Mechanical Engineering and Technology
Vol.05 No.04(2016), Article ID:19383,5
pages
10.12677/MET.2016.54040
The Heat Formed Technology Research of Needle Punched Filter on New Style Heat Treatment
Xuemei Li
School of Mechanical Engineering, Baicheng Normal University, Baicheng Jilin
![]()
Received: Nov. 30th, 2016; accepted: Dec. 23rd, 2016; published: Dec. 27th, 2016
Copyright © 2016 by author and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
There are few stereotypes for high-quality filter felt in the market because the key technology and equipment are not mature enough. This paper compared the traditional way of heat treatment, developed a new type of the heat treatment technology and designed a new kind of the heat setting device. Compared to the traditional one, the results show that this heat-setting technology has greatly improved the filtering accuracy, washing-resistant strength and product qualification rate of needle punched filter felt.
Keywords:Heat Treatment Technology, Needled Punched Filter, Heat Setting Machine, Externally Heated Arc

基于新型热处理方式的针刺过滤毡热 定型技术研究
李雪梅
白城师范学院机械工程学院,吉林 白城

收稿日期:2016年11月30日;录用日期:2016年12月23日;发布日期:2016年12月27日

摘 要
市场上专用于高品质过滤毡的定型机很少,关键技术和设备不够成熟。本文对比传统的热处理方式,研发了一种新型热处理技术,并设计了热定型装置。对比实践结果表明,此热定型技术大大提高了针刺过滤毡的过滤精度、耐洗涤强度和产品合格率。
关键词 :热处理技术,针刺过滤毡,热定型机,加热弧

