Hans Journal of Civil Engineering
Vol.3 No.03(2014), Article ID:13479,8 pages
DOI:10.12677/HJCE.2014.33009
Experimental Study on the Mechanical Properties of Welded Aluminum Alloy
Jinxiao Zhang, Shouchao Jiang
School of Civil Engineering, Tongji University, Shanghai
Email: seu07zjx@gmail.com
Copyright © 2014 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received: Mar. 20th, 2014; revised: Apr. 24th, 2014; accepted: May 2nd, 2014
A series of experiments were carried out on the 6061-T5 and 6060-T6 welded aluminum alloy to get the field strength, ultimate strength and the Young’s modulus. The paper took the results of aluminum and welded aluminum into contrast to determine the influence of welding for aluminum alloy.
Keywords:Aluminum Alloy, Welding, Mechanical Properties, Experimental Study

焊接后铝合金力学特性试验研究
张锦骁,蒋首超
同济大学土木工程学院,上海
Email: seu07zjx@gmail.com
收稿日期:2014年3月20日;修回日期:2014年4月24日;录用日期:2014年5月2日

本文通过静力拉伸试验研究了6061-T5及6061-T6铝合金焊接前后的名义屈服强度、极限强度、弹性模量等力学参数,并将焊接前后的结果予以对比,确定了焊接对两种铝合金力学特性的影响。
铝合金,焊接,力学特性,试验研究

铝合金作为一种新型建筑材料,与钢材等其他金属材料相比,有质量轻、耐腐蚀性好、挤压性能好及无磁性等诸多优点。由于其优异的性能,铝合金在机械、汽车、航空航天、船舶等领域应用非常广泛,在军事工程中的一些移动式舟桥设备、可拆卸和可展开结构上应用也较多。从上世纪40年代以来,铝合金便开始广泛的应用于建筑结构中。
在建筑金属结构中,焊接是一种常用的连接方法,但国内外的研究表明,铝合金焊接后强度有显著降低[1] 。由于铝合金材料种类较多,且焊接方法也有所差异,目前国内缺少完整的铝合金焊接后特性研究。因此有必要完善国内常用铝合金材料的焊接特性试验研究。
本文所完成的铝合金焊接后力学特性试验包括对接焊缝和端焊缝的拉伸试验,同时还完成了铝合金焊接前的材性试验以供对比。主要试验参数如下:
试件种类及规格:6061-T5 (7 mm厚),6061-T6 (10 mm厚);
焊接工艺:钨极惰性气体保护焊(TIG)[2] ;这是一种手工操作的半自动方法。这种方法往往采用交流电自动装置[3] 。它使用永久钨极,电压不通过焊接金属,并在氩气的保护下施焊,热量比较集中,电弧燃烧稳定,焊缝金属致密,接头的强度和塑性高,焊接质量易保证,主要应用在重要结构的焊接连接中,在航空、航天工业中应用广泛。
焊丝种类:SAlSi-1 (HS311),即4043焊丝;技术标准参照国家规范要求[4] 。
加载设备:三思电子万能试验机。
采集设备:引伸计、输力强静态应变采集板。
结构中最常使用的铝合金为6000系列铝合金,即铝硅镁合金。其主要合金成分为硅和镁,其中硅可以提高强度和延展性,镁可把熔点降低到451℃,还可以提高加工硬化能力和对盐水的腐蚀性,当硅镁结合使用时,可以弥散硬化和降低熔点。
根据铝合金对热处理的反应,铝合金又可分为非热处理铝合金和热处理铝合金。结构上常见的6061/6063-T4、T5、T6中字母T表示其经过了热处理阶段,热处理过程可以提供较高的强度.
如果把材料加热到200℃~350℃之间,这种热处理的效果将消失。焊接过程输入的热量使合金的强度降低到以退火阶段和热处理阶段的材料性能为界限的值。因此在焊接过程中,由于焊接区域周围温度上升,其强度会有一定程度的降低,通常称该区域为热影响区[5] [6] 。
在铝合金方管上通过机械加工方法取样得到铝板,进行焊接加工后通过机械切割去除起弧和落弧等质量不易保证部分从而得到试验所用试件,焊接完成后静置十天以上保证自然时效。材性试件则直接从方管上取样得到。拉伸试验按照规范相关要求[7] 。
试件包括:6061-T5材性试件与对接焊缝试件(7 mm),6061-T6材性试件与对接焊缝试件(10 mm),两种铝合金拼接焊缝试件及端焊缝试件,每组各包括4个相同试件。
试件形状与尺寸见图1。
为了得到铝合金的本构关系及弹性模量等参数,在材性试件及对接焊缝试件上布置了应变测点,测点位置见图2。其中左图中应变测点位于试件中点处,右图中两道虚线分别表示焊缝区及热影响区。
6061-T5铝合金材性试件及对接焊试件破坏情况见图3,右图线内标注分别为焊缝区和热影响区。
由图3可以发现:试件DJ-7-2和DJ-7-3破坏发生在热影响区,断口有一定颈缩,呈延性破坏;DJ-7-1和DJ-7-4破坏发生在焊缝处,断口无颈缩,呈脆性破坏。由于同时采用引伸计和应变测试,因此对于每根试件,都可得到两组数据,试验结果整理见表1。
表中 表示残余应变为0.2%时的应力,即铝合金名义屈服强度;
表示残余应变为0.2%时的应力,即铝合金名义屈服强度; 表示极限抗拉强度;材料在弹性变形阶段,其应力和应变成正比例关系(即符合胡克定律),其比例系数称为弹性模量[8] 。
表示极限抗拉强度;材料在弹性变形阶段,其应力和应变成正比例关系(即符合胡克定律),其比例系数称为弹性模量[8] 。
 (a)
(a) (b)
(b) (c)
(c)
Figure 1. Diagram: dimension of the specimens: (a) Specimen of material properties; (b) Specimen of butt welding; (c) Specimen of fillet welding
图1. 试件尺寸图:(a)材性试件;(b)对接焊缝试件;(c)端焊缝试件

