Hans Journal of Chemical Engineering and Technology
Vol.05 No.06(2015), Article ID:16377,11
pages
10.12677/HJCET.2015.56019
Application of Industrial Lipase in Wool Scouring
Meng Xiao, Guanchen Feng, Aiqin Hou
College of Chemistry, Chemical Engineering and Biotechnology, Donghua University, Shanghai

Received: Oct. 27th, 2015; accepted: Nov. 10th, 2015; published: Nov. 20th, 2015
Copyright © 2015 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
Industrial lipase was applied in raw wool scouring. The effects of many factors, such as enzyme dosage, temperature, pH, time and bath ratio, on the fat content of the scoured wool were investigated. The suitable parameters were obtained, including enzyme dosage 0.5%, pH 8.0, bath ratio 1:40, temperature 60˚C and time about 2 h. In order to improve the scouring effect, a suitable scouring accelerator, HM A-474B, was selected and compounded with the industrial lipase. It’s observed that the best ratio of lipase to HM A-474B was 1:2, and the optimum amount of this enzyme synergist in scouring was about 0.1 g/L.
Keywords:Scouring, Industrial Lipase, Fat Content, Enzyme Synergist

工业脂肪酶在洗毛中的应用
肖蒙,冯冠晨,侯爱芹
东华大学化学化工与生物学院,上海

收稿日期:2015年10月27日;录用日期:2015年11月10日;发布日期:2015年11月20日

摘 要
将工业脂肪酶应用于原毛洗毛,通过单因素实验探究了酶用量、温度、pH值、时间及浴比等因素对洗净毛含脂率的影响。获得合适的洗毛工艺参数为:酶用量在0.5%左右,pH值在8.0左右,浴比1:40左右,温度在60℃左右,时间2 h左右。还筛选出合适的洗毛促进剂与工业脂肪酶进行复配,以改善洗毛效果,工业脂肪酶与促进剂HM A-474B的最佳配比为1:2,对于以该比例配制的酶制剂,洗毛时的最佳用量在0.1 g/L左右。
关键词 :洗毛,工业脂肪酶,含脂率,酶制剂

