Modern Management
Vol.08 No.01(2018), Article ID:23694,7
pages
10.12677/MM.2018.81006
The Optimization Research of Ore Yard of Baosteel
Song He, Jianqiu Ma
Production & Technology Department, Baoshan Iron & Steel Co., Ltd., Shanghai

Received: Jan. 16th, 2018; accepted: Jan. 31st, 2018; published: Feb. 7th, 2018

ABSTRACT
During the overhaul period of iron ore yard in Baosteel, the iron ore has complex sources, various kinds and large quantity. In order to ensure the stable production, the operating efficiency and the cost reduction, this passage analyzed the logistics balance of ore yard. Improvement measures were used to improve the management efficiency of ore yard, and save the cost.
Keywords:Raw Material Yard, Iron Ore, Logistics Optimization
宝钢矿石料场物流优化研究
何嵩,马建秋
宝山钢铁股份有限公司制造管理部,上海
收稿日期:2018年1月16日;录用日期:2018年1月31日;发布日期:2018年2月7日

摘 要
宝钢一二期矿石料场大修期间,原料场矿石输入复杂、种类繁多、数量巨大。为了保障大修期矿石料场的作业管理效率、稳定生产、降低成本,本文对宝钢矿石料场的物流平衡进行了研究,提出了优化措施,提高了料场管理效率,为企业降低成本。
关键词 :原料场,铁矿石,物流优化

