) [1] 关士岩, 景绍学. 基于S7-226 PLC的立体仓库控制系统设计 [J]. 黑龙江科技信息, 2009, 36: 75-79. [2] 初航. 零基础学三菱 FX 系列 PLC[M]. 北京: 机械工业出版 社, 2010: 235-236. [3] 曹菁. 三菱 PLC、触摸屏和变频器应用技术[M]. 2010: 218- 236. [4] 孟庆菊. MCGS嵌入版组态软件在道口报警控制系统中的应 用[J]. 铁道勘察, 2004, 3: 61-62. [5] 夏雨. 基于三菱可编程控制器无协议通信的应用[J]. 可编程 控制器与工厂自动化, 2006, 2: 33-36. |