1. 引言
作为一种重要的天然纺织原料,羊毛具有弹性佳、保暖性能好、吸湿性优等优良的服用性能,在高级服用织物、工业材料以及各类装饰品中均有广泛的应用。原毛纤维中含有大量杂质,包括羊毛脂、羊汗、尘土及草杂等,这些杂质约占羊毛所含杂质的60%。洗净毛是毛纺产品的基础,洗毛质量的好坏直接影响后道加工。而洗毛的关键是去除羊毛脂,因为羊汗可溶于水,当羊毛脂去除时,粘附在其上的砂土污垢也会从羊毛上脱离。目前,国内外主要采用化学方法洗毛,此方法存在洗后羊毛表面化学残留多、洗毛废水中羊毛脂再回收利用率低、洗毛废水环境污染严重等问题。
脂肪酶(Lipase, EC3.l.l.3)广泛存在于动植物和微生物体内 [1] 。作为一种作用条件温和、高选择性和专一性、环境友好且能循环利用的生物催化剂,脂肪酶具有其独特的性质,它能催化天然底物油脂(甘油三酯)水解,产生脂肪酸和甘油 [2] 。工业脂肪酶与其它酯酶所不同的是在反应中不需要“油水界面”,在水相或有机相中就能直接参与反应,大大扩展了其应用的范围。
近年来,Monlleo D等 [3] 用商品脂肪酶处理羊毛纤维,并研究了处理后的羊毛纤维的物理和化学变化。EI-Sayed H等 [4] 研究了酶处理工艺对于提高羊毛防毡缩性的作用。樊增禄等 [5] 尝试用脂肪酶处理羊毛,结果表明脂肪酶对羊毛的染色性没有影响。黄玉丽等 [6] 的研究则表明,脂肪酶可以有效去除羊毛表面的类脂层,从而有利于进一步用蛋白酶处理。王丽丽 [7] 等基于生物酶洗毛技术研究探讨了生物酶在洗毛中的研究及应用最新进展,指出生物酶处理工艺在节能环保清洁生产、提高产品附加值方面具有明显优势。但生物酶洗毛技术仍处于研究阶段,脂肪酶单独用于洗毛工艺效果也不是很明显,通常需要与其他合成洗涤剂一起使用达到洗净毛的目的。因此,寻找有效且具有针对性的脂肪酶仍是生物酶洗毛的一项迫切任务。工业脂肪酶可以水解各种可溶性酯、不溶性甘油三酯,且与其它酯酶不同,它在反应中不需要“油水界面”,在水相或有机相中就能直接参与反应。因此,本文将工业脂肪酶应用于洗毛试验研究,并对洗毛工艺进行一系列探讨。
2. 实验部分
2.1. 实验材料与试剂
澳大利亚进口原毛(江苏阳光集团),工业脂肪酶(一鸣生物制品有限公司),聚乙烯醇(分子量1750 ± 50,AR级),橄榄油(CP级,国药集团化学试剂有限公司),酚酞(Ind,国药集团化学试剂有限公司),磷酸二氢钠(AR级,平湖化工试剂厂),十二水合磷酸氢二钠(AR级,平湖化工试剂厂),氢氧化钠(AR级,平湖化工试剂厂),无水乙醇(AR级,上海云丽经贸有限公司),石油醚(AR级,上海云丽经贸有限公司),非离子型表面活性剂JFC(工业级),阳离子表面活性剂1227 (工业级), 阴离子型表面活性剂Reax LS (工业级),阴离子型表面活性剂HM A-474B (工业级), 阴离子型表面活性剂HM SFA (工业级)。
2.2. 实验仪器
PHSJ-4A型实验室pH计(上海精科),Cy-26型不锈钢数控水浴锅(上海持盈化工仪器科技有限公司),DF-101S集热式恒温加热磁力搅拌器(巩义市予华仪器有限责任公司),RW20型电动搅拌器(艾卡仪器设备有限公司),RY-25012常温型染样机(上海龙灵电子科技有限公司),101-2型干燥箱(中华人民共和国上海市实验仪器总厂),WSB-3A智能式数字白度计(温州大荣纺织仪器有限公司)。
2.3. 实验方法
2.3.1. 工业脂肪酶活力测定(酸碱滴定法)
1) 原理
脂肪酶在一定条件下,能使甘油三酯水解成脂肪酸、甘油二酯、甘油单酯和甘油,所释放的脂肪酸可用标准碱溶液进行中和滴定,用pH计或酚酞指示剂指示反应终点,根据消耗的碱量,计算脂肪酶的活力 [8] 。
反应式为式(1):
 (1)
(1)
2) 脂肪酶活力测定
脂肪酶的活力以脂肪酶活力单位表示。定义为:1 g固体酶粉(或1 mL液体酶),在一定温度和pH值条件下,1 min水解底物产生1 μmol的可滴定的脂肪酸,即为1个酶活力单位,以U/g (U/mL)表示。
取两个100 mL三角瓶,分别于空白瓶(A)和样品瓶(B)中各加入橄榄油乳化液底物溶液4.00 mL和0.025 mol/L的磷酸缓冲液5.00 mL,再于A瓶中加入95%乙醇15.0 mL,于40℃ ± 0.2℃水浴中预热5 min,然后于A、B瓶中各加待测酶液1.00 mL,立即混匀计时,准确反应15 min后,于B瓶中立即补加95%乙醇15.0 mL终止反应,取出。
于空白和样品溶液中各加酚酞指示剂2滴,用0.05 mol/L氢氧化钠标准溶液滴定,直至微红色并保持30 s不褪为滴定终点,记录消耗氢氧化钠标准溶液的体积。
用式(2)计算酶活:
 (2)
(2)
式中:X——样品的酶活力,U/mL;
B——滴定样品时消耗的氢氧化钠标准溶液体积,mL;
A——滴定空白样时消耗的氢氧化钠标准溶液体积,mL;
c——氢氧化钠标准溶液浓度,单位为mol/L;
0.05——氢氧化钠标准溶液浓度换算系数;
50~0.05 mol/L氢氧化钠溶液1.00 mL相当于脂肪酸50 μmol;
 ——反应时间15 min,以1 min计;
——反应时间15 min,以1 min计;
n——样品的稀释倍数。
2.3.2. 工业脂肪酶在洗毛中的应用
洗毛工艺模拟工厂四槽洗毛工艺,各槽配置分别为:第一槽为浸润槽,第二槽为洗涤槽,第三、四槽为漂洗槽。其工艺流程制定如下:原毛→开松→清水洗涤(一槽)→加酶洗涤(二槽)→漂洗(三槽)→漂洗(四槽)→烘干。利用机械振荡施与羊毛机械作用,并在羊毛从一个洗槽中取出时立即挤干。为提高一槽去杂效果,一槽羊毛浸润温度为58℃。三、四槽漂洗温度分别为56℃、54℃左右。二槽洗毛温度按具体工艺要求调节。
1) 可行性探究
