Statistics and Application
Vol.05 No.02(2016), Article ID:17864,40
pages
10.12677/SA.2016.52011
Research on Assessment for Moisture Content in Output Control during Cut Tobacco Drying Process
Yitao Yang1, Yuanzhen Zhou1*, Jie Li1, Cunbo Yuan1, Peng Yuan2
1Honghe Cigarette Factory, Hong Yun Hong He Group, Honghe Yunnan
2School of Statistics and Mathematics, Yunnan University of Finance and Economics, Kunming Yunnan

Received: Jun. 1st, 2016; accepted: Jun. 19th, 2016; published: Jun. 24th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
According to analysis the distribution map of online data acquisition for the drying procedure, it could be divided into 3 stages for researching. For the initial and end stages, the methods of curve-fitting and figure acreage building could be used while process capability index will be used in the mid-stage. Finally, each stage will be given a weight and get a total score which could be used to state a comprehensive evaluation for the moisture controlling status of drying procedure at discharge side. Through the model validation, the results of this efficiency coefficient method are high relative to the stability, accuracy and the amount of over dried tobacco of the tobacco discharging process. The score of efficiency coefficient for the controlling results of drying procedure could be used to replace the amount of over-dried tobacco and the wave of process curve. Indeed, for practical applications, less data evaluation and human resource for detection will be involved by using this method. It will create advantage qualification for realizing automatic valuation.
Keywords:Moisture Content in Output Tobacco, Manufacturing Execution System, Subsection Process, Curve Fitting, Figure Acreage Construction, Process Capability Index, Weight Allocation, Efficiency Coefficient Method

烘丝工序物料含水率过程控制评价方法研究
羊一涛1,周元桢1*,李杰1,袁存波1,袁鹏2
1红云红河烟草(集团)有限责任公司红河卷烟厂,云南 红河
2云南财经大学统计与数学学院,云南 昆明

收稿日期:2016年6月1日;录用日期:2016年6月19日;发布日期:2016年6月24日

摘 要
通过对烘丝工序出料含水率在线数据采集分布图进行分析,将整个烘丝过程分成起始、中间和结束三段分别进行研究,对起始和结束段采用曲线拟合和图形面积构筑的方法进行评价,对中间段采用过程能力指数值进行评价,最后对各段赋予权重,采用功效系数法形成总得分,从而对烘丝工序出口水分控制情况进行综合评价。通过模型验证,该功效系数得分模型结果和出料过程水分稳定性、准确性、干头干尾量高度关联,可以使用功效系数得分评价烘丝过程控制效果,代替干头干尾量和过程曲线波动大小的评价。实际应用可以起到减少评价数据量,减少检测过程人力投入,为实现自动评价创造条件。
关键词 :烘丝含水率,在线数据采集系统,分段处理,曲线拟合,图形面积构筑,过程能力指数,权重分配, 功效系数法

1. 引言
烘丝(烟丝干燥)是指利用高温降低烟丝含水率,改善和提高烟丝的感官质量,以满足后工序的加工要求 [1] 。作为制丝生产线的核心工序,其直接影响着成品烟丝的品质。而作为主要加工指标的含水率 [2] (以下简称水分)更是这个工序之所以存在的根本。就目前评价某一批物料烘丝工序水分加工情况好坏的方法来说,主要通过评价:干头烟丝量、干尾烟丝量和正常烟丝水分的波动稳定性三个指标来进行判断。若是干头干尾量较少,过程水分波动趋于平稳,那就说明该批次物料加工效果较好。但就这种评价方式来看,要知道干头和干尾烟丝的量必须要人工的介入进行称重测量,这种方式无疑存在操作繁琐、工作量大以及受人的主观臆断性影响等弊端。所以为了能更加客观、科学地评价烘丝过程水分控制的好坏,规避以上问题,充分利用现在MES的在线数据采集系统,以烘丝水分采集值的分布图为分析对象,通过对采集系统录入相应算法,使之能自动、准确和快速地对整个批次控制效果做出评价。
2. 材料与方法
2.1. 材料与设备
KLK 4薄板烘丝机(德国Hauni公司);SH 627薄板烘丝机(昆明船舶设备集团有限公司);红河卷烟厂制造执行系统(长沙艾特公司);红河卷烟厂2015年3月制丝生产线主要牌号(HCACS, HCBCS, RH, JD)烘丝工序出口含水率批次在线采集数据、采集频率为6s/次。具体批次数及数据图形如表1和图1~4所示。

Table 1. Summary table of batch data
表1. 批次数据汇总表
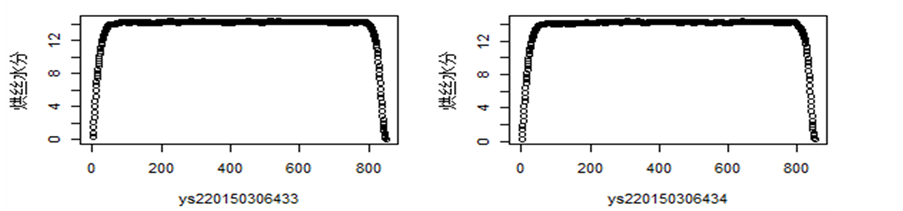
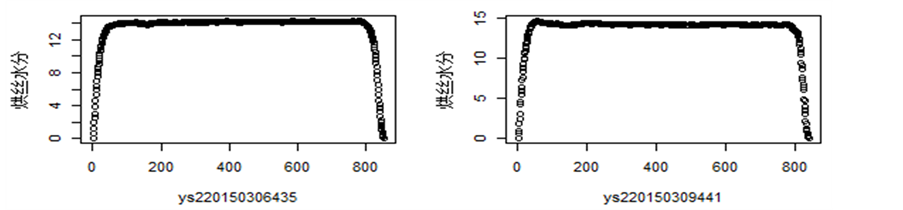
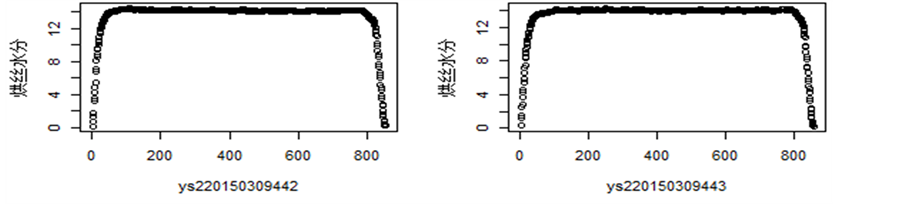
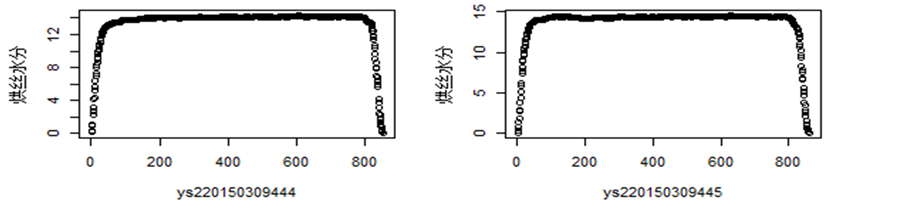
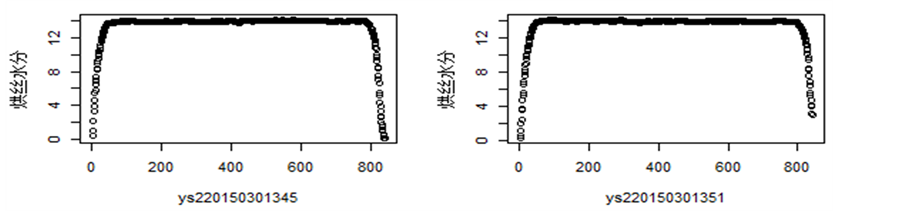

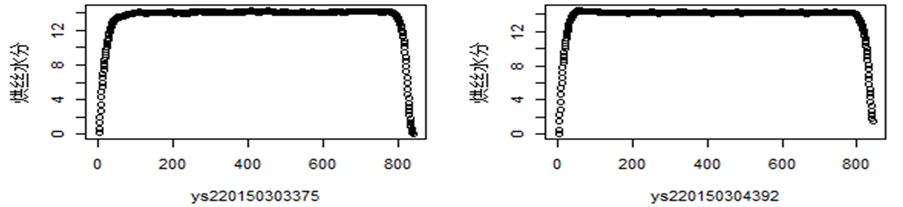
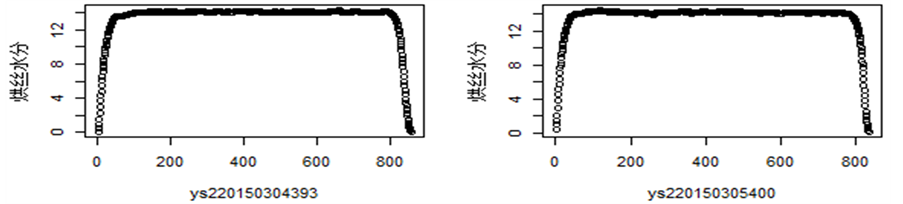
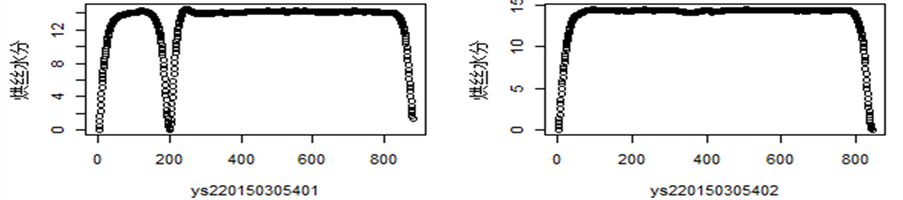
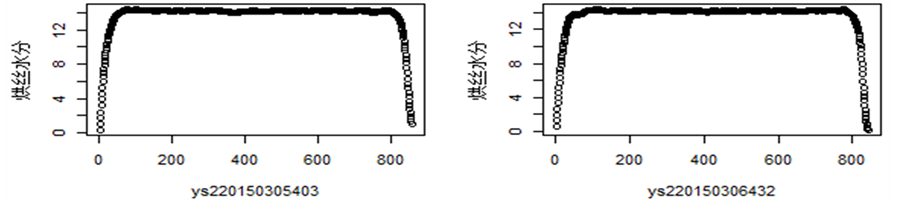
Figure 1. Distribution curve of cut cigarette moisture content of each batch for grade HCACS
图1. 牌号HCACS各批次烘丝水分值采集分布图
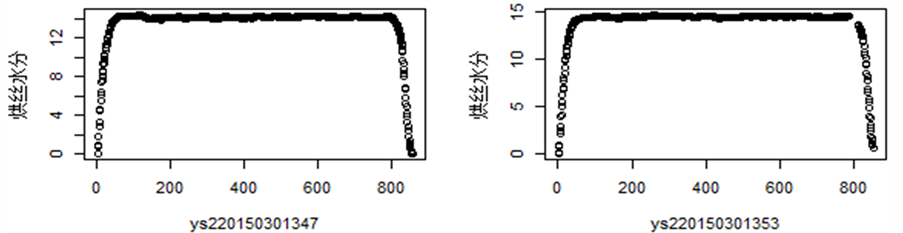
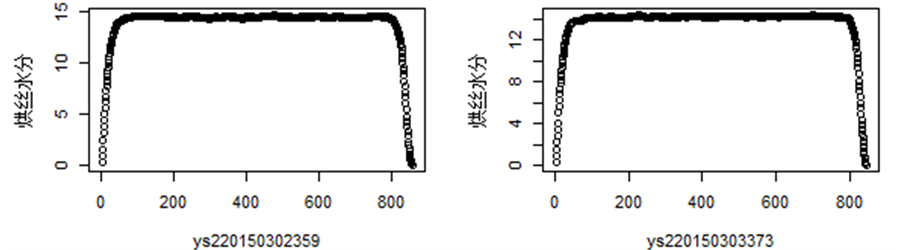
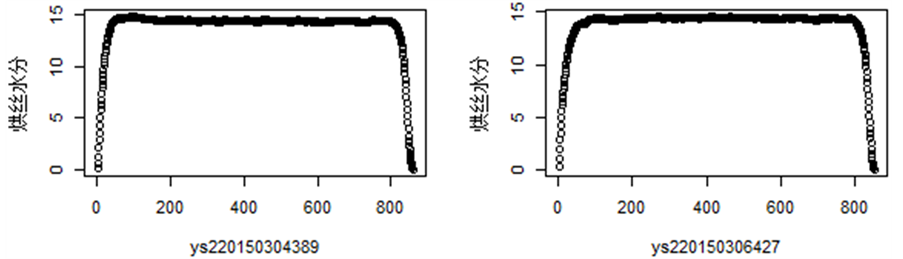
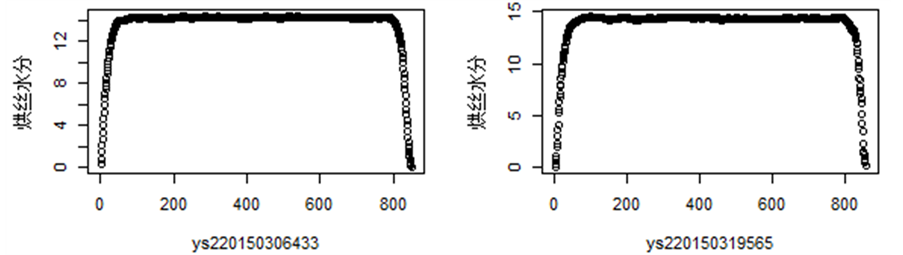
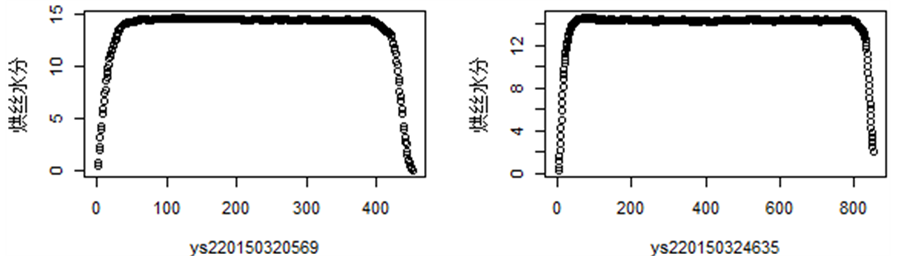
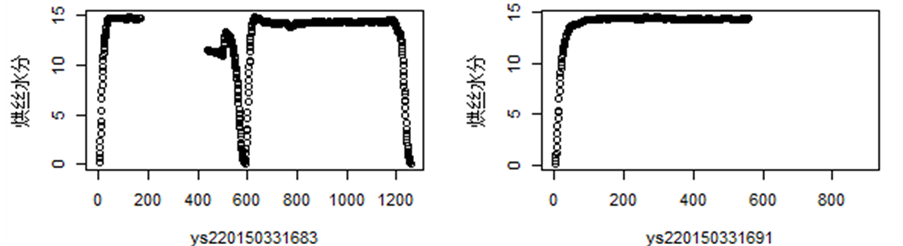
Figure 2. Distribution curve of cut cigarette moisture content of each batch for grade HCBCS
图2. 牌号HCBCS各批次烘丝水分值采集分布图

