Metallurgical Engineering
Vol.04 No.02(2017), Article ID:20959,5
pages
10.12677/MEng.2017.42014
The Application of the Oxygen Enrichment of Blending in the Cold Rolled Galvanized Continuous Annealing Furnace
Lekang Hu, Xintao Fu
Cold Rolling Mill Branch, Xinjiang Bayi Iron and Steel Co., Ltd., Urumqi Xinjiang

Received: May 17th, 2017; accepted: Jun. 11th, 2017; published: Jun. 14th, 2017

ABSTRACT
The original yearly capacity of the cold rolled galvanized continuous annealing furnace in Bagang is 150,000 tons of steel. With the increasing market demand, this capacity cannot meet the need. Applying the new technology of burning with enriched oxygen to the cold rolled galvanized continuous annealing furnace obtains a good effect. The present annual capacity of annealing furnace has been increased to 180,000 tons.
Keywords:Burning with Enriched Oxygen, Continuous Annealing Furnace, Increased Percentage of Oxygen, Caloric Value
富氧掺烧在镀锌连续退火炉上的应用
胡乐康,符新涛
新疆八一钢铁股份公司轧钢厂冷轧分厂,新疆 乌鲁木齐
收稿日期:2017年5月17日;录用日期:2017年6月11日;发布日期:2017年6月14日

摘 要
八钢冷轧镀锌连续退火炉年设计产能15万吨,由于市场需求量增大,产能已不能满足市场需求,将富氧掺烧新技术应用到镀锌连续退火炉中取得了良好效果,目前退火炉已具备年产18万吨钢的能力。
关键词 :富氧掺烧,连续退火炉,掺氧量,热值

Copyright © 2017 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 前言
2015年在混合煤气热值为2200 kcal/m³情况下八钢冷轧镀锌连续退火炉平均日产450 t,2016年为了达到日产520 t所需煤气热值为2600~2800 kcal/m³,而煤气站混合煤气热值为2200 kcal/m³,为了满足冷轧连续退火炉需求,煤气站需单独为冷轧区域增开一台风机,为了优化煤气加压机运行方式,降低煤气系统运行成本,采用富氧掺烧新技术,镀锌连续退火炉使用2200 kcal/m³煤气热值也能满足生产需求。
2. 富氧掺烧分析
2.1. 富氧燃烧可相应减少助燃空气量、燃气量及烟气量(见图1)
助燃空气量、燃气量及烟气量随富氧率的变化关系如图所示。从图中可以看出,助燃空气量和烟气量随富氧率的增加而大幅度减少,燃气量随富氧率的增加也有所降低。
在助燃空气中如增加1%的氧气,则相应减少4%的氮气。如按体积比4%富氧,则助燃空气中氮气减少16%。
富氧后烟气量减少15%,根据热平衡测试,因烟气产生的热损失为30%,则减少热损失为15% × 30% = 4.5%。另外,从图1可知,当富氧浓度为25%时,燃气量相应减少6%左右,因此,当富氧浓度为25%时,加热率热效率可提高10%左右。
另外,当富氧浓度为25%时,因为助燃空气量和烟气量的减少,可相应减少风机动力消耗,节约电能。
2.2. 富氧燃烧可提高理论燃烧温度,强化换热,提高产能
2.2.1. 提高理论燃烧温度
燃烧体系的理论燃烧温度计算公式 [1] :
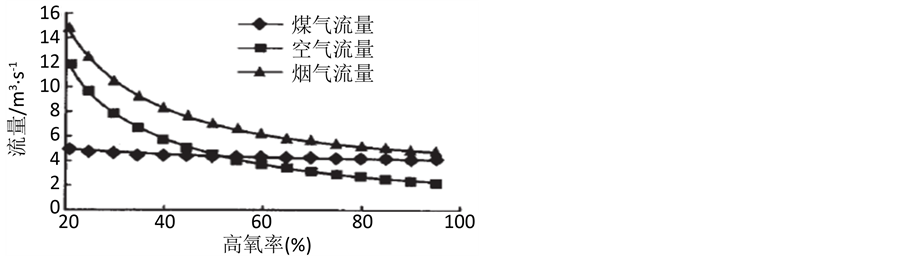
Figure 1. Variation rule of coal gas, air, flue gas flow with oxygen enrichment
图1. 煤气、空气、烟气流量随富氧率变化规律
式中:Q低——为燃料的低位发热值;Q空——助燃空气物理热;Q燃——燃料物理热;Q分——燃料分解热;VN——为燃料燃烧后产生的气体;C产——为燃烧气体的比热。
因氮气量减少,空气量及烟气量均显著减少。从上述公式可见,烟气量的下降,必然使燃烧体系中温度上升,从而更有利于燃烧反应的进行。故火焰温度随着燃烧空气中氧气比例的增加而显著提高。
根据以上公式,原助燃空气理论燃烧温度tr1 = 1705℃,富氧4%后tr2 = 1958℃;原炉气平均温度T01 = 1174℃,富氧后T02 = 1264℃。
2.2.2. 强化换热
在燃烧产物中,主要的辐射性气体是CO2和H2O,富氧燃烧可以提高燃烧产物中辐射性气体的含量,增强炉气的辐射能力,强化炉膛辐射换热。
辐射给热系数 [1]
[1]
以上式中,空气比热为0.322,燃烧产物比热为0.369; 为烟气出炉温度;
为烟气出炉温度; 为综合辐射系数;
为综合辐射系数; 为钢坯表面平均温度。
为钢坯表面平均温度。
2.2.3. 缩短换热时间,提高产能
加热时间τ与 成正比 [1] 。计算可知,
成正比 [1] 。计算可知, 。
。
2.3. 混合煤气富氧掺烧计算
煤气热值取2100 Kcal/m3即8778 KJ/m3,台时产量为16.67 t/h,日产能450.09 t。
1) 计算未富氧前空气消耗量 [1]
 。
。
2) 富氧后单位空气消耗量(掺6%氧气) [1]