分别用去离子水、缓冲溶液及酶液配制洗毛工作液,在相同工艺条件下,以前两者作对比,探究将工业脂肪酶应用于洗毛试验的可行性。
2) 单因素实验
影响生物酶洗毛的主要因素有温度、pH值、浴比、时间及酶用量等五个因素。
酶用量:pH值7.0,浴比1:35,工业脂肪酶的用量分别为0%、0.005%、0.01%、0.05%、0.1%、0.5%、1%、2%、5%,60℃洗毛2 h,测洗净毛含脂率。
温度:酶用量5%,pH值7.0,浴比1:35,温度分别为30℃、40℃、50℃、60℃、70℃、80℃,洗毛2 h,测洗净毛含脂率。
pH值:酶用量5%,浴比1:35,缓冲液初始pH值分别为6.0℃、7.0℃、7.5℃、8.0℃、8.5℃、9.0℃、10.0,60℃洗毛2 h,测洗净毛含脂率。
时间:酶用量5%,pH值7.0,浴比1:35,温度60 ℃,洗毛时间分别为:0.5 h、1 h、1.5 h、2 h、4 h、6 h、8 h、10 h、12 h,测洗净毛含脂率。
浴比:酶用量5%,pH值7.0,浴比分别为1:20、1:30、1:35、1:40、1:45、1:50、1:60、1:70、1:80、1:100,60℃洗毛2 h,测洗净毛含脂率。
3) 酶制剂的复配
首先通过洗毛试验筛选出合适的表面活性剂作为酶洗毛的促进剂,并与工业脂肪酶进行复配,然后探究酶与促进剂的最佳配比例,以及酶制剂的最佳洗毛用量。
a) 筛选合适的促进剂
选用了5种不同类型的表面活性剂,如Reax LS (阴离子型)、HM A-474B (阴离子型)、HM SFA (阴离子型)、1227 (阳离子型)和渗透剂JFC,分别将5种表面活性剂与工业脂肪酶复配之后对原毛进行洗毛,从失重率、洗净毛白度及洗净毛含脂率等方面对洗毛效果进行评价,通过洗毛效果的比较筛选出合适的促进剂。
b) 酶与促进剂的复配比例
以工业脂肪酶加促进剂为研究对象,在工业脂肪酶与促进剂的比例分别为1:0、5:1、3:1、2:1、1:1、1:2、1:3、1:5、0:1,酶制剂用量为1 g/L的情况下,通过洗毛效果的比较探索二者的最佳复配比例。
c) 酶制剂的最佳洗毛用量
以酶与促进剂最佳比例配制酶制剂,酶制剂的用量分别为0、0.005 g/L、0.01 g/L、0.05 g/L、0.1 g/L、0.5 g/L、1 g/L、2 g/L、5 g/L,通过洗毛效果的比较探究酶制剂洗毛的合适用量。
2.3.3. 洗毛效果评价
1) 失重率测试
酶处理前后,羊毛纤维的恒干重分别记为W1和W2 (精确至0.0001 g),按式(3)计算羊毛纤维的失重率:
 (3)
(3)
2) 洗净毛白度测试
将洗净毛用手扯成基本平行、厚薄均匀、一定宽度的毛层,于WSB-3A型智能式数字白度计上分别测试五个不同部位的白度值,并以五个白度值的平均值作为洗净毛的白度。
3) 洗净毛含脂率测试 [9]
根据GB/T6977-1986中洗净毛含油脂率的测试方法测定洗净毛的含脂率。
按式(4)计算洗净毛含脂率:
 (4)
(4)
3. 结果与讨论
3.1. 工业脂肪酶活力测定
在工业脂肪酶活力测定过程中,稀释倍数是一个值得注意的问题,只有在合适的稀释倍数下测定,才能得到可靠的酶活 [10] 。不同稀释倍数下工业脂肪酶的活力如图1所示。
由图1可以看出,稀释倍数在500以内时,随着稀释倍数的增大,测得的酶活先增大后减小,当稀释倍数为200时,酶活达到最大。可能是由于,稀释倍数在200以下时,酶的浓度始终相对底物太大,底物可全部被水解,在这种情况下,稀释倍数越大,其酶活越高;稀释倍数大于200时,酶的浓度相对底物太小,底物不能全部被水解,在这种情况下,稀释倍数增大,其酶活降低,当稀释倍数进一步增大,由于稀释倍数太大,滴定误差较大(样品与空白样耗碱量的差值为在1~2 mL之间时滴定结果较准确)。故测定酶活时,酶液最佳稀释倍数应在200倍左右,该倍数下测得工业脂肪酶的活力在500.0 U/mL左右。
3.2. 工业脂肪酶应用于洗毛可行性探究
工业脂肪酶用量4%,浴比1:35,60℃洗毛2 h,比较对比样0 (去离子水洗毛)、对比样1 (pH值7.0缓冲液洗毛)及样品2 (pH值7.0的酶液洗毛)毛样的外观及手感,并测定三者的含脂率,结果分别如图2及表1所示。
图2中从左到右依次为洗毛后的对比样0 (去离子水洗毛)、对比样1 (缓冲液洗毛)和样品2 (酶液洗毛)毛样。由图2可以看出,毛样白度由高到低顺序:样品(米白色) > 对比样1 (灰白色) > 对比样0 (灰褐色);毛样手感:对比样0很黏腻,对比样1有点黏手,样品基本不黏手。
由表1可以看出,采用工业脂肪酶洗毛前后毛样含脂率由13.63%降低至1.91%,说明工业脂肪酶用于原毛洗毛可以降低羊毛含脂率。
综上所述,工业脂肪酶可以用于原毛洗毛试验,从而获得手感及白度较好、含脂率较低的洗净毛。
3.3. 工业脂肪酶在洗毛中的应用性能研究
工业脂肪酶在洗毛的过程中,酶的用量、洗毛温度、体系的pH值、时间及浴比对洗毛效果都会产生一定的影响,因此,系统研究这些因素对洗毛效果的影响,以获得合适的洗毛工艺条件。
3.3.1. 酶用量
pH值7.0,浴比1:35,工业脂肪酶的用量分别为0%、0.005%、0.01%、0.05%、0.1%、0.5%、1%、2%、5%,60℃洗毛2 h,测洗净毛含脂率,结果如图3所示。
由图3可以看出,随着酶用量的增大,洗净毛含脂率逐渐减小,当酶用量大于0.5%之后,随着工业脂肪酶用量的继续增加,洗净毛含脂率虽然有一定程度的减小但趋势变缓,因此,采用工业脂肪酶洗毛时合适的用量为0.5%左右。
3.3.2. 洗毛温度
酶用量0.5%,pH值7.0,浴比1:35,温度分别为30℃、40℃、50℃、60℃、70℃、80℃,洗毛2 h,测洗净毛的含脂率,结果如图4所示。