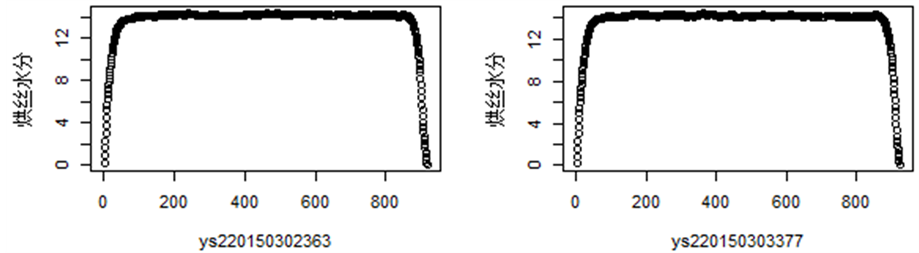
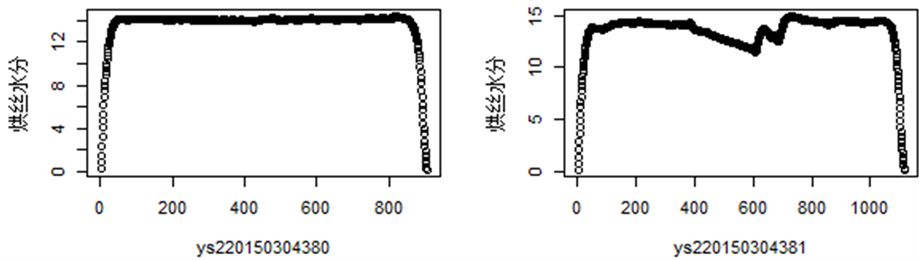

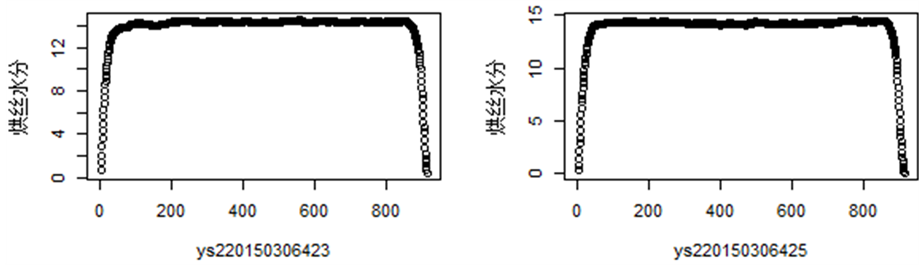
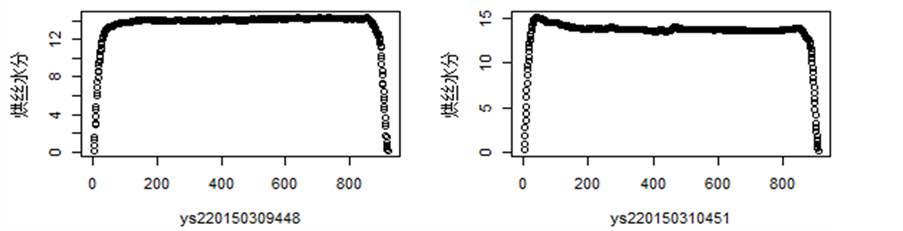
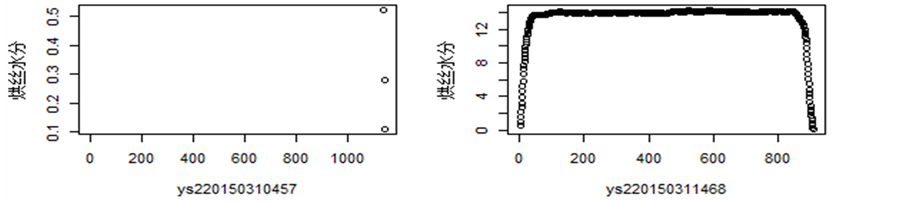

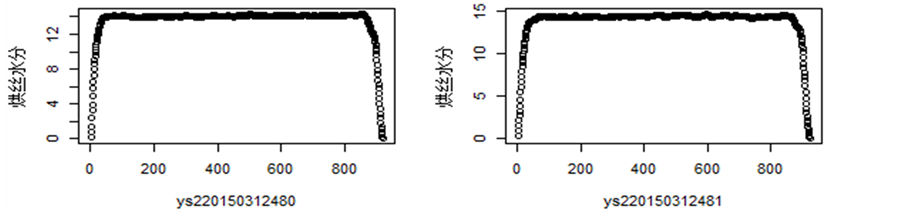
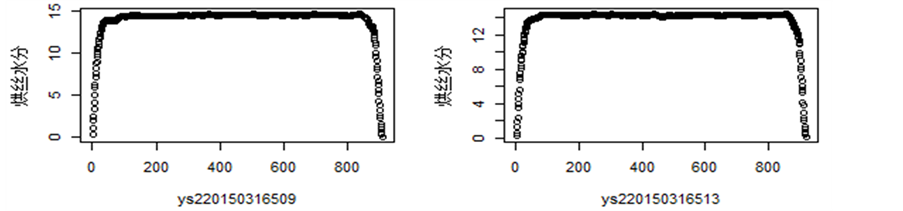
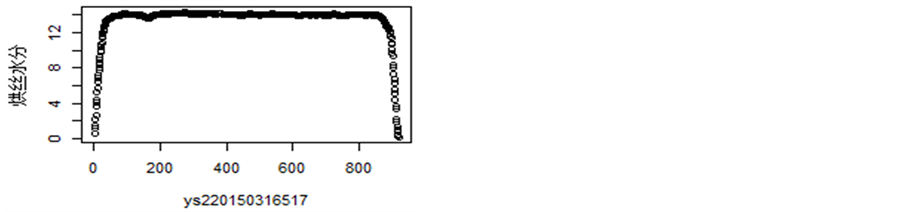
Figure 3. Distribution curve of cut cigarette moisture content of each batch for grade RH
图3. 牌号RH各批次烘丝水分值采集分布图
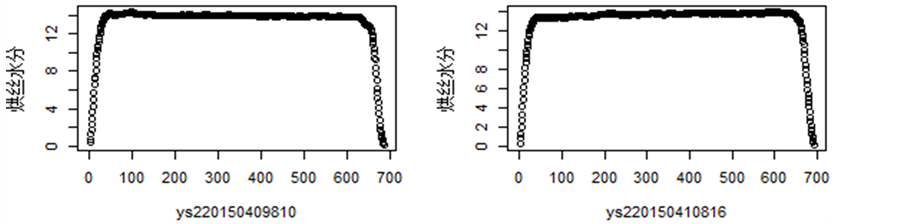
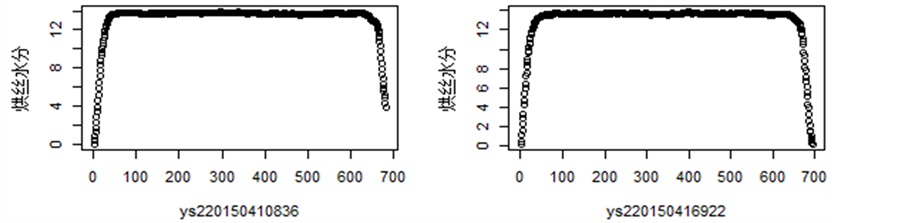
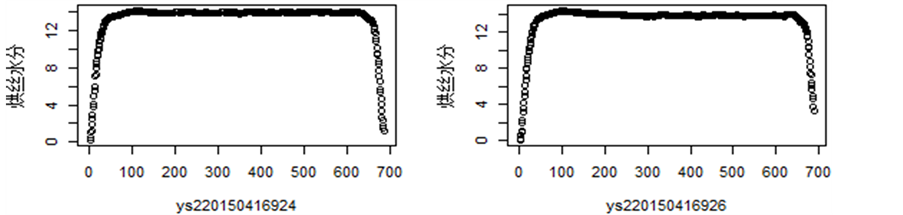
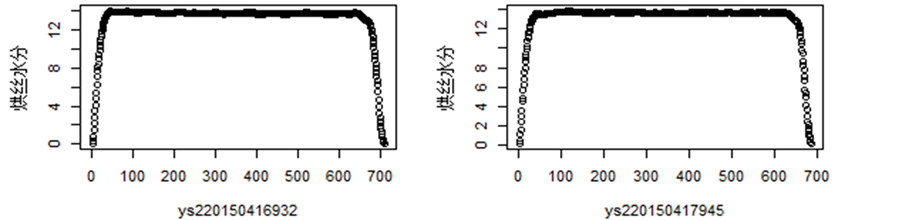


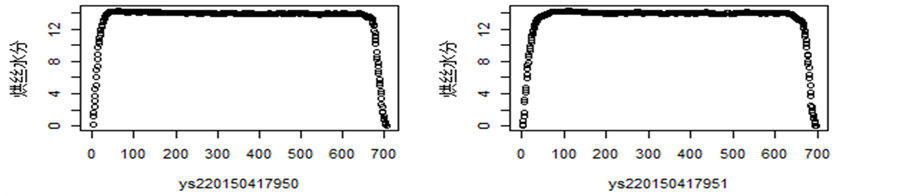
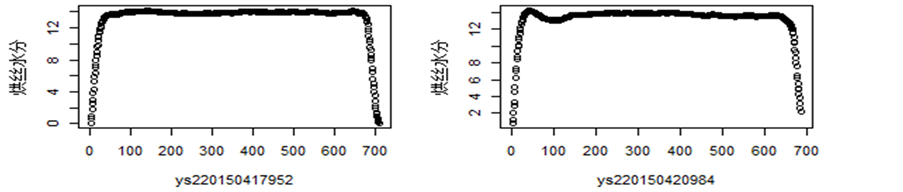
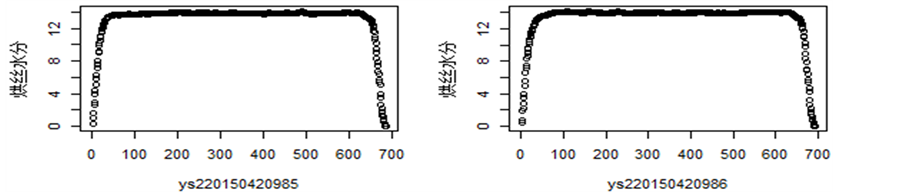
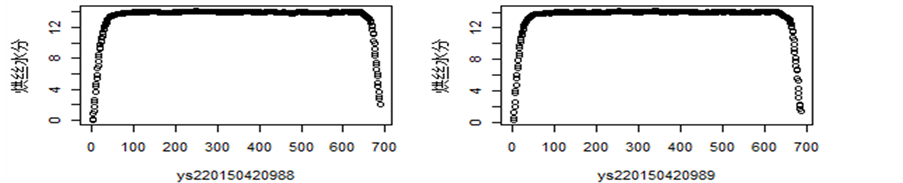
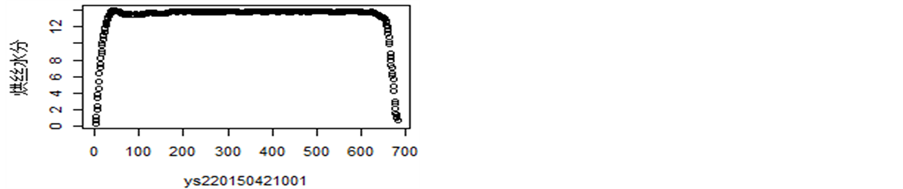
Figure 4. Distribution curve of cut cigarette moisture content of each batch for grade JD
图4. 牌号JD各批次烘丝水分值采集分布图
2.2. 方法
2.2.1. 样本分析
从图1~4可以看出,过程采集值分布图形状近似一个倒“U”形,通过统计分析,对于一批烟丝的烘丝水分采集值分布图,它的“U”形折点大概会出现在前后第50个数据采集点上,因此把这个点作为后续分段分析的临界点来使用。若某一批烟丝烘丝水分的采集值折点出现在小于正序和负序的第50个点时则说明这批烟丝水分控制较好,因为其水分进入标准范围迅速或降出标准范围缓慢,反之亦然。
2.2.2. 图形分段
根据整个烘丝水分采集点分布趋势结合现有该指标的评价方法(即对干头干尾以及中间过程稳定性
的评价),将分布图左边第一个采集点到正序临界点这一整个部分划分来作为起始段(对应干头),将分布图最后一个采集点到逆序临界点这一整个部分划分来作为结束段(对应干尾),剩余的部分作为中间段(对应稳定状态部分)。然后再分别针对这些分段独立进行分析,尝试分析图形与图形对应部分是否有联系。
2.2.3. 起始段水分量化方法
观察采集数据图形,发现仅从图形上来看形状大同小异,并不能进行好坏的区分。考虑到当起始段中第一个到达标准下限的点的序号越靠前也能说明起始段控制的越好,或许可以用点的序号来进行判定。但实际上很多时候都存在序号相同而难以判定的情况,因此需要寻找其他更精确的方法来进行判别。
根据红河卷烟厂相关技术标准规定烘丝出口含水率达标范围为(12.5, 14.5)%,中心值为13.5%。根据该标准,在分布图中添加两条基准线辅助分析(以牌号HCACS其中某一批起始段为例),如图5所示。
考虑到两点之间距离最短,连接(0, 0)和(50, 12.5)两个点得到第一条基准线y = 0.25x,该线表示理想情况下水分值从0%到达标范围所用时间最短的情况 [3] 。而水分值范围的下限为12.5%,所以以y = 12.5作为另外一条基准线,该线表示出只要分布点处于该线上方则已进入达标范围的下限。然后将各个分布点简单连接形成一条近似曲线的“曲线”。从图5观察来看,若是水分值上升越快,则两条基准线与采集点连成的曲线所围成的区域面积就越大,反之则越小。所以,在此可以通过该面积S (若面积处于y = 0.25x以下则面积为负)来间接反映起始段水分控制的好坏。
因此要求此面积S,首先,要拟合出采集点连成曲线的方程,从而利用求定积分的方法求出面积S,根据相关数学原理 [4] 得S = ,其中
,其中 为拟合出的数采点曲线方程。
为拟合出的数采点曲线方程。
采用matlab软件中曲线拟合 [5] 工具,调整参数,找到最适宜于数据的曲线方程(以图5图形为例),如图6所示。
该拟合效果,R2达到了0.9991,RMSE (均方根误差)为0.1167比较小,说明拟合程度较好 [6] ,将该拟合曲线方程式带入积分公式中即可求得相应面积S。
2.2.4. 中间段水分量化方法
如图7~8选取的两个牌号中间段采集点分布图来看,图形总体形态上不存在相似性,而且波动大,所以在这里就不能延用起始段的分析方法,需要寻找另一种合适的方法来对该段进行评价分析。
参考目前所用烘丝工序平稳段水分控制评价方法,即第一水分控制是否落在标准范围内,第二水分控制是否偏上限或下限(是否靠近中心值),第三水分控制整个过程波动大小 [7] 。根据这些特征,可以考虑用过程能力指数(下面简称CPK) [8] 来进行衡量。现将样本所有CPK值计算如图12~15所示,用CPK来直接量化中间段水分控制效果,偏离越大、起伏越大的批次CPK越小,反之亦然。
2.2.5. 结束段水分量化方法
由于整个烘丝水分分布图形状为一个倒“U”形,而结束段也就是U形与起始段对称的另外一边,因此可以延用起始段的分析方法来进行分析,但是由于与起始段是呈对称关系,所以需对其中的细节进行一些调整。
具体调整方法现以HCACS的某批次后50个烘丝水分值数据为例,如图9所示。
两条基准线其中一条还是y = 12.5,用来划分出水分达标的下限。另外一条为连接(0, 12.5)和(0, 50)所成的y = 12.5 − 0.25x,这一条基准线与起始段的基准线刚好对称。若是水分下降迅速,则围成面积就小,反之亦然。同样定义围成面积部分在y = 12.5 − 0.25x以下则为负值。然后用求定积分的方法计算相应面积S。
2.2.6. 整体综合量化方法
孤立物料加工过程的三个部分分别进行定量评价,在这里同时也产生了三个评价值分别对应目前评