Figure 2. Diagram: position of the strain gauges
图2. 应变测点布置图

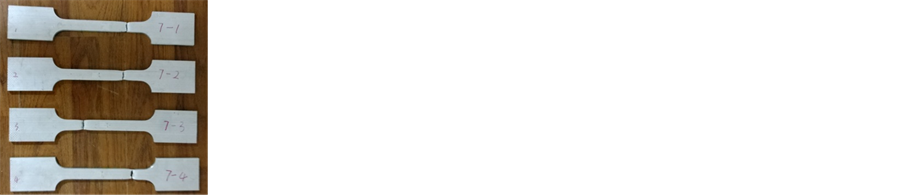
Figure 3. Photos: the specimens (6061-T5) after experiment
图3. 6061-T5铝合金材性及对接焊缝试件破坏图
实测应力–应变曲线及荷载–位移曲线见图4~图7,试验中同组不同试件对应测点的应力–应变曲线均较为吻合,因此下图中仅举例说明,不全部列出。
根据焊接前后应力–应变曲线的对比图可以发现:
从图6可以看出,热影响区材料最早进入非弹性段,因此焊接后铝合金强度有显著降低,塑性段弹性模量变大。即由于焊接过程热量的输入,消去了部分热处理对材料性能的影响,使热影响区强度降低,

Table 1. Experiment results of the 6061-T5 aluminum alloy
表1. 6061-T5铝合金材性试验结果
注:1. 试件7-1~7-4为材性试件,试件DJ-7-1~DJ-7-4为对接焊缝试件;2. “试验机”结果为通过万能试验机实测荷载及引伸计值计算得到;“采集仪”数据为通过应变采集仪实测荷载及应变值计算得到。
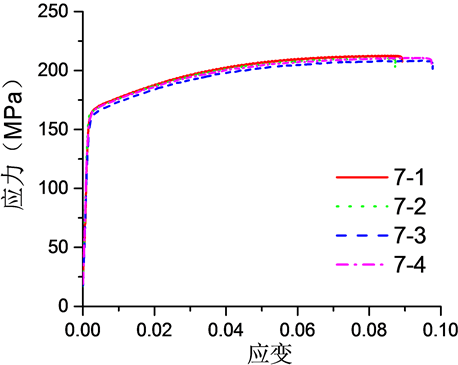
Figure 4. Curve: stress-strain of 7-1 - 7-4
图4. 7-1~7-4应力–应变曲线
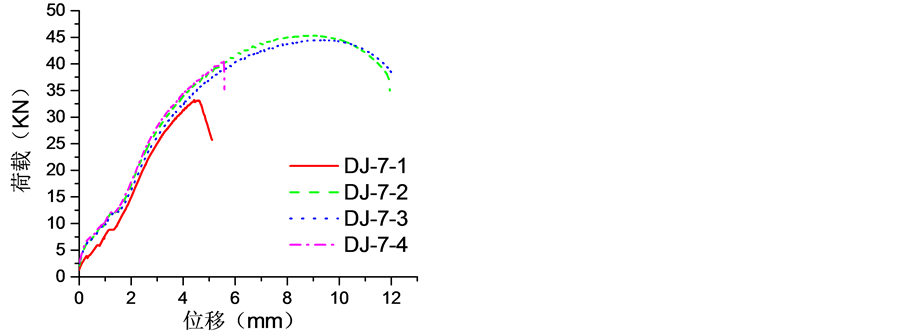
Figure 5. Curve: load-displacement of DJ-7-1 - DJ-7-4
图5. DJ-7-1~DJ-7-4荷载–位移曲线
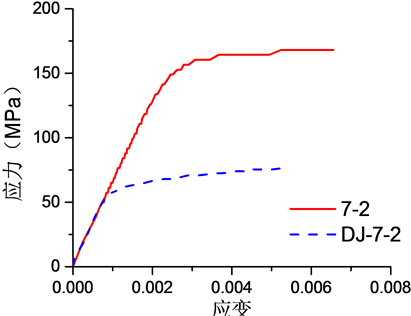
Figure 6. Contrast of curve for stress-strain between welding and integrated specimen
图6. 焊接前后应力–应变曲线对比