1. 引言
如今提质降耗、节能减排已成为企业赖以生存的基本条件,对过滤介质的需求日益凸现。国内只有少数企业生产高品质过滤毡,关键技术和设备还相对落后。目前国内外市场上普通定型机很多,专用于针刺过滤毡的热定型机很少 [1] 。且针刺过滤毡热处理方式普遍采用传统的立式和箱式结构,定型后的产品存在过滤精度低、拉力小、不耐洗涤和有微孔等诸多问题。基于以上考虑,研发了一种新型的热处理技术,并研制了一套挤压热定型装置。
2. 设计思想
系统采用一种新型的热处理方式,由热定型和挤压两个工序完成。热定型处理是在过滤毡的外表面放置了一个半圆形加热弧,弧内固定了多根远红外加热管;挤压处理是在缠绕过滤毡的主动辊上方放置了一个挤压辊,两者通过拉簧紧压连接 [2] 。热处理方式如图1所示。
3. 装置设计
3.1. 装置结构设计
针刺过滤毡热定型装置是由加热弧和过滤毡主动辊等构成 [3] ,工作特征是:过滤毡主动辊一侧的加热弧轨道车上面固定有加热弧,加热弧内侧有多根加热管;与加热弧的内弧对应的是过滤毡旋转其上的过滤毡主动辊;在过滤毡主动辊上面放有挤压辊,由拉簧径向拉力紧压在主动辊上;滤毡主动辊的另一侧有张力轨道车,张力轨道车上面有下移动张力辊和上移动张力辊;过滤毡主动辊和张力轨道车之间有固定架张力辊。针刺过滤毡热定型装置示意图如图2所示。
目前市场上的过滤毡规格很多,最大幅宽为3000 mm,所以设计时就以最大幅宽为标准,加热弧、加热弧轨道车、主动辊、挤压辊、张力辊和张力轨道车的长度均设计为3000 mm。
3.2. 加热弧
根据主动辊的直径和主动辊与加热弧的间距,加热弧直径设计为830 mm,长度为3000 mm。内弧采用TC4钛合金板,厚度2 mm,外弧为铁板,厚度2 mm。内弧固定有弧形加热管支架,支架上固定了10根远红外加热管,加热管接线柱连接耐高温阻燃的硅胶线,接至控制柜上。在内弧与外弧夹层内铺置珍珠岩保温材料。
3.3. 加热弧轨道车
加热弧体积大且重量大,与加热弧轨道车间的联接显得尤为关键。在设计中采用焊接的方式直接联
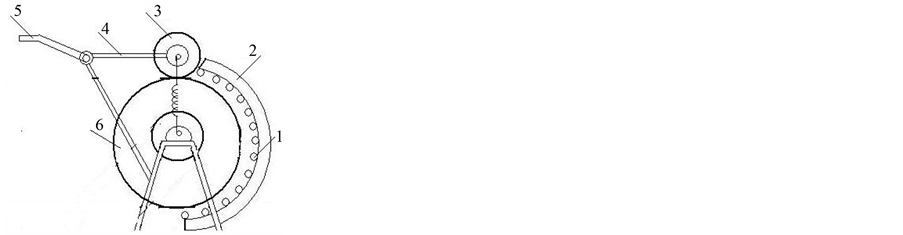 图中,1——加热管;2——加热弧;3——挤压辊;4——横杆;5——手柄;6——主动辊
图中,1——加热管;2——加热弧;3——挤压辊;4——横杆;5——手柄;6——主动辊
Figure 1. Heat treatment
图1. 热处理方式
![]() 1、2——移动张力辊;3——固定张力辊;4、12、15——电机及减速器;5——张力行车;6、17——轨道轮;7——过滤毡;8——手柄;9——横杆;10——挤压辊;11——主动辊;13——定型弧;14——加热管;16——定型行车
1、2——移动张力辊;3——固定张力辊;4、12、15——电机及减速器;5——张力行车;6、17——轨道轮;7——过滤毡;8——手柄;9——横杆;10——挤压辊;11——主动辊;13——定型弧;14——加热管;16——定型行车
Figure 2. Needle punched filter heat setting device schematic
图2. 针刺过滤毡热定型装置示意图
接。加热弧轨道车长度为3000 mm,如图3所示。在轨道车上放置电机,通过皮带连接减速机,减速机通过链条连接轨道轮,轨道轮在固定轨道上可以移动。电机采用Y90L-4型三相异步电动机,功率为1.5 KW;减速机27采用WD-102型蜗轮减速机,模数4,速比40:1,功率为1.5 KW [4] 。
3.4. 过滤毡主动辊
主动辊转速的快慢决定了过滤毡定型的轻重。根据工人操作的方便性和定型轻重的实践测试,主动辊直径选取为550 mm,长度为3000 mm。主动辊轴的轴承采用调心滚子轴承,轴承盒固定在地面 [5] 。在主动辊轴的一侧套有牙轮,通过链条和张紧轮与减速机相连。主动辊电机采用电磁调速方式,具有调速范围广、控制功率小和有速度负反馈等特点,这种调速能根据过滤毡的厚度相应地调节转速,有效地控制过滤毡定型的质量。电机选用YCT132-4B型电磁调速电机,功率为1.5 KW;减速机采用WD-102型蜗轮减速机。
3.5. 挤压辊
根据挤压达到的效果和装置的工艺要求,挤压辊直径选取为100 mm,长度为3000 mm,如图4所示。其作用是通过滤毡主动辊的相互挤压,使过滤毡厚度均匀且厚度小,表面没有微孔、透气均匀和过滤精度高。挤压辊放在过滤毡主动辊的上面,通过挤压辊轴的轴套下边缘的拉环,与主动辊轴承盒顶部的拉环经拉簧径向连接。挤压辊轴套的另一侧固定连接横杆,横杆与手压柄连接,用来抬起挤压辊以更换过滤毡。
![]()
Figure 3. Externally heated arc
图3. 加热弧
![]()
Figure 4. Squeezing roller
图4. 挤压辊
3.6. 固定架张力辊
根据固定支架的尺寸和厂房的实际情况,装置设有三个张力辊,直径为150 mm,长度3000 mm。其作用是使过滤毡在主动辊、固定架张力辊和上移动张力辊上缠绕和运转,以便加热管烘烤和挤压辊挤压。
3.7. 张力轨道车
张力轨道车长度为3000 mm。在轨道车上放置电机,通过皮带连接减速机,减速机通过链条连接轨道轮,轨道轮在固定轨道上可以移动。电机采用Y90L-4型三相异步电动机,功率为1.5 KW;减速机采用WD-102型蜗轮减速机。在轨道车上还固定了一个支架,支架上固定有上、下移动张力辊,其轴承采用调心球轴承。
3.8. 装置工艺流程
第一步:将加热弧内的加热管打开预热;
第二步:将所需定型的过滤毡缠绕在过滤毡主动辊和张力辊上;
第三步:开动过滤毡主动辊将速度调至设定值;
第四步:将加热弧开到距离过滤毡主动辊50 mm限定位置;
第五步:加热弧温度固定,定型轻重由过滤毡主动辊的速度调节,进行定型处理;
第六步:过滤毡一面定型完成后,退回加热弧,将过滤毡翻面再重复上述过程。