Figure 5. The first 50 cut cigarette moisture content and their base line of a batch for grade HCACS
图5. HCACS某批前50个烘丝水分值及基准线
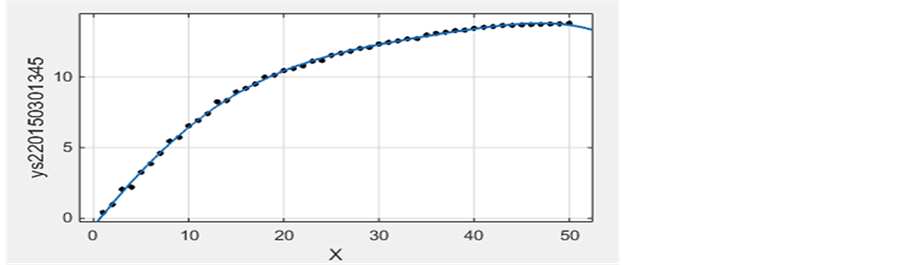
Figure 6. The fitting of fifth polynomial for the first 50 cut cigarette moisture content and their base line for grade HCACS
图6. HCACS前50个烘丝水分值五次多项式拟合
价方式中的干头干尾以及中间过程平稳性,从评价数量上来看并未发生变化,而且由于存在当对某两批加工物料水分过程控制进行评价时,其中一批可能起始段要好,但结束段不好,另一批可能又是中间段好而起始段不好,这将不好评判到底哪一批更好。因此关键就在于把三个评价值能整合成一个。
考虑到评价值的整合,该整合数值就必须由划分出来的三段评价结果组成,因此对于三段进行权重分配,最后来综合计算就是首选的办法。
然后再利用功效系数法 [9] 运用权重分配后对三段水分值功效系数得分进行加权,从而得到每个批次加权后的总功效系数得分。
具体算法为首先假定某一批物料的第j段烘丝水分值表现情况的标准的区间为[ ,
, ],中心值为
],中心值为 。其中,
。其中, 表示下限值,
表示下限值, 表示上限值。若第i批次在这一段烘丝水分值表现情况为
表示上限值。若第i批次在这一段烘丝水分值表现情况为 ,那么通过功效系数法可计算出这个批次在这一段烘丝水分值的量化得分
,那么通过功效系数法可计算出这个批次在这一段烘丝水分值的量化得分 。
。
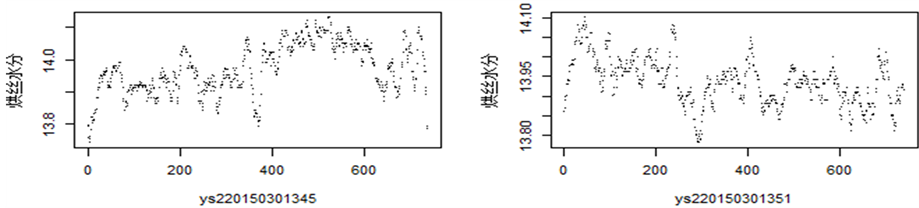
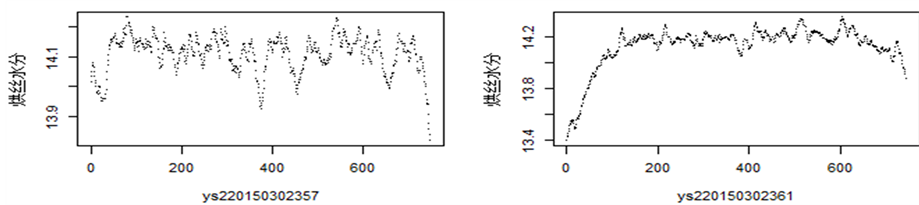
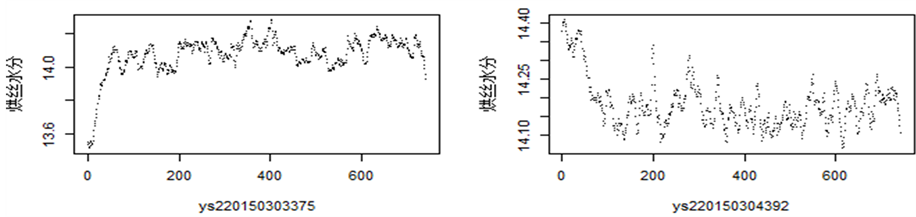

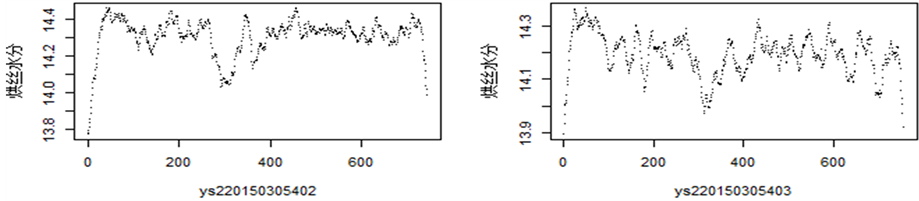

Figure 7. Change trend chart of middle segment cigarette moisture content of a batch for grade HCACS
图7. HCACS部分批次中间段烘丝水分值变化趋势图
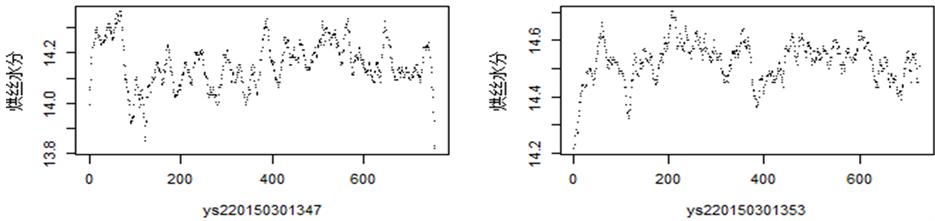
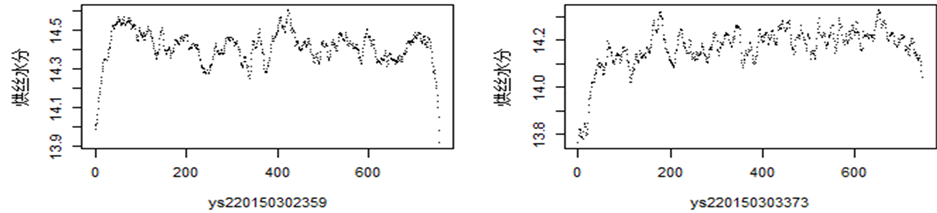
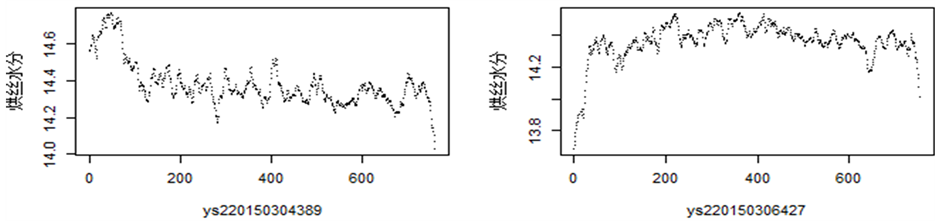
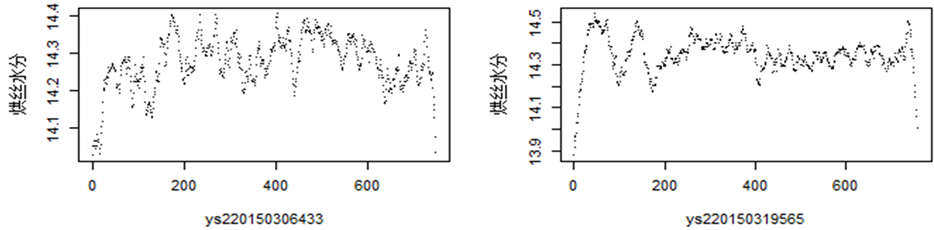

Figure 8. Change trend chart of middle segment cigarette moisture content of a batch for grade HCBCS
图8. HCBCS部分批次中间段烘丝水分值变化趋势图
当 时,计算公式如下:
时,计算公式如下:
 (1)
(1)
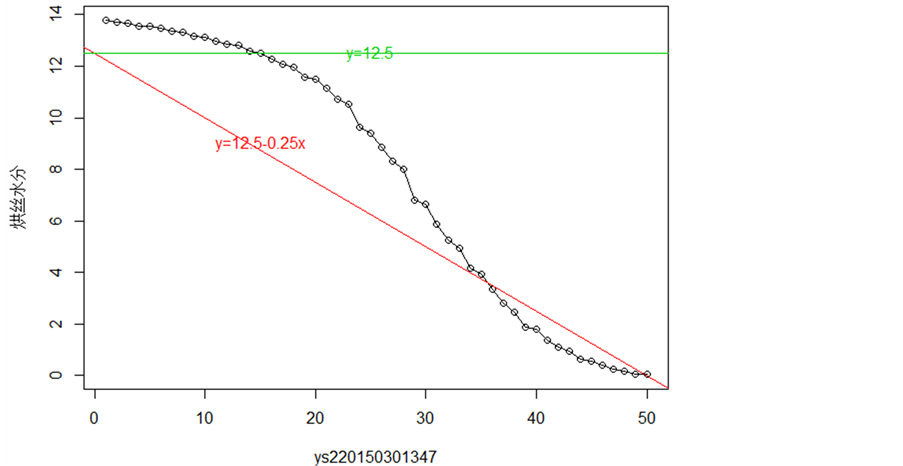
Figure 9. The last 50 cut cigarette moisture content and their base line of a batch for grade HCACS
图9. HCACS某批后50个烘丝水分值及基准线
当 时,计算公式如下:
时,计算公式如下:
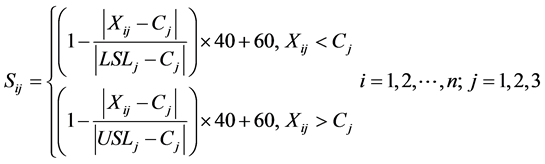 (2)
(2)
其中,100分为标准得分,60分是基本达标得分。
由以上公式(1)和(2)可知,当批次的某一段水分值表现值 越靠近中心值
越靠近中心值 时,该批次在这一段烘丝水分值的得分
时,该批次在这一段烘丝水分值的得分 就会越高。当
就会越高。当 时,
时, ,表明第i批次在第j段烘丝水分值表现合乎标准。当
,表明第i批次在第j段烘丝水分值表现合乎标准。当 或
或 时,
时, ,表明第i批次在第j段烘丝水分值的表现情况基本达标。当
,表明第i批次在第j段烘丝水分值的表现情况基本达标。当 超出合格区间即
超出合格区间即 或者
或者 时,
时, ,这表明第i批次在第j段烘丝水分值的表现情况不合格。因此,各批次烘丝水分值各段表现情况为合格的得分区间为[60, 100],不合格的得分区间为[0, 60]。
,这表明第i批次在第j段烘丝水分值的表现情况不合格。因此,各批次烘丝水分值各段表现情况为合格的得分区间为[60, 100],不合格的得分区间为[0, 60]。
3. 结果与分析
3.1. 起始段结果分析
3.1.1. 结果计算与统计
运用前面介绍的方法,将4个牌号起始段面积计算得到如图10~13,同时统计相应面积S与对应图形第一个达到标准下限点的序号如表2。
由表2可以看出,面积S和第一个达到标准点的序号存在负相关的关系,这也说明了面积S越大,水分值能越早达到标准范围,生产过程中产生的干头也越少,该批物料控制得也就越好。
3.1.2. 数据验证
为验证面积S是否真能代替干头的量,对上述4个牌号共计40批物料干头量进行了统计,同时与相
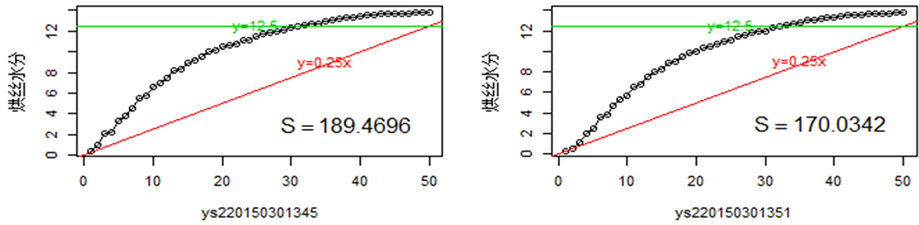
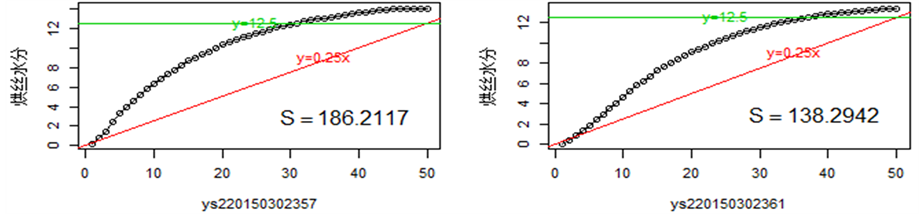