3) 富氧后单位燃烧生成气量 [1]

4) 未富氧前单位燃烧生成气量 [1]

5) 富氧理论燃烧温度 [1]

6)未富氧理论燃烧温度 [1]

7) 提高热效率

8) 理论富氧燃烧后日产能

2.4. 富氧燃烧对于镀锌退火炉的不利因素
1) 镀锌退火炉为全辐射管间接加热炉,辐射管材质ZG4Cr28NI48W5Si,正常使用温度为1300℃~ 1350℃,富氧燃烧后火焰温度达到1477℃,对辐射管寿命可能造成降低。
2) 富氧掺烧技术通入氧气的流量、压力必须与助燃风机的流量、压力进行连锁控制,否则有烧损辐射管、助燃风机自燃的风险。
3. 富氧掺烧实施
1) 管道由冷轧助燃加热炉风机房外DN70氧气主管接入,接入管径为DN50;
2) 氧气管道减压后经调节阀调节流量后接入加热炉助燃风管。
3) 在助燃风机房内的管路上分别设置热电偶温度监测、流量监测、调节阀、减压阀、切断阀;
4) 切断阀与助燃风管压力连锁,当助燃风管内空气压力 < 500 Pa或风机跳停时关闭切断阀。
4. 富氧掺烧投用后效果
冷轧分厂镀锌连续退火炉2016年3月至7月使用煤气专线热值2800 kcal/m3的混合煤气,自2016年8月开始使用富氧,煤气热值为2400 kcal/m3;助燃空气中含氧量由20.9%控制在23%~24%之间。
4.1. 镀锌连续退火炉使用富氧的效果对比
4.1.1. 煤气消耗的变化(见表1)
2015年煤气消耗1.64 GJ/t,2016年3月至7月煤气消耗1.346 GJ/t。8月份富氧正式投用运行,富氧消耗9.5 m3/t;煤气消耗0.87 GJ/t。
煤气消耗降低:
4.1.2. 日产量的变化:
2016年3月至7月,平均日产量508吨,从2016年8月投用富氧后,平均日产量达到528吨,日产量提高(528-508)/508*100% = 3.94%。
综合上述因素:吨钢富氧使用9.5 m3/t (由于流量孔板选型不对,氧气计量按测量助燃空气氧含量计算所得),节余煤气率为35.5%;台时产量提高3.94%。
4.2. 通过富氧掺烧,降低了煤气消耗,日产量提高。效益显著(降低煤气后效益)
镀锌退火炉
提高了镀锌连续退火炉的热效率,为镀锌产能提高提供了有力保证。
4.3. 下一步计划
提高富氧比例由目前氧含量23%~24%之间提至24%~25%之间进行调试,进一步提高镀锌退火炉热效率。

Table 1. Galvanizing unit in 2016 monthly gas consumption statistics
表1. 镀锌机组2016年月煤气吨钢消耗统计
5. 结论
1) 富氧掺烧技术的实施,使镀锌机组年设计产能由15万吨提升至18万吨。
2) 富氧掺烧技术在国内首次应用在冷轧镀锌连续退火炉上,取得了良好的效果,值得推广。
文章引用
胡乐康,符新涛. 富氧掺烧在镀锌连续退火炉上的应用
The Application of the Oxygen Enrichment of Blending in the Cold Rolled Galvanized Continuous Annealing Furnace[J]. 冶金工程, 2017, 04(02): 97-101. http://dx.doi.org/10.12677/MEng.2017.42014
参考文献 (References)
- 1. 王秉铨, 主编. 工业炉设计手册[M]. 第2版. 北京: 机械工业出版社.