Figure 1. Effect of dilution factor on the enzyme activity
图1. 稀释倍数对酶活的影响
 0# 1# 2#
0# 1# 2#
Figure 2. Scoured wool samples
图2. 洗净毛毛样
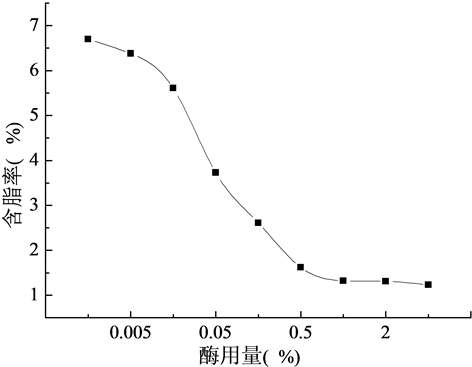
Figure 3. Effect of enzyme consumption on the fat content
图3. 酶用量对洗净毛含脂率的影响

Table 1. The fat content of three scoured wool samples
表1. 三种毛样含脂率
由图4可以看出,随着洗毛温度的升高,洗净毛的含脂率先减小后增大,当温度为60℃时,洗净毛含脂率最小,这是因为在最适温度以下时,随着温度的升高,酶活性增大,当达到最适温度以后,随着温度进一步升高,酶逐渐失活,活性降低,因此,合适的洗毛温度在60℃左右。
3.3.3. 洗毛体系的pH值
洗毛体系的pH值通常会对原毛纤维上油脂的去除产生较大的影响。酶用量0.5%,洗毛温度60℃,浴比1:35,改变缓冲液的pH值,分别为6.0、7.0、7.5、8.0、8.5、9.0、10.0,洗毛2 h,测洗净毛的含脂率,结果如图5所示。
由图5可以看出,随着洗毛pH值的增大,洗净毛的含脂率逐渐减小,当pH值达8.0之后,洗净毛含脂率虽有一定的减小但减小的趋势较缓慢。这是由于工业脂肪酶的适用pH值范围较广,在pH4~12条件下均能保留大量活性,洗毛pH值大于8.0之后,油脂在碱性条件下容易去除。但是,pH值太大,羊毛纤维会受到损伤 [11] ,因此,对于洗毛体系合适的洗毛pH值在8.0左右。
3.3.4. 洗毛时间
酶用量0.5%,温度60℃,pH值7.0,浴比1:35,洗毛时间分别为:0.5、1、1.5、2、4、6、8、10、12 h,洗毛后测洗净毛的含脂率,结果如图6所示。
由图6可以看出,随着洗毛时间的延长,洗净毛含脂率逐渐降低,当洗毛时间大于2 h之后,洗净毛含脂率虽有一定降低但趋势变缓,综合考虑生产成本及周期等因素,选择合适的洗毛时间为2 h。
3.3.5. 洗毛浴比
酶用量0.5%,温度60℃,pH值7.0,浴比分别为1:20、1:30、1:35、1:40、1:45、1:50、1:60、1:70、1:80、1:100,洗毛2 h,洗毛后测洗净毛的含脂率,结果如图7所示。
由图7可以看出,随着洗毛浴比的增大,洗净毛的含脂率逐渐降低,但是当浴比大于1:40之后,洗净毛含脂率虽然有一定程度的减小但趋势变缓,且浴比增大酶的用量也会加大,综合考虑节水节能及废水处理负荷等因素,确定适宜的洗毛浴比为1:40左右。
3.4. 酶制剂的复配
生物酶催化反应具有高度的专一性,但是为了提高工业脂肪酶的应用性能,添加不同类型的表面活