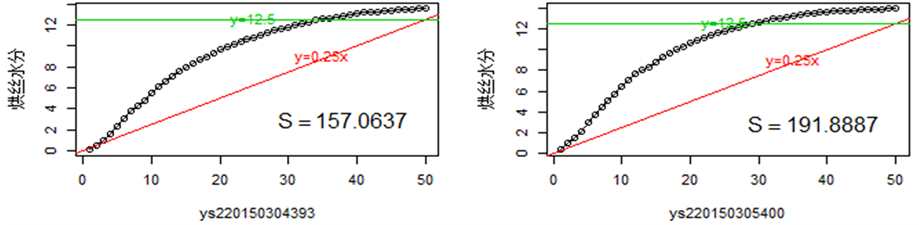
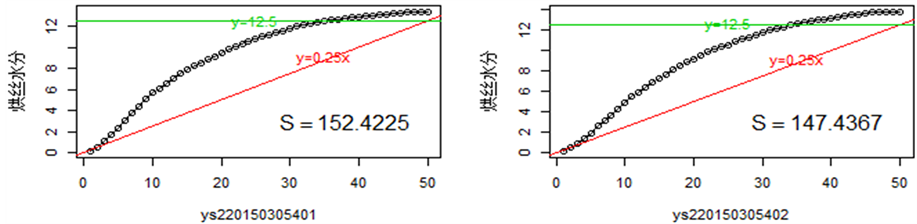
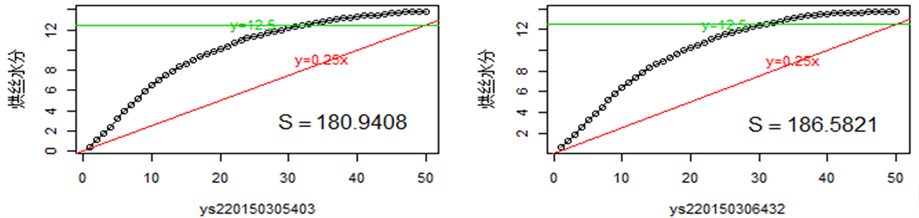
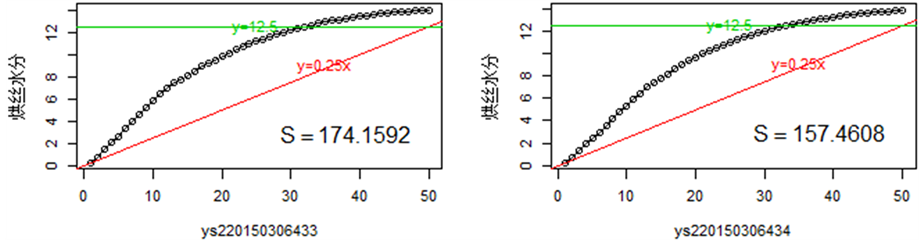
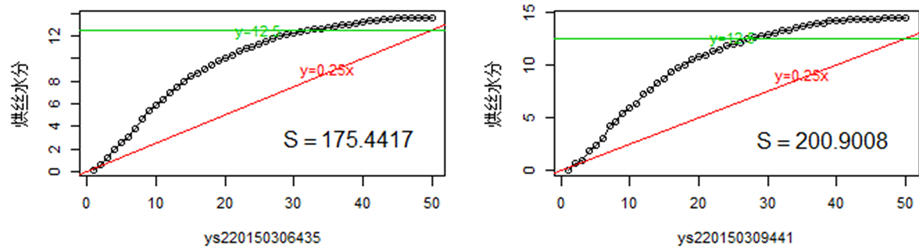
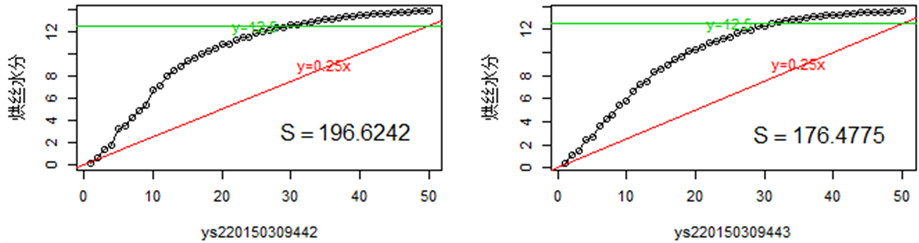

Figure 10. The fitting chart of fifth polynomial for the first 50 cut cigarette moisture content of each batch for grade HCACS
图10. 牌号HCACS各批次的前50个烘丝水分值五次多项式拟合图

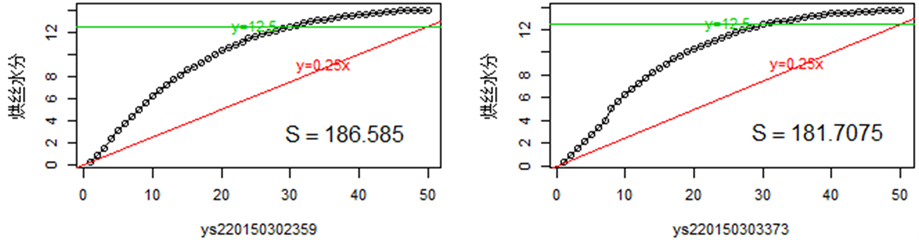
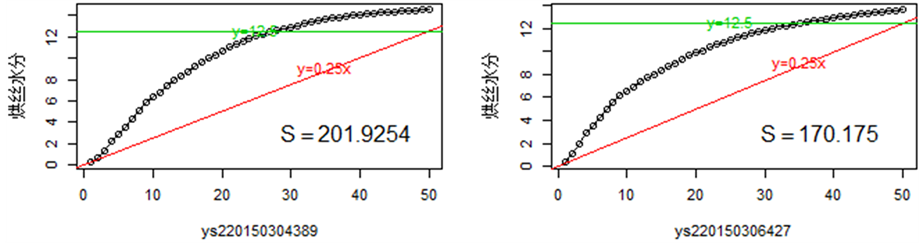

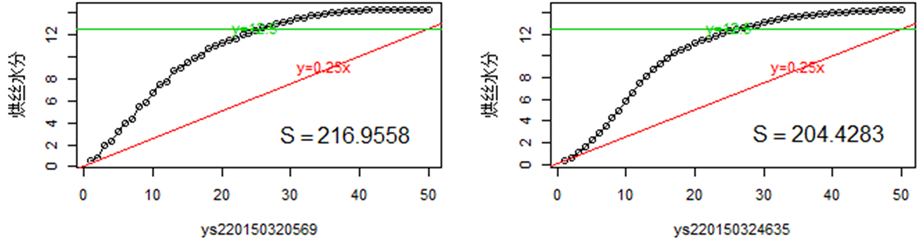
Figure 11. The fitting chart of fifth polynomial for the first 50 cut cigarette moisture content of each batch for grade HCBCS
图11. 牌号HCBCS各批次的前50个烘丝水分值五次多项式拟合图
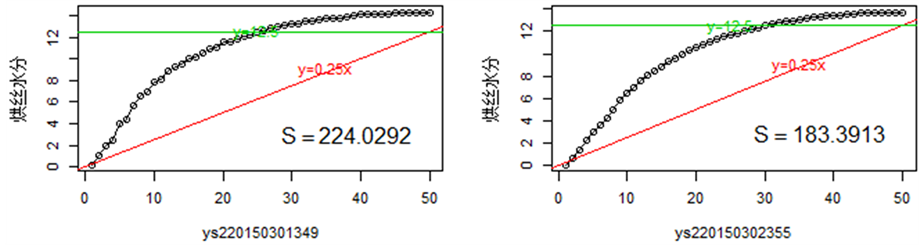



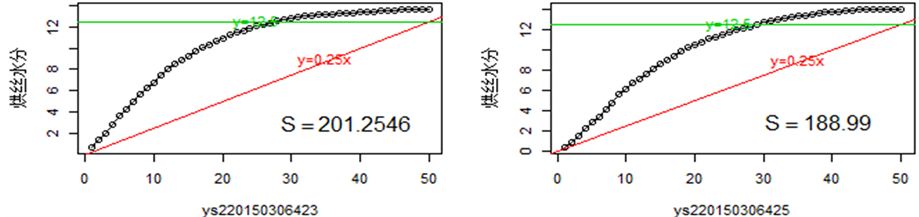
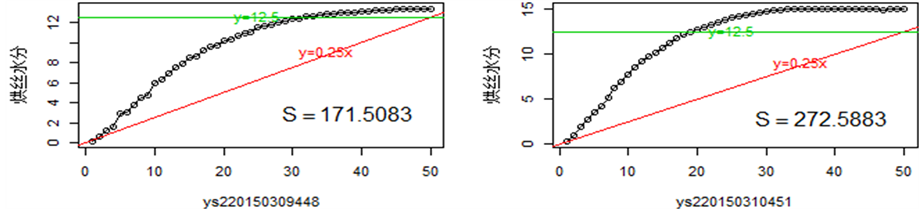
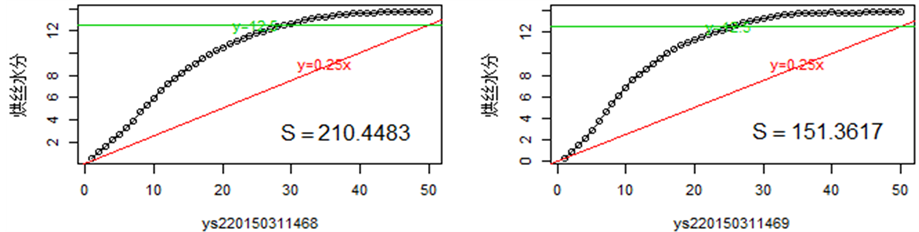
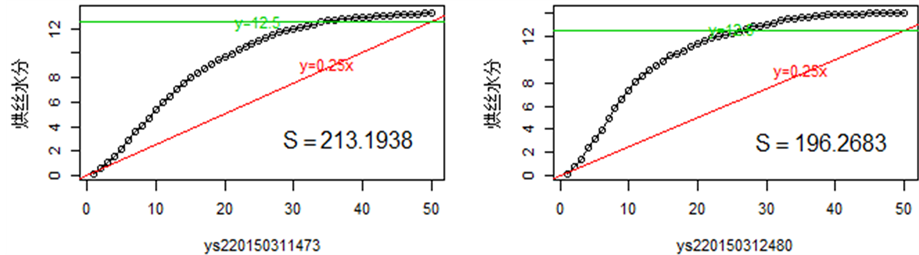
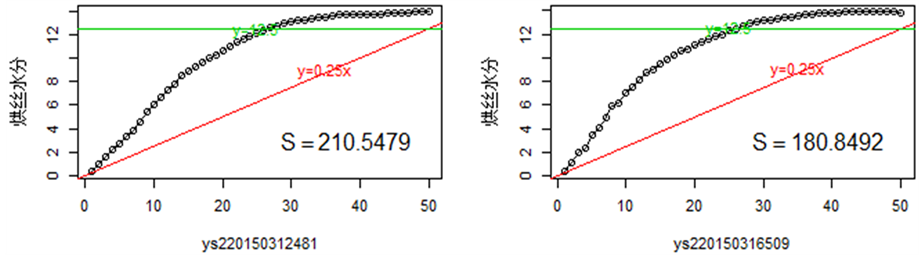
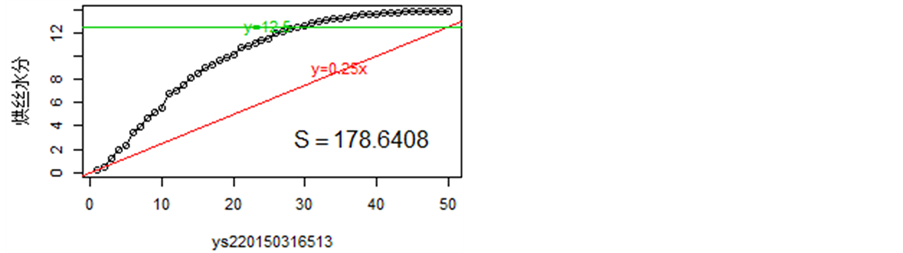
Figure 12. The fitting chart of fifth polynomial for the first 50 cut cigarette moisture content of each batch for grade RH
图12. 牌号RH各批次的前50个烘丝水分值五次多项式拟合图
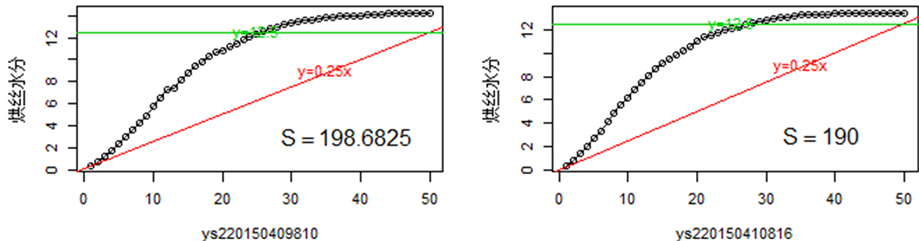
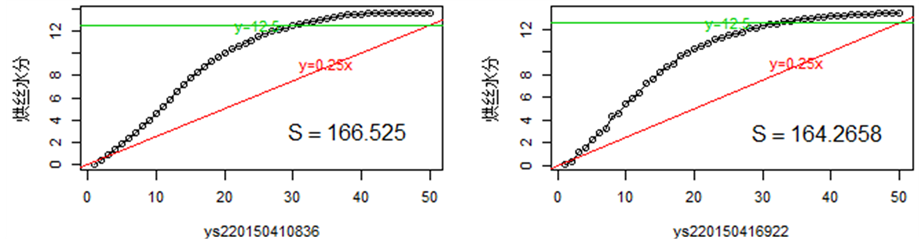
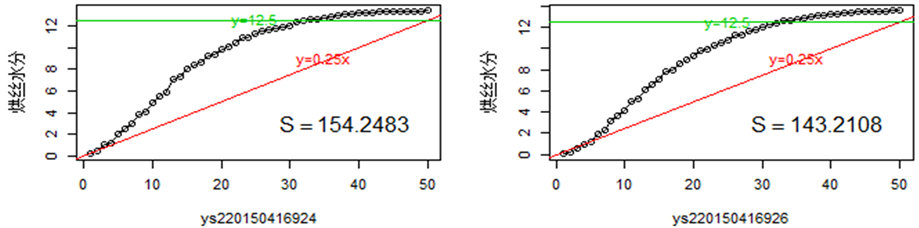
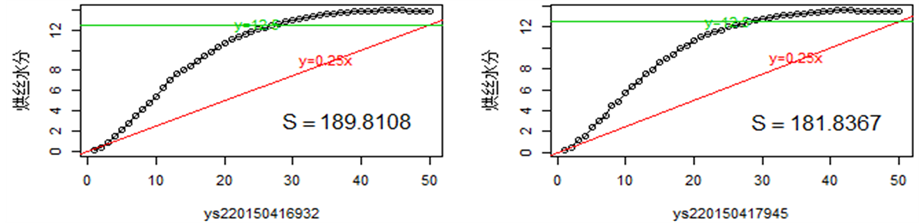
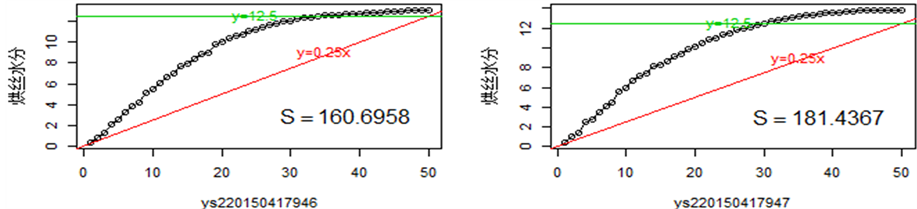
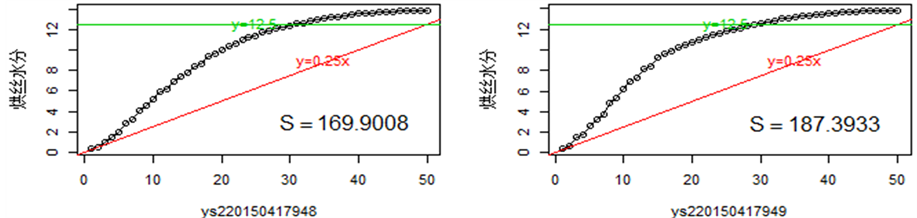