Figure 7. Curve for stress-strain of different areas in DJ-7-2
图7. DJ-7-2各区域应力–应变曲线
延性变好。
对于焊接试件,当破坏发生于热影响区时均有较长屈服段,呈延性破坏;而当破坏发生于焊缝区时,破坏前无明显征兆,呈脆性破坏。因此实际设计时,应避免焊缝强度起控制作用(图3及图5)。
当采用TIG焊接方法和4043焊丝时,在保证焊接质量的前提下,对于6061-T5铝合金,母材强度 > 焊缝强度 > 热影响区强度(图7),满足焊缝设计原则。
6061-T6铝合金材性及焊接材性的试件破坏情况见图8。
由图8可以发现:该组对接焊缝试件破坏均发生于焊缝处,断口无颈缩,呈脆性破坏。此外焊缝断口处有不同程度的气泡,焊缝极限强度主要与焊接质量有关。
6061-T6铝合金的材性试验及对接焊缝拉伸试验的结果见表2。
实测应力–应变曲线见图9~图12,和第2节相同,仅举例说明。
根据焊接前后应力应变曲线对比图可以发现:
6061-T6铝合金焊接后铝合金强度有显著降低,塑性段弹性模量变大(图11),与6061-T5结论一致。
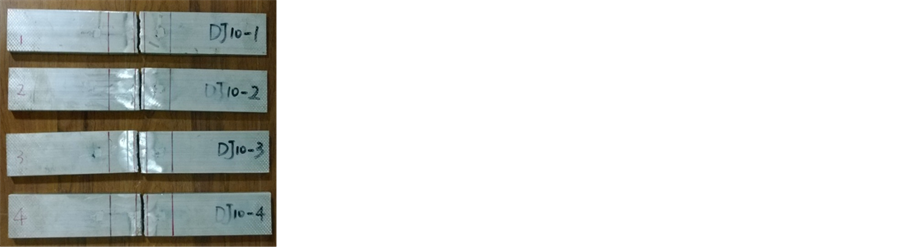
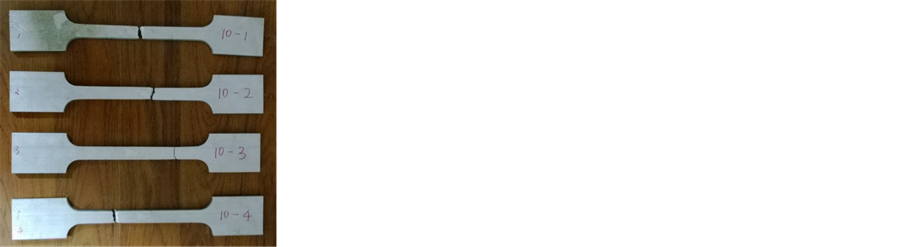
Figure 8. Photos: the specimens (6061-T6) after experiment
图8. 6061-T6铝合金材性及对接焊缝试件破坏图
Table 2. Experiment results of the 6061-T6 aluminum alloy
表2. 6061-T6铝合金材性试验结果
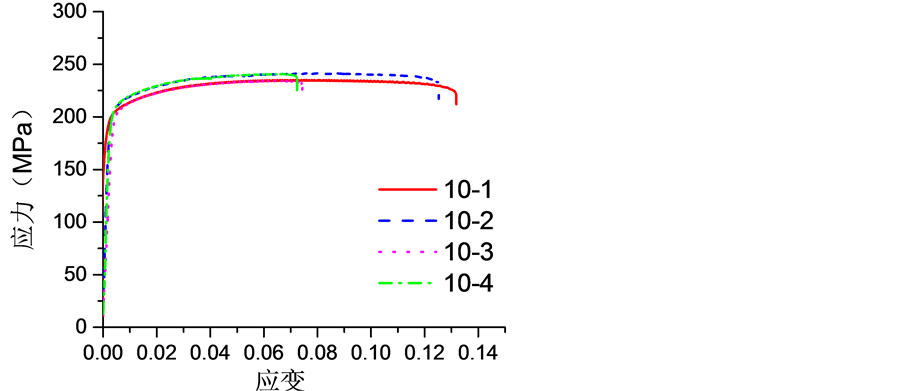
Figure 9. Curve: stress-strain of 10-1 - 10-4
图9. 10-1~10-4应力–应变曲线
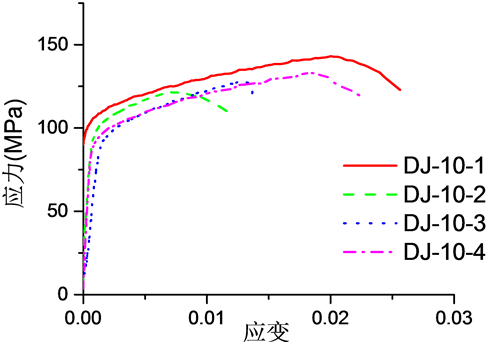
Figure 10. Curve: stress-strain of DJ 10-1 - DJ-10-4
图10. DJ-10-1~DJ-10-4应力–应变曲线
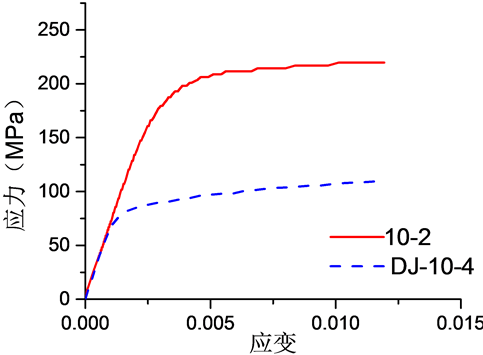
Figure 11. Contrast of curve for stress-strain between welding and integrated specimen
图11. 焊接前后应力–应变曲线对比
从图12可以看出焊缝区最早进入非弹性段,因此对于6061-T6铝合金,母材强度>热影响区强度>焊缝强度(图12),因此在实际应用时,应避免使用TIG焊或4043焊丝。