Figure 4. Effect of temperature on the fat content
图4. 洗毛温度对洗净毛含脂率的影响
性剂,研究其对洗毛效果的影响,以获得合适的酶促进剂,从而制备出合适的酶制剂。
3.4.1. 筛选合适的促进剂
由于工业脂肪酶单独用于洗毛时,效果并不显著,因此,考虑将其与表面活性剂复配以改善洗毛效果。
选用了5种不同类型的表面活性剂,如Reax LS (阴离子型)、HM A-474B (阴离子型)、HM SFA (阴离子型)、1227 (阳离子型)和渗透剂JFC,分别将5种表面活性剂与工业脂肪酶复配之后对原毛进行洗毛,从失重率、洗净毛白度及洗净毛含脂率等方面对洗毛效果进行评价,通过洗毛效果的比较筛选出合适的促进剂。
分别将5种表面活性剂与工业脂肪酶复配用于原毛洗毛,酶用量1%,表面活性剂的浓度为1%,pH值7.5,浴比1:35,在60℃下洗毛2 h,测定毛样失重率、洗净毛含脂率及白度值,结果如表2所示。
由表2可以看出,在相同洗毛条件下,HM A-474B (阴离子型)与工业脂肪酶复配之后洗毛获得的毛样失重率最大,洗净毛白度最好,洗净毛含脂率最低。综合考虑毛样失重率、洗净毛白度及洗净毛含脂率三方面因素HM A-474B (阴离子型)与工业脂肪酶复配获得的洗毛效果最好,因此,选用表面活性剂

Figure 5. Effect of pH on the fat content
图5. pH值对洗净毛含脂率的影响

Figure 6. Effect of time on the fat content
图6. 洗毛时间对洗净毛含脂率的影响
HM A-474B (阴离子型)作为工业脂肪酶洗毛试验的促进剂。
3.4.2. 酶与促进剂的复配比例
酶制剂用量1 g/L,pH值7.5,浴比1:35,酶:HM A-474B分别为1:0、5:1、3:1、2:1、1:1、1:2、1:3、1:5、0:1,在60℃下洗毛2 h,洗毛后测洗净毛的含脂率,结果如图8所示。
Table 2. The weight-loss ratio, fat content and whiteness of various samples
表2. 毛样失重率、含脂率及白度值