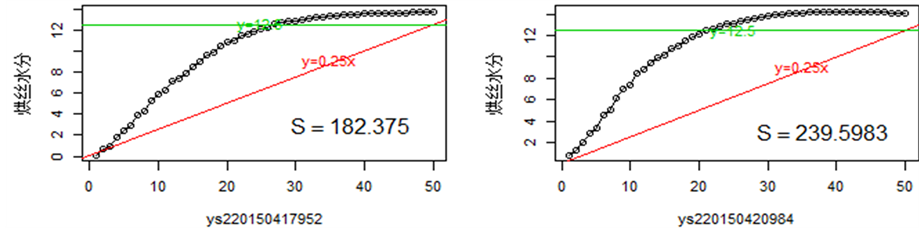
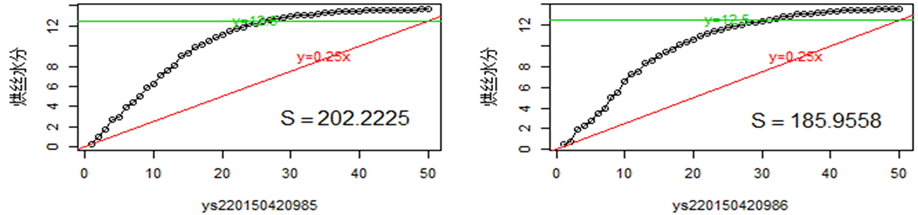

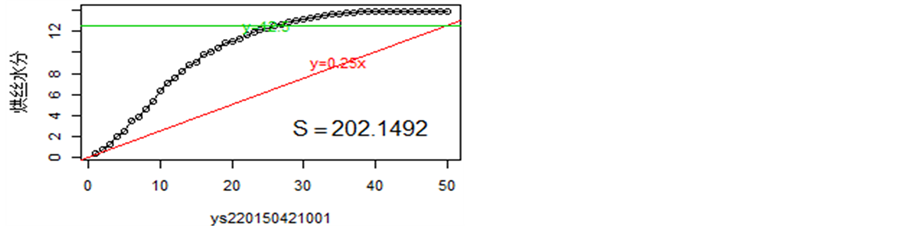
Figure 13. The fitting chart of fifth polynomial for the first 50 cut cigarette moisture content of each batch for grade JD
图13. 牌号JD各批次的前50个烘丝水分值五次多项式拟合图
关S面积进行相关性分析 [10] 。
根据以上表3分析结果,证明两者之间相关性高度关联,线性回归分析呈直线比例关系,可以认为能够使用面积S代替干头的烟丝量。
3.2. 中间段结果分析
通过对4个牌号中间段CPK值进行计算,结果如图14~17所示。
通过观察,波动大的CPK值就会越小,而许多图形看上去相似用肉眼无法辨别的,通过CPK值的量化,也能进行优劣的判别。
3.3. 结束段结果分析
3.3.1. 结果计算与统计
通过运用方法部分介绍的方法对4个牌号批次进行计算如图18~21所示,并统计相应面积与第一个降出标准范围点的逆序号如表4所示。
从表4统计来看,面积S与水分值分布图降出标准范围第一个点的逆序号大小成负相关,因此说明面积越大,水分值不达标的点越少,从而表明干尾量也就越少,反之亦然。
3.3.2. 数据验证
为验证面积S是否真能代替干尾的量,对上述4个牌号共计40批物料干尾量进行了统计,同时与相关S面积进行相关性分析。
Table 2. Batch area and the number of the first paragraph to reach the standard number
表2. 批次面积与起始段第一个达到标准点序号
Table 3. The correlation coefficient analysis table of tobacco and dry head material S area of all the grades
表3. 各牌号干头烟丝量与头料S面积相关系数分析表
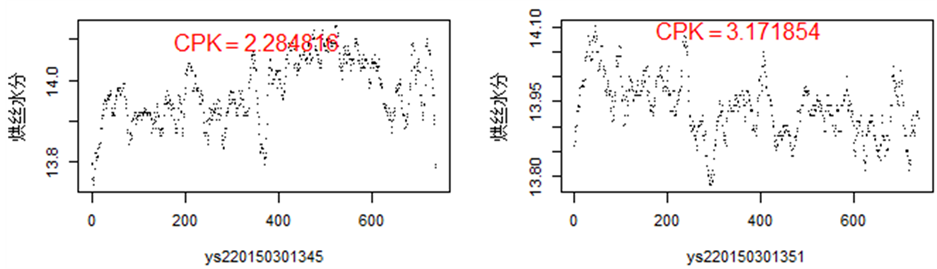
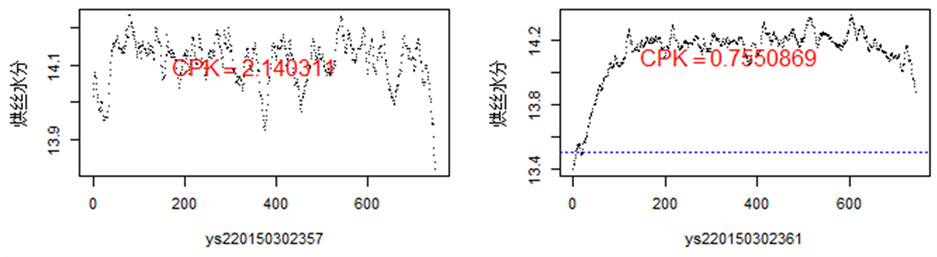

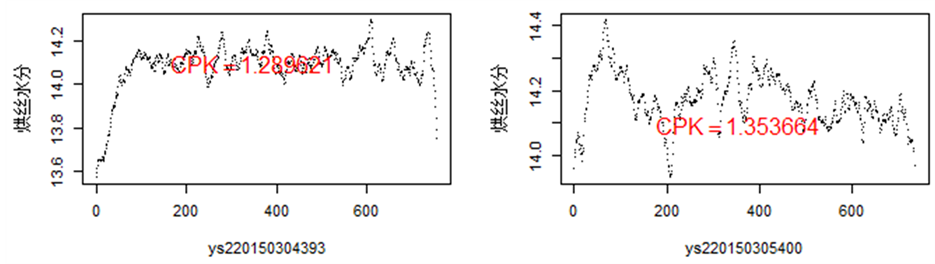
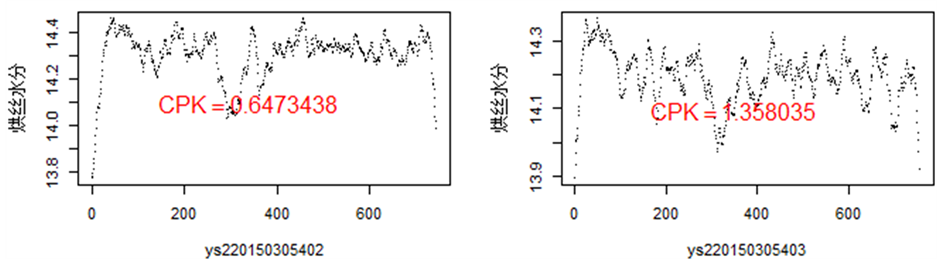
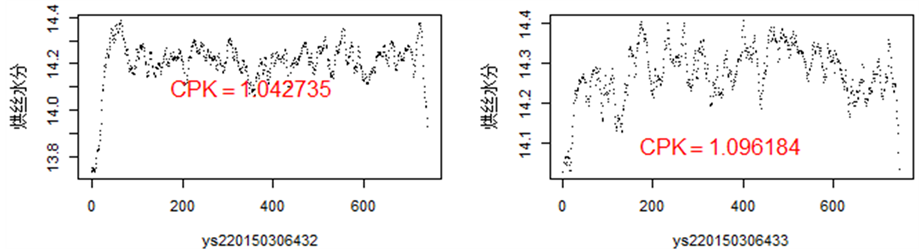
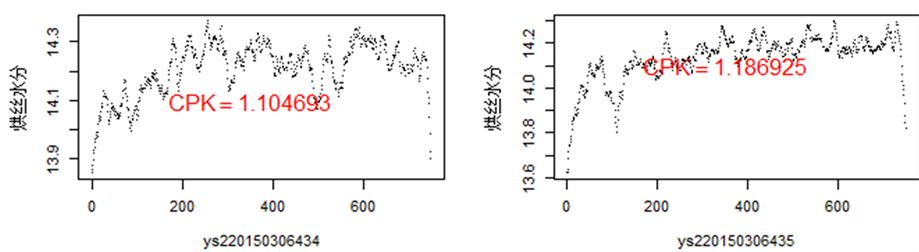
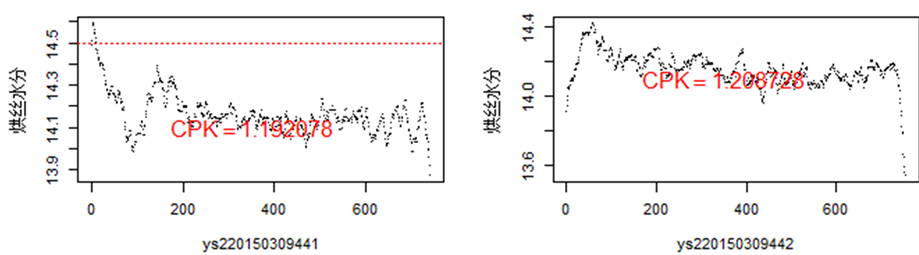
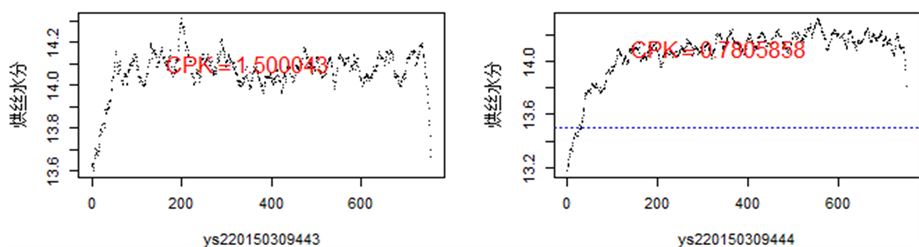

Figure 14. Evaluation map of middle segment cigarette moisture content of each batch for grade HCACS
图14. HCACS各批次的中间段烘丝水分值评价图
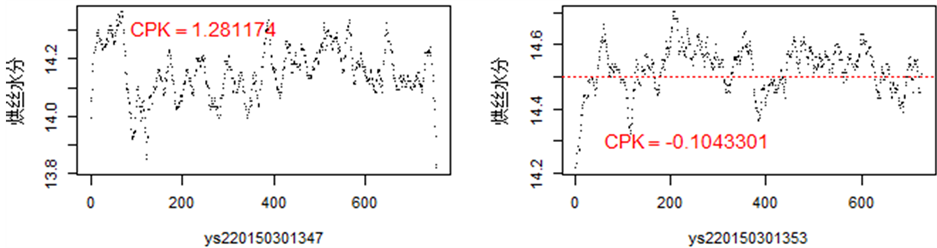
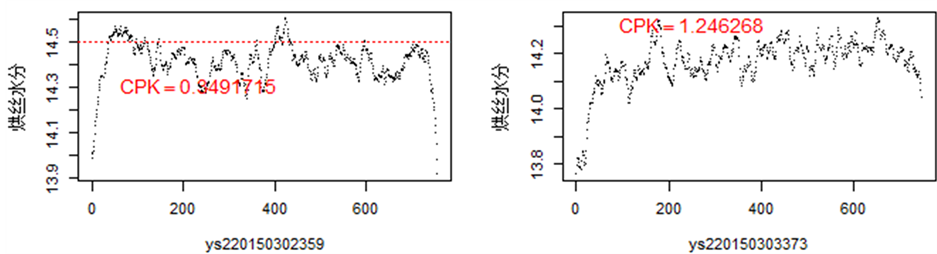
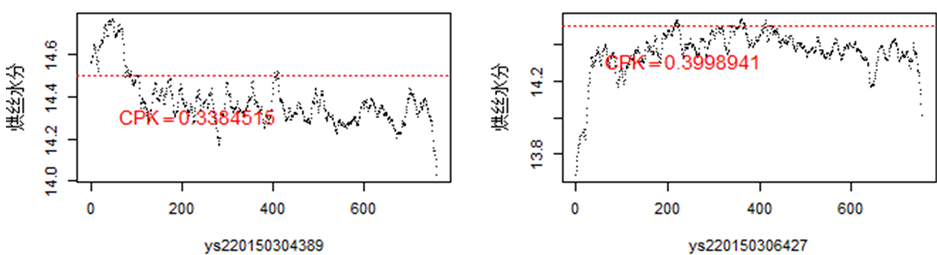
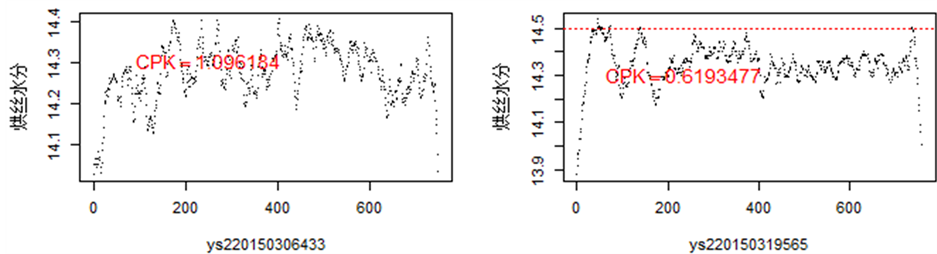
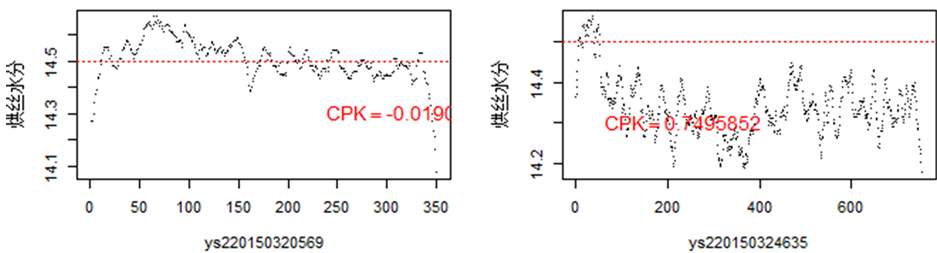
Figure 15. Evaluation map of middle segment cigarette moisture content of each batch for grade HCBCS
图15. HCBCS各批次的中间段烘丝水分值评价图