Table 1. 5 cm × 10 cm filter felt test results
表1. 5 cm × 10 cm过滤毡测试结果
4. 装置测试
采用强度测试仪检测过滤毡的拉断强力和拉断伸长,采用透气测试仪检测过滤毡的透气量,采用天平检测过滤毡每平方米重量。
测试时,取规格1100 g/m2复合过滤毡,室温20℃~24℃,湿度50%~80%,采取中等定型程度,定型温度为190℃,过滤毡主动辊速度7 r/min。取5 cm × 10 cm样品过滤毡测试结果见表1。
本设备生产的1100 g/m2型过滤毡与国内厦门滤材厂、国外日本东洋纺、意大利斯奈克等作对比,结果显示:该设备的断裂强度高于国内同类产品100%,高于国外产品17.6%;断裂伸长率低于国内同类产品69%,低于国外产品48%;透气率低于国内同类产品33%,低于国外产品13%;最大透过粒径低于国内38%,低于国外22.5%;使用周期高于国内4倍,与国外相同。同时,过滤毡表面光滑,无结焦、无浮毛、不缩水、不变形、不掉毛、耐洗涤、抱合力大。
5. 结论
1) 采用新型热处理方式的针刺过滤毡热定型技术,克服了传统热定型的缺陷,开辟了过滤毡热定型技术的新途径。同时使过滤毡过滤精度和产品合格率大幅提升。
2) 采用新型热处理方式制造的针刺过滤毡热定型机,经其定型后产品可达到国外同类产品的先进水平。
基金项目
吉林省教育厅“十三五”科学技术研究项目(吉教科合字[2016]第39号)。
文章引用
李雪梅. 基于新型热处理方式的针刺过滤毡热定型技术研究
The Heat Formed Technology Research of Needle Punched Filter on New Style Heat Treatment[J]. 机械工程与技术, 2016, 05(04): 329-333. http://dx.doi.org/10.12677/MET.2016.54040
参考文献 (References)
- 1. 曾林泉. 纺织品热定型整理原理及实践(2) [J]. 染整技术, 2012, 34(1): 5-9.
- 2. 郑君仪, 杨爱民. 关于热定型机加热方式的讨论[A]. 中国纺织工程学会、中国纺织科技暨人才服务战略联盟. “海大杯”第六届全国染整机电装备暨资源综合利用新技术研讨会论文集[C]. 中国纺织工程学会、中国纺织科技暨人才服务战略联盟, 2012: 3.
- 3. 关伟. DX5000定型机的工作原理与改进[J]. 科技传播, 2012(11): 110-111.
- 4. 谭宝成, 曾卉. 定型机拉幅控制系统研究[J]. 电子设计工程,2011, 19(23): 112-115.
- 5. 何利. 天津石化公司短丝装置紧张热定型机故障分析、处理与防止[J]. 化学工业, 2010, 28(8): 35-37.