根据两种铝合金对接焊缝试件破坏情况发现,对于TIG手工焊接试件,焊缝处容易产生气泡或裂纹,导致焊缝不能达到设计强度,实际应用时应注意焊缝质量的控制。
根据以上试验结果可以发现,铝合金焊接后强度有明显降低,将以上试验值中误差较大值舍去,将结果整理归纳见表3。
分析以上试验结果,还可得到以下现象或结论:
(1) 相同标号铝合金采用不同热处理方式,其力学性能有显著差异,当通过热处理提高铝合金强度时也将降低其延性。这体现在应力–应变曲线中的塑性部分,6061-T6铝合金比6061-T5铝合金要更为平缓。
(2) 焊接后铝合金强度有显著降低,塑性段曲线变陡。即由于焊接过程热量的输入,消去了部分热处理对材料性能的影响,使热影响区强度降低,延性变好。
(3) 对于焊接试件,当破坏发生于热影响区时均有较长屈服段,呈延性破坏;而当破坏发生于焊缝区时,破坏前无明显征兆,呈脆性破坏。因此实际设计时,应避免焊缝强度起控制作用。
(4) 当采用TIG焊接方法,4043焊丝时,对于6061-T5铝合金,母材强度 > 焊缝强度 > 热影响区强度,满足焊缝设计原则;对于6061-T6铝合金,母材强度 > 热影响区强度 > 焊缝强度,因此可以认

Figure 12. Curve for stress-strain of different areas in DJ-10-2
图12. DJ-10-2各区域应力–应变曲线
Table 3. Experimental results of integrated specimen and welding specimen
表3. 材性试验及焊缝拉伸试验结果
为文中焊接方法不适用于6061-T6铝合金。
- [1] Mazzonlani, F.M., 著, 谭梅祝, 译 (1992) 铝合金结构. 冶金工业出版社, 北京.
- [2] 吴芸 (2007) 焊接铝合金结构构件的理论和试验研究. 同济大学, 上海.
- [3] 顾曾迪, 等 (1987) 有色金属焊接. 机械工业出版社, 北京.
- [4] 中华人民共和国国家标准 (2008) 铝及铝合金焊丝. GB/T 10858-2008.
- [5] 中华人民共和国国家标准 (2007) 铝合金结构设计规范. GB 50429-2007.
- [6] 张其林, 季俊, 等 (2009) 《铝合金结构设计规范》的若干重要概念和研究依据. 建筑结构学报, 5, 1-12.
- [7] 中华人民共和国国家标准 (2010) 金属材料室温拉伸试验方法. GB/T 228-2010.
- [8] 孙训方, 方孝淑, 等 (2001) 材料力学. 高等教育出版社, 北京.