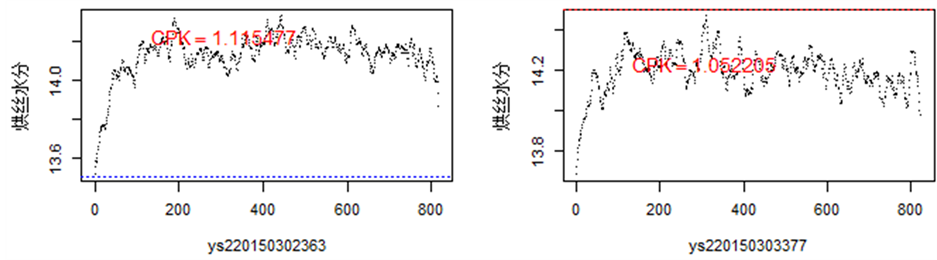
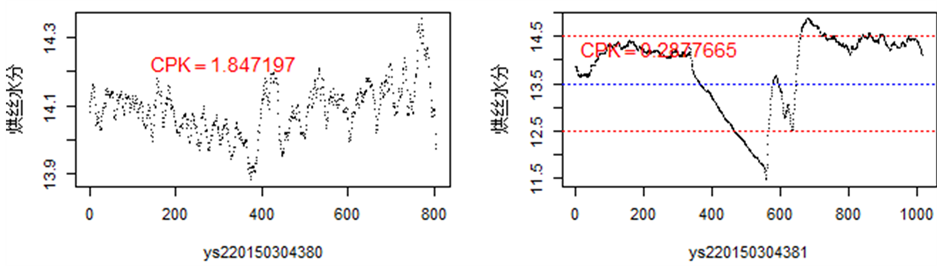
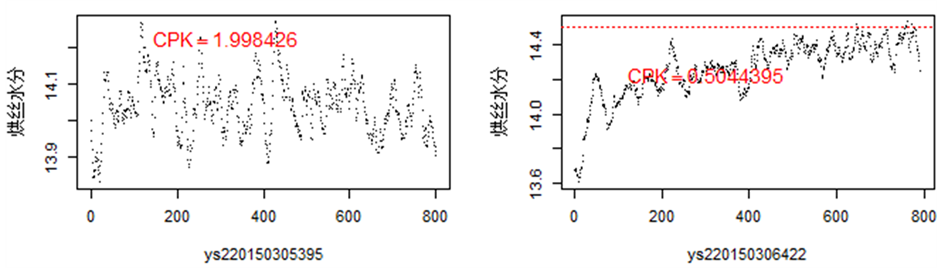
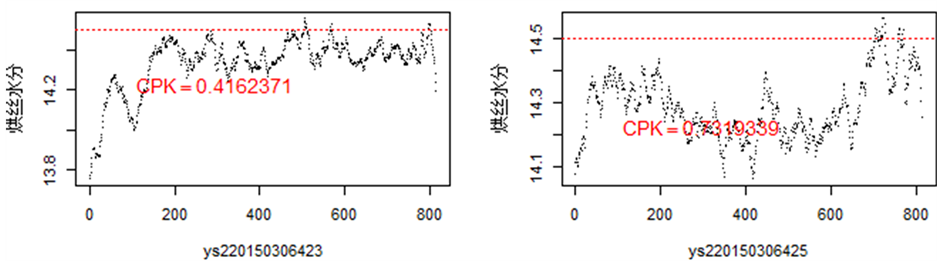
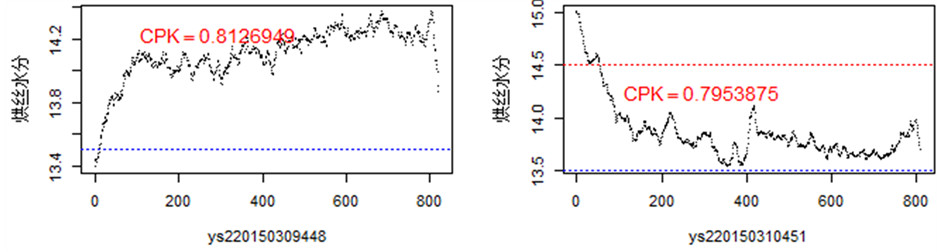
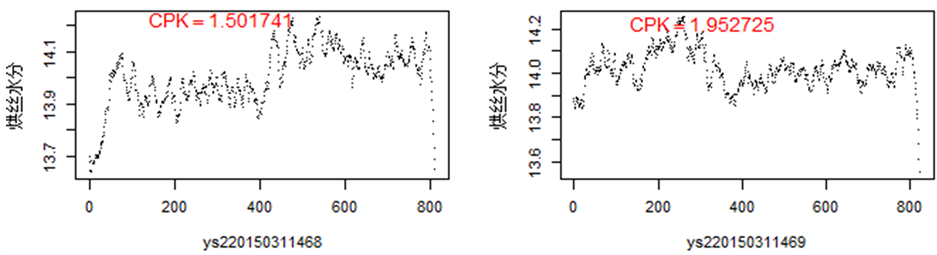
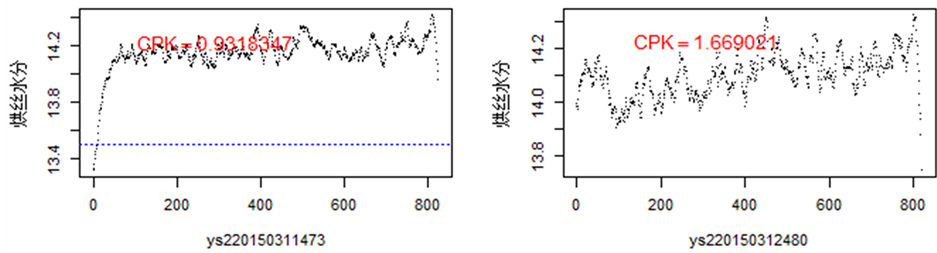

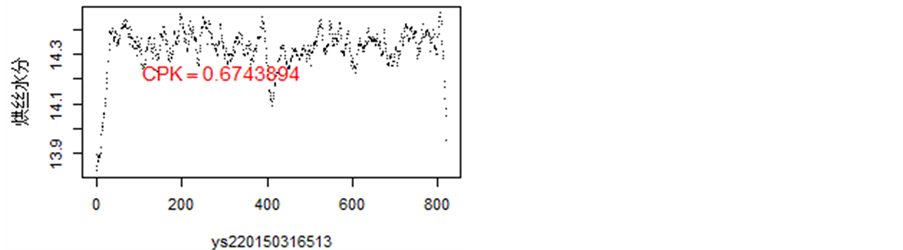
Figure 16. Evaluation map of middle segment cigarette moisture content of each batch for grade RH
图16. RH各批次的中间段烘丝水分值评价图
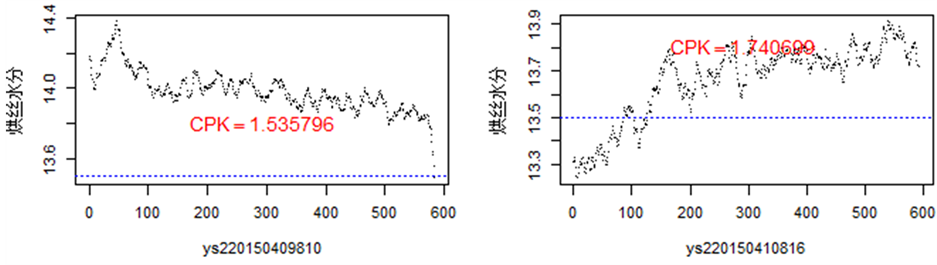
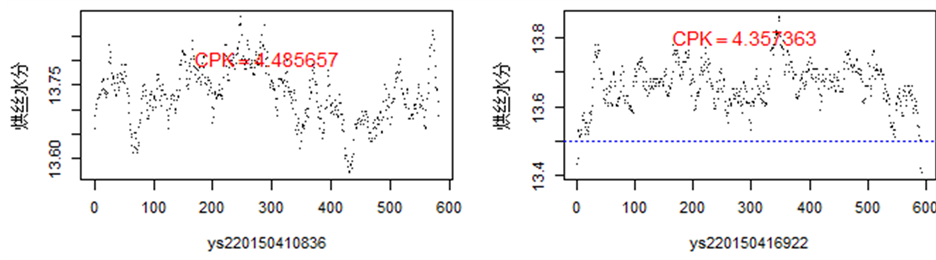

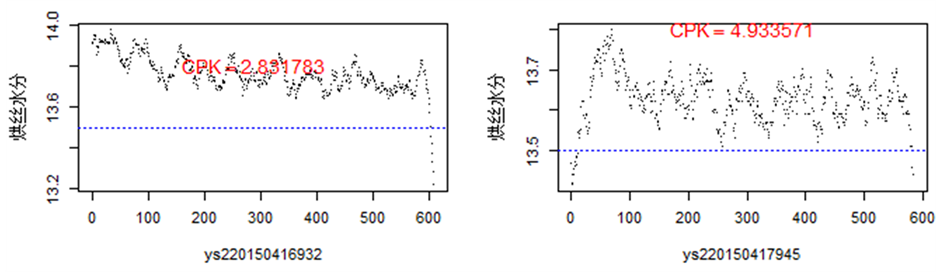
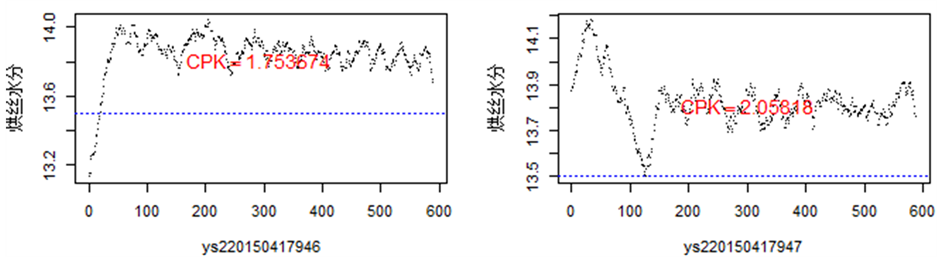
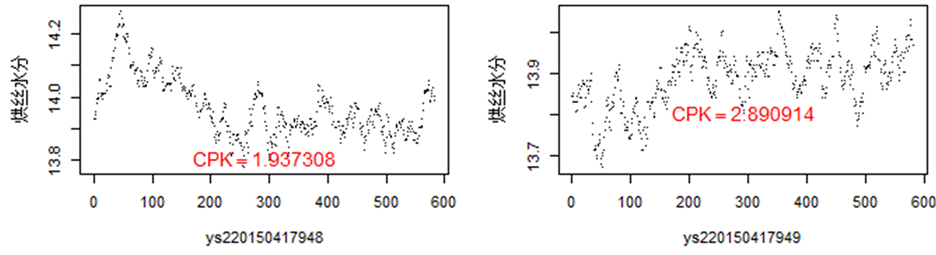