Figure 7. Effect of liquid ratio on the fat content
图7. 浴比对洗净毛含脂率的影响
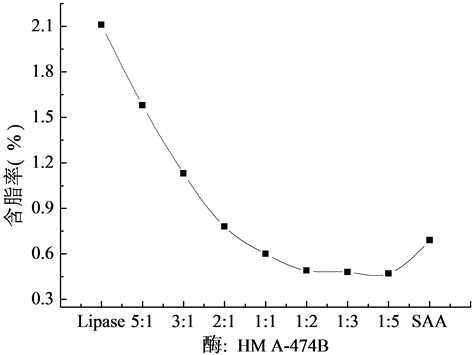
Figure 8. Effect of mixture ratio on the fat content
图8. 复配比例对洗净毛含脂率的影响

Figure 9. Effect of enzyme synergist consumption on the fat content
图9. 酶制剂的用量对洗净毛含脂率的影响
由图8可以看出,随着酶:HM A-474B值的减小,洗净毛含脂率呈先减小后增加的趋势,且当酶:HM A-474B达到1:2后洗净毛含脂率减小趋势变缓,因此,酶与促进剂(HM A-474B)的合适配比为1:2左右。
3.4.3. 酶制剂的合适用量
酶:HM A-474B为1:2,pH值7.5,浴比1:35,酶制剂用量分别为0、0.005、0.01、0.05、0.1、0.5、1、2、5 g/L,在60℃下洗毛2 h,洗毛后测洗净毛的含脂率,结果如图9所示。
由图9可以看出,随着酶制剂用量的增大,洗净毛含脂率逐渐减小,当酶制剂用量大于0.1 g/L之后,随着酶制剂用量的继续增大,洗净毛的含脂率几乎没有降低,因此,酶制剂洗毛时的合适用量为0.1 g/L左右。
4. 结论
1) 酸碱滴定法测定工业脂肪酶活力时,酶液最佳稀释倍数应在200倍左右,此倍数下测得工业脂肪酶的活力在500.0 U/mL左右。
2) 工业脂肪酶可以用于原毛洗毛,从而获得手感及白度较好、含脂率较低的洗净毛。
3) 合适洗毛工艺条件为,酶用量在0.5%左右,pH值在8.0左右,浴比在1:40左右,温度在60℃左右,时间2 h左右。
4) 酶制剂的复配试验中,酶与促进剂HM A-474B的最佳配比为1:2,以此比例复配的酶制剂,用量为0.1 g/L左右时可以获得较好的洗毛效果。
文章引用
肖 蒙,冯冠晨,侯爱芹. 工业脂肪酶在洗毛中的应用
Application of Industrial Lipase in Wool Scouring[J]. 化学工程与技术, 2015, 05(06): 125-135. http://dx.doi.org/10.12677/HJCET.2015.56019
参考文献 (References)
- 1. 宋欣. 微生物酶转化技术[M]. 北京: 化学工业出版社, 2004: 123.
- 2. 张树政. 酶制剂工业[M]. 北京: 科学出版社, 1984: 655-668.
- 3. Monlleo, D., Julia, M.R., Pinazo, A., et al. (1994) Use of Lipases for Wool Modification. Melliand Textilberichte International Textile Reports (German Edition), 75, 402-404.
- 4. Ei-Sayed, H., Hamed, R.R., Kantouch, A., et al. (2002) Enzyme-Based Felt Proofing of Wool. AATCC Review, 2, 25- 28.
- 5. 樊增禄, 戴瑾瑾, 朱泉. 酶对羊毛染色性能的影响[J]. 毛纺科技, 2001(3): 20-23.
- 6. 黄玉丽, 王宪迎, 王树兰. 羊毛生物防毡缩技术的研究[J]. 印染, 2004(6): 1-3.
- 7. 王丽丽. 基于生物酶洗毛技术研究[D]: [硕士学位论文]. 大连: 大连工业大学, 2010: 39-46.
- 8. 中华人民共和国轻工业部. QB/T1803-1993工业酶制剂通用试验方法[S]. 中华人民共和国轻工业部, 1993.
- 9. 国家标准局. GB6977-86洗净羊毛油、灰、杂含量试验方法[S]. 国家标准局, 1986.
- 10. 张娟, 王莹, 王博. 果胶酶活力与稀释倍数的测定与研究[J]. 陕西农业科学, 2009, 55(2): 54-56.
- 11. 廖青. 羊毛染色过程中的化学损伤与保护[J]. 北京服装学院学报, 2004(4): 1-8+21.