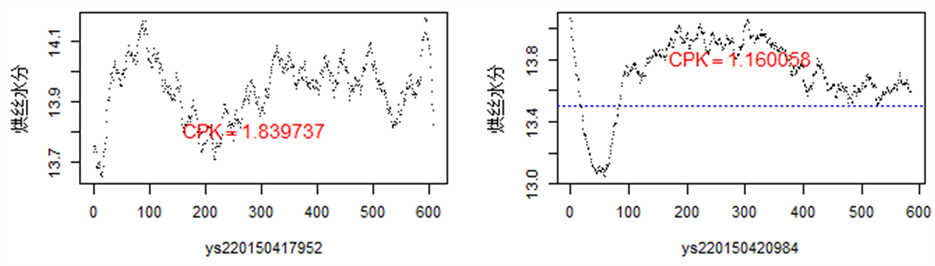
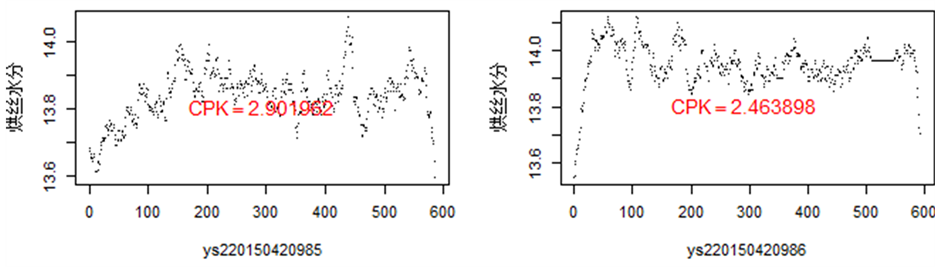
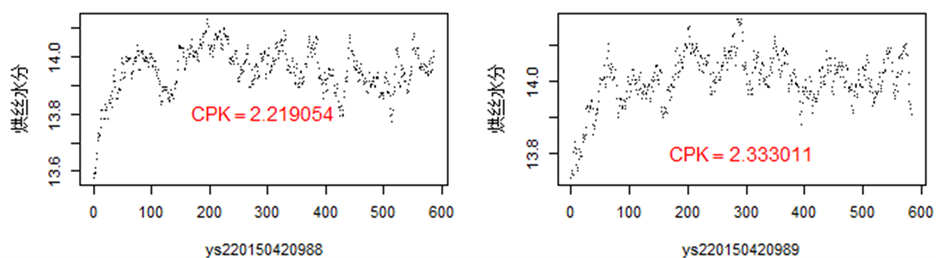
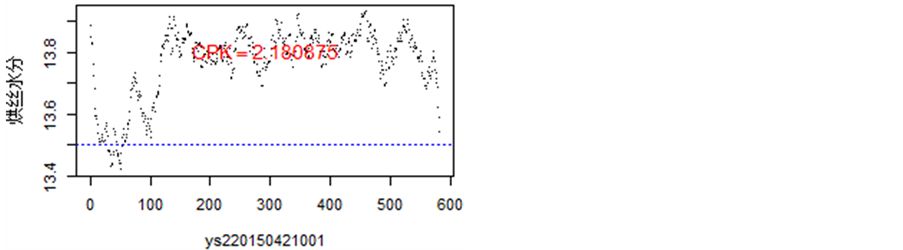
Figure 17. Evaluation map of middle segment cigarette moisture content of each batch for grade JD
图17. JD各批次的中间段烘丝水分值评价图
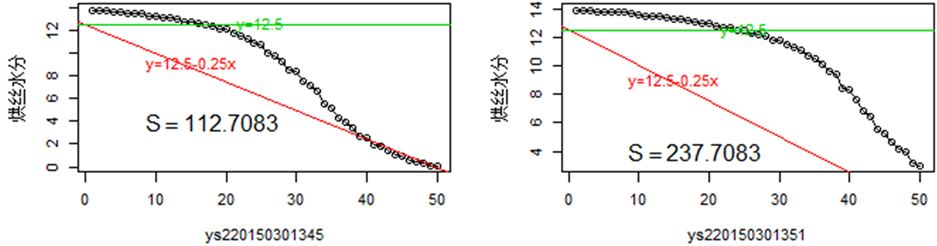
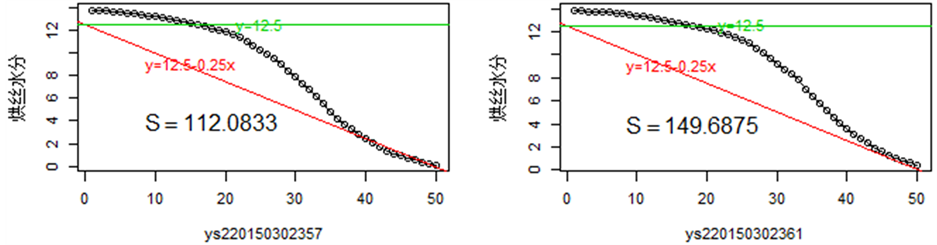
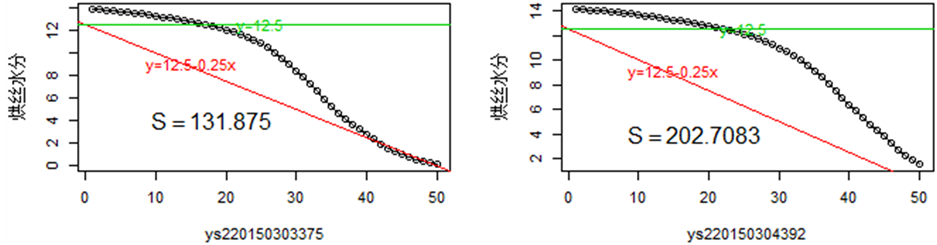
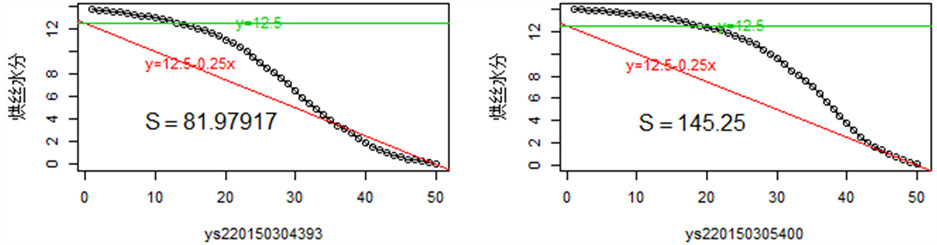
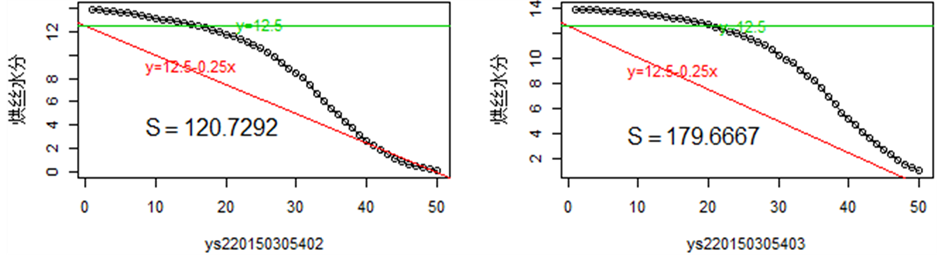
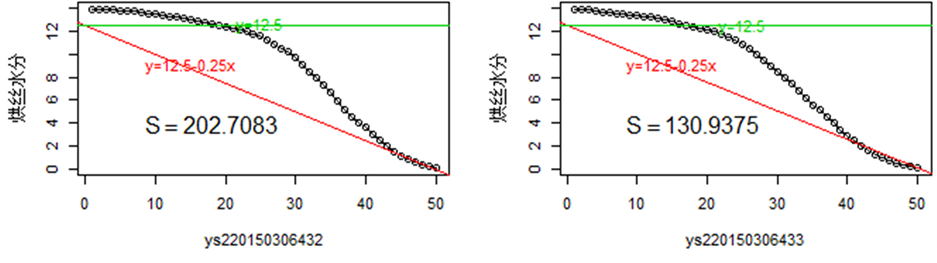
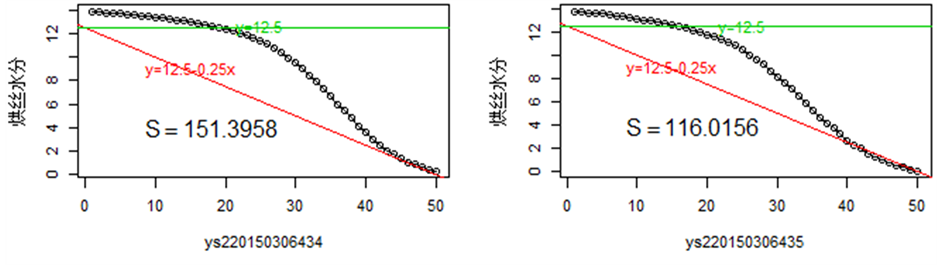
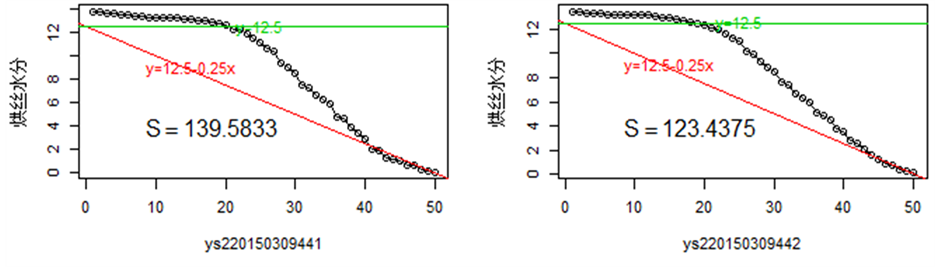
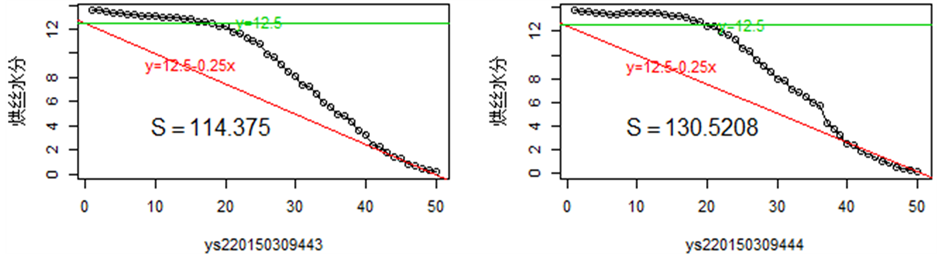
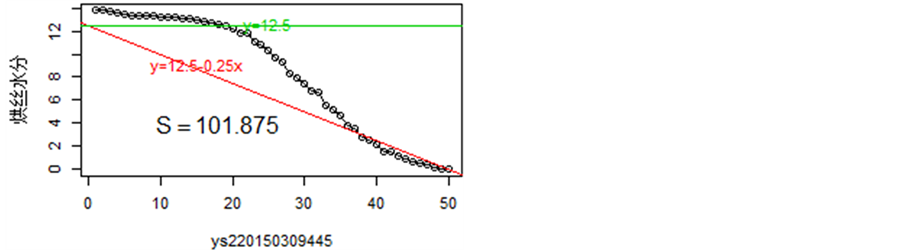
Figure 18. The evaluation map of fifth polynomial for the last 50 cut cigarette moisture content of each batch for grade HCACS
图18. 牌号HCACS各批次的后50个烘丝水分值五次多项式评价图

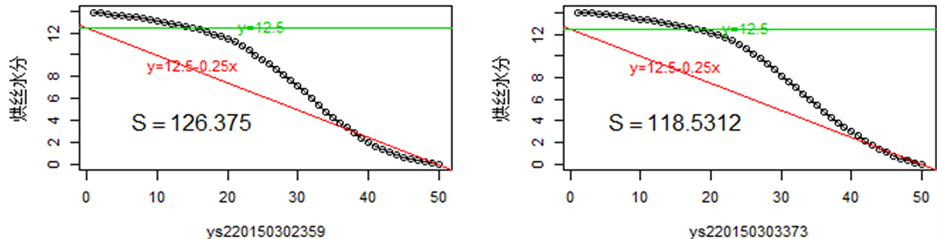
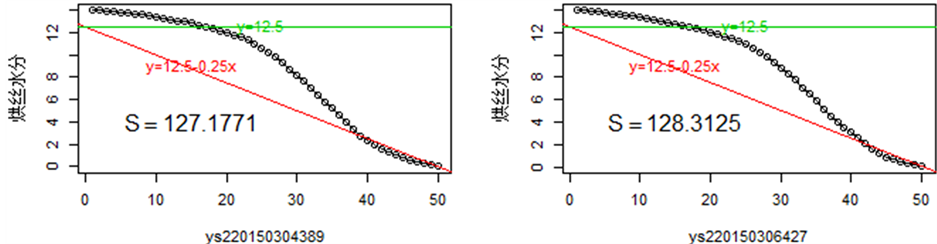
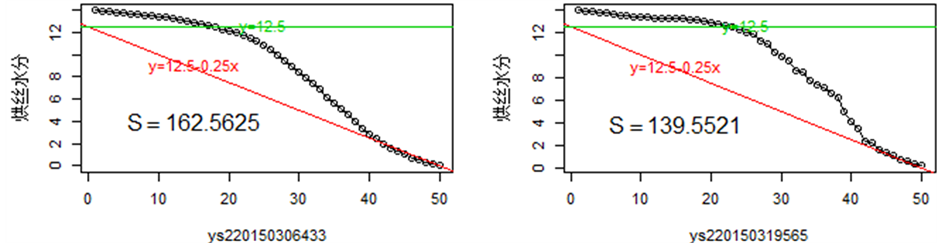

Figure 19. The evaluation map of fifth polynomial for the last 50 cut cigarette moisture content of each batch for grade HCBCS
图19. 牌号HCBCS各批次的后50个烘丝水分值五次多项式评价图
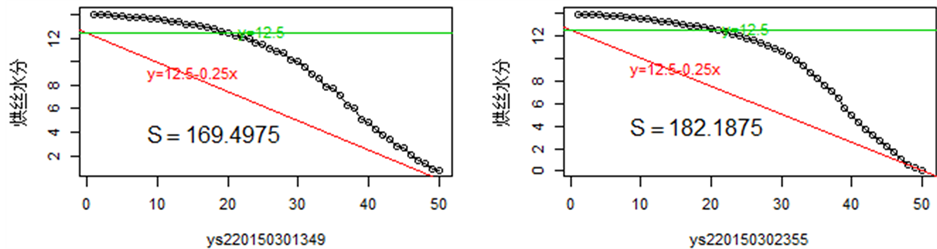
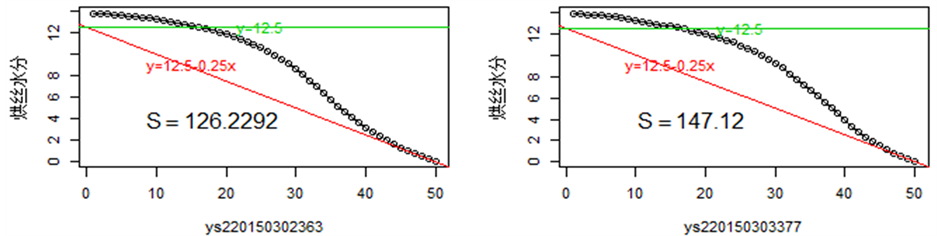
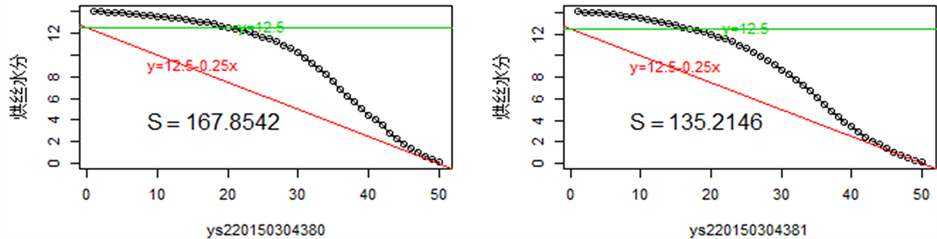
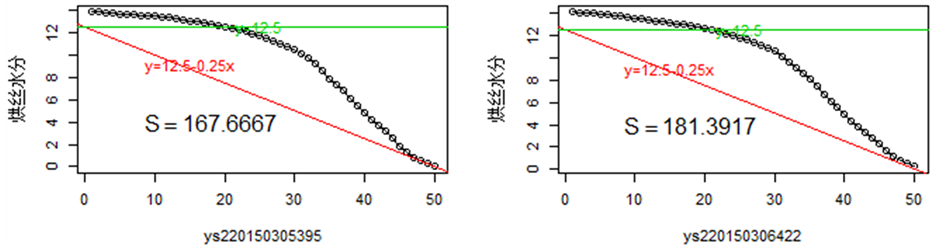
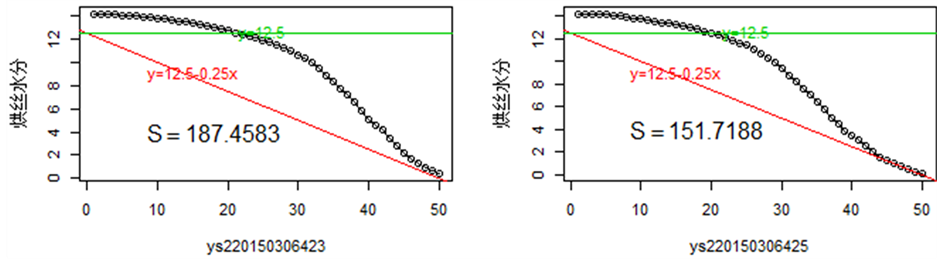
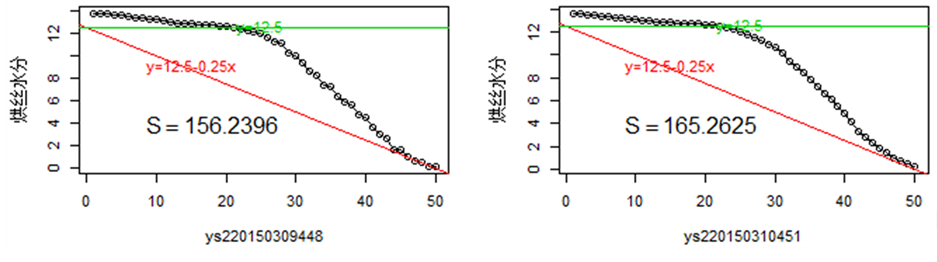


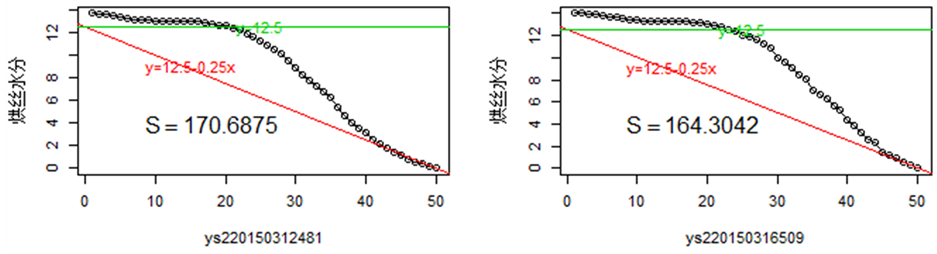
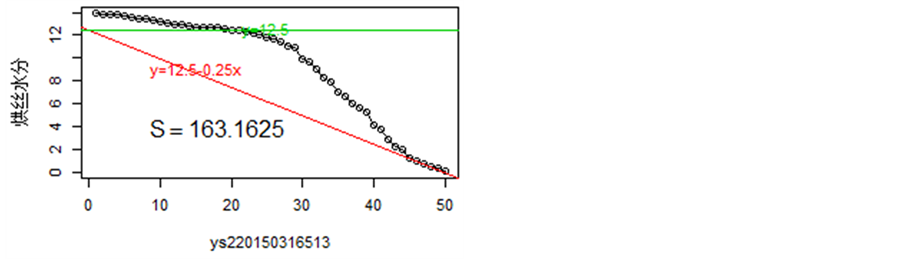
Figure 20. The evaluation map of fifth polynomial for the last 50 cut cigarette moisture content of each batch for grade RH
图20. 牌号RH各批次的后50个烘丝水分值五次多项式评价图
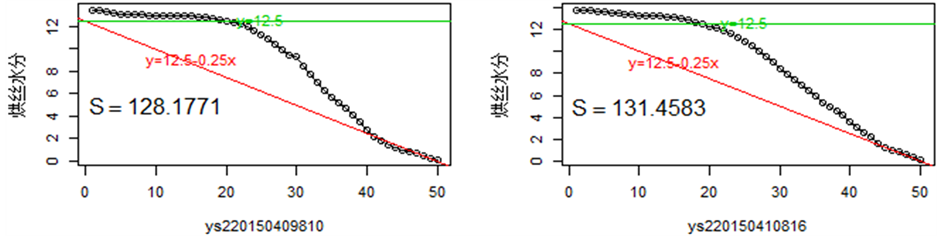
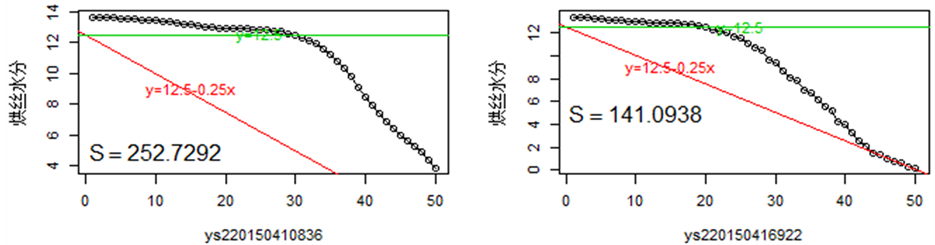


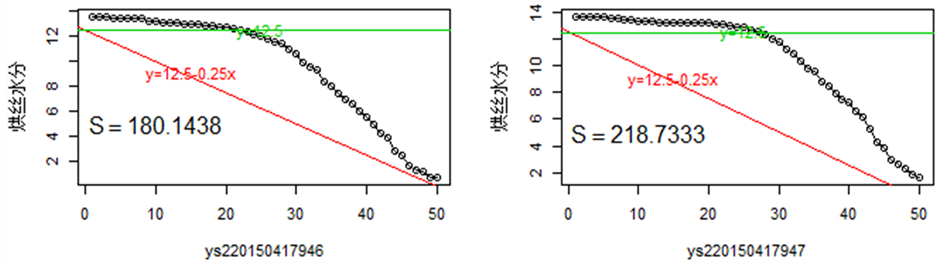
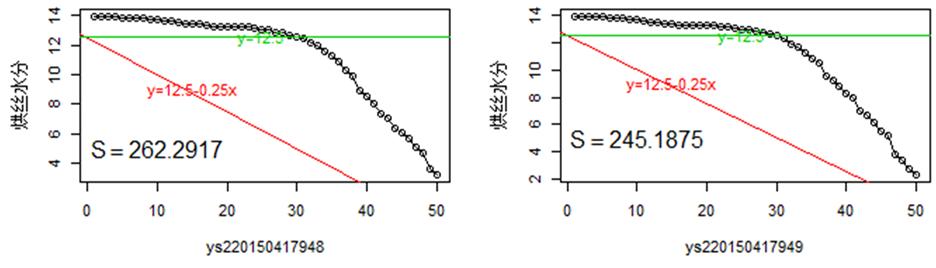
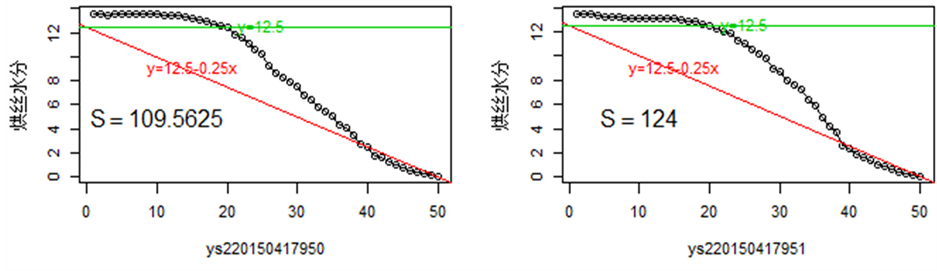
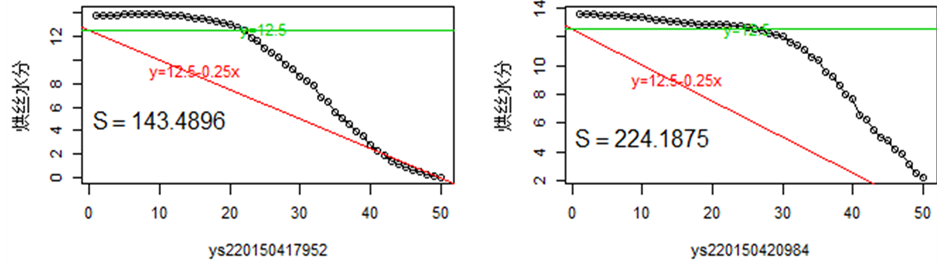
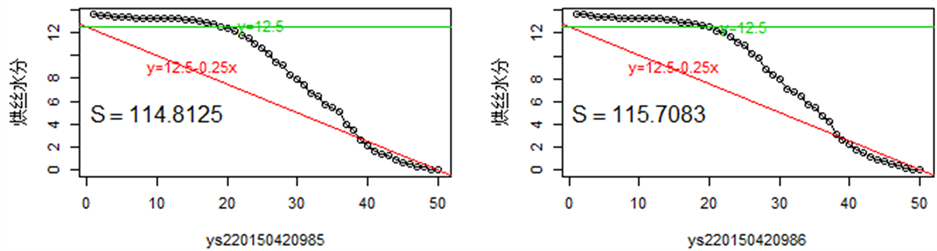
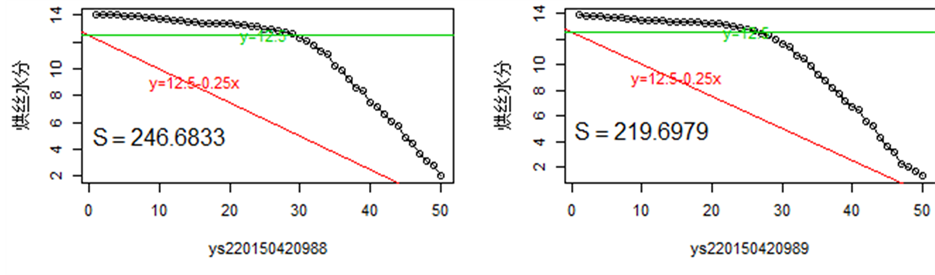
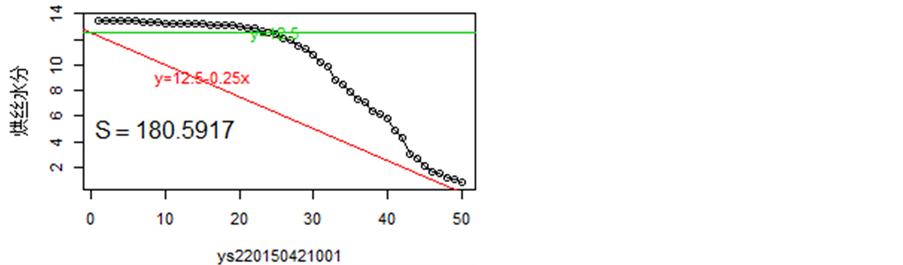
Figure 21. The evaluation map of fifth polynomial for the last 50 cut cigarette moisture content of each batch for grade JD
图21. 牌号JD各批次的后50个烘丝水分值五次多项式评价图
根据以上表5分析结果,证明两者之间相关性高度关联,线性回归分析呈直线比例关系,可以认为能够使用面积S代替干尾的烟丝量。
3.4. 整体结果统计和分析
3.4.1. 权重划分
从整一批物料的采集过程来看,起始段和结束段划分分别为前后50个点,而中间段占据了大头,采集点数量最少也在600个点左右,因此考虑将大部分权重划分给中间段。但对于起始段和结束段采集点都是一样的,为此来看前面评价方法所统计出来的相关数据,如表6。
从表6中可以看出,起始段在几个不同牌号上面积的统计平均值都要大于结束段,这就说明起始段控制较结束段好,结束段就是控制的短板,更需要去关注,所以在权重分配上就应该把更高的权重分配给结束段。
在此根据相关资料介绍方法,把起始段、中间段和结束段的权重定位0.05、0.80和0.15 [11] 。
3.4.2. 结果计算与统计
通过使用功效系数法,对HCACS、HCBCS、RH和JD四个牌号的相关采集批次进行计算并得出平均数,如表7所示。
从表7可以看出,牌号JD的计算得分要高于其它几个牌号,说明该牌号的水分控制效果更好。
4. 结论
从试验分析结果来看:① 起始段水分值分布通过拟合成曲线并与相关基准线构筑得出区域面积S与干头量高度相关,相关系数均达到0.8以上,可以用该面积S代替干头量来定量评价起始段的水分控制
Table 4. Batch area and first down the standard inverse number of the end segment
表4. 批次面积与结束段第一个降出标准点逆序号
好坏。② 中间段利用CPK值可以很好涵盖其需要达到数值合格和过程波动平稳的要求。③ 结束段水分值分布通过拟合成曲线并与相关基准线构筑得出区域面积S与干尾量高度相关,相关系数均达到0.8以上,可以用该面积S代替干尾量来定量评价结束段的水分控制好坏。然后通过对该三段定量评价计算得出的结果进行权重分配,通过功效系数法综合计算得出整个过程评价结果,根据该结果能对批次水分控制好坏进行定量评价比较。
Table 5. The correlation coefficient analysis table of tobacco and dry tail material S area of all the grades
表5. 各牌号干尾烟丝量与头料S面积相关系数分析表
Table 6. Each summary evaluation form for all grades
表6. 各牌号各段汇总评价表
Table 7. Table of the evaluation of the efficacy coefficient after weighting
表7. 各牌号加权后功效系数汇总评价表
将该种评价方式运用于现有的数据采集系统上,通过数采系统自动对每批加工物料进行评价打分,将能大大节省该方面工作人力物力的投入,同时也能规避评价过程中人员之间存在的主观臆断性产生的评价误差,从而使评价结果更科学、更客观。
基金项目
红云红河烟草集团(有限)责任公司自立项目——基于MES的工艺质量评价考核软件的开发,项目编号HYHH2013XX02。
文章引用
羊一涛,周元桢,李杰,袁存波,袁鹏. 烘丝工序物料含水率过程控制评价方法研究
Research on Assessment for Moisture Content in Output Control during Cut Tobacco Drying Process[J]. 统计学与应用, 2016, 05(02): 89-128. http://dx.doi.org/10.12677/SA.2016.52011
参考文献 (References)
- 1. 张本甫. 卷烟工艺规范[M]. 北京: 中央文献出版社, 2003.
- 2. 何伟, 陈小杜, 李甘添, 等. 烘丝入口水分对烘丝出口水分影响分析[J]. 安徽农学通报, 2015(1): 1-2.
- 3. 高孝忠, 罗淼. 解析几何[M]. 北京: 清华大学出版社, 2011.
- 4. 王洋, 赵彦军, 冯毅夫. 浅谈定积分概念的教学设计[J]. 数学学习与研究, 2015(21): 33-35.
- 5. 张磊, 郭莲英. matlab实用教程[M]. 北京: 人民邮电出版社, 2008.
- 6. 李子奈, 叶阿忠. 高等计量经济学. 北京: 清华大学出版社, 2000: 260-263.
- 7. 梁魏峰. 烘丝控制模式的建立与实现[J]. 烟草科技, 2003(2): 16-17.
- 8. 韩怀栋. 自相关过程的Cpk评价研究[D]: [硕士学位论文]. 西安: 西安电子科技大学, 2009: 3-4.
- 9. 张妮. 功效函数综合评价法及其扩展研究[C]. 中国人民大学, 2009.
- 10. 王爱莲, 史晓燕. 统计学[M]. 西安: 西安交通大学出版社, 2010.
- 11. 常建娥, 蒋太立. 层次分析法确定权重的研究[J]. 武汉理工大学学报, 2007(1): 23-28.