Copyright © 2018 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/


1. 前言
企业物流在生产工艺中占据相当大的成本,是其中的一个重要组成部分。钢铁企业的原料物流过程占据生产成本的比例较大,其包括原料的采购、运输输入、料场配置、库存管理、使用管理等 [1] 。
大型钢铁企业原料场的原料来源较多、种类繁杂、储存及物流数量庞大。宝钢矿石料场自2015年起逐步进行大修改造,为了保证此期间矿石料场的作业效率、稳定生产,本文对宝钢矿石料场的物流模式进行了梳理,分析了矿石料场在生产物流过程各环节中所存在的主要问题以及可优化的空间,对物流平衡优化进行了研究,以提高料场管理效率和降低企业成本。
2. 原料场概述
钢铁企业是物流密集型企业,据统计钢铁企业每生产1吨钢,需3~4吨物流周转量 [2] 。在钢铁企业铁前工序中,作为第一道工序,原料场扮演着极其重要的角色。宝钢原料场包括矿石料场、煤场、杂辅料场和混匀料场;用来贮存外来的铁矿石(粉矿、块矿以及球团矿)、焦煤、喷吹煤、动力煤以及白云石、石灰石、硅石、锰矿石、蛇纹石等副原料,此外还有一部分烧结矿、球团矿以及钢铁厂内的循环物,如氧化铁皮、高炉灰、碎焦、烧结粉、匀矿端部料等。占地面积近2 km2,设计储存能力430万t,有效储存能力约500万t,年作业总量约1.4亿t [3] 。肩负了原燃料输入、堆积、输出、筛分、粉碎等功能。它具有如下特点:(其工艺流程图见图1)
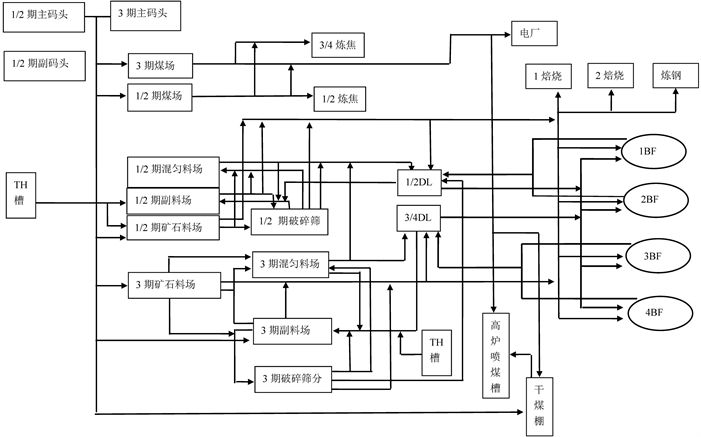
Figure 1. Flow chart of raw material yard process in Baosteel
图1. 宝钢原料场工艺总流程图
1) 占地面积大。某些大钢铁企业原料场占地面积一般为钢铁厂总面积的8%到18%。
2) 集中的布置模式。为了节约投资以及一贯制集中管理,在设计上往往将矿石料场、混匀料场、煤场、杂辅料场以及破碎筛分等加工处理系统尽可能布置在一起。
3) 靠近码头、转运站和主要用户,缩短运输距离。
3. 矿石物流管理及目前存在问题
良好的物流管理不仅可以减短作业时间,提高生产效率,还可以节省人力物力消耗,优化生产作业计划从而避免重复作业及损耗、浪费等相关问题,以确保生产稳定而有序。
原料物流管理首先要确保原料供应在量和质的稳定性,这是确保企业优质、高产、低耗的基础条件。这就要求原料场根据下游用户的生产计划能快速准确地制定作业计划以确保在数量上能够满足后续工艺的连续生产,另外也要考虑生产计划变化下的缓冲。此外应该具备完善的原料质量检验控制制度,在稳定原燃料质量的前提下,通过对作业工艺的把控从而确保在作业过程中不损失原料、不影响生产质量。
其次要尽可能提高原料场的有效空间利用率。在确保能够正常生产的前提下将库存量降到合理水平。充分利用料场现有空间存储原料,减少场地和库存成本上的浪费。
宝钢输送系统经投产运行30多年,其转运站、皮带机及相关设备受腐蚀性粉尘和雨水的侵蚀,腐蚀较严重,设备运行存在严重的安全隐患,并且运输系统的运能也已达极限,给稳定生产和进一步提高产能均带来不利影响。
目前宝钢原料物流还存在其他方面的一些问题,现归纳总结如下:
1) 原料存储量大,资金占用成本高:为了确保生产的连续而稳定,趋向于保守型原料存储,即加大各类原料的库存量,这使得料场管理难度加大,效率变低。
2) 原料物流周期长,料场存储空间有限:由于宝钢铁矿石依赖进口,矿石在途物流周期很长,且受运输计划、天气等其它因素影响,使得矿石到港时间往往变化较多,有时会部分集中到港。这就需要原料场具有一定的额外空间,以满足原料集中到达时的存储需求。同时,由于原料场所存放原料种类多、位置杂乱,故场地利用率相对较低。
3) 原料场总体规划调整
宝钢原料场目前已逐步展开新一轮的改造、整合,考虑到烧结今后的改造,现有输出路由不能适应规划要求。
4) 设备老化、钢结构腐蚀
部分转运站钢结构基础、主梁、支架、桁架等部位发生不同程度的腐烂劣化,存在严重的安全隐患。多条胶带机的头部漏斗、传动滚筒、改向滚筒、中间架及支腿、托辊、导料槽、驱动装置等零部件发生腐蚀和腐烂,不仅严重影响设备强度,而且导致系统故障率提高,零部件更换频繁等。随着生产负荷的日益提高,设备及钢结构的安全隐患将剧烈增加,给生产带来不利影响,严重时可能导致安全事故。
4. 优化矿石料场物流
1、加快料场改造建设
结合原料场现状以及烧结机的改造,原料场改造现已逐步展开,优化料场输出路由,提高料场堆存能力。
2、优化原燃料库存管理
原料库存控制是生产企业,特别是连续生产企业物流管理核心之一 [4] 。宝钢原料场所追求的是在保证原料供应及时,确保安全生产的前提下,还能最大限度地降低库存成本,平衡采购需求和库存成本之间的矛盾。
1) 矿石料场库存管理基本实现计算机控制跟踪和进出库信息的大数据管理。开发智慧制造智能排船系统,结合人工优化方式,使得物流计划精准度提升。
2) 实现集团内各基地、各工序原料管理相关部门和使用部门的之间信息平台共享,及时传递生产变化所带来的原料计划变更,使得信息的传递实现同步、准确,铁矿石物流走向能及时修正,铁矿石库存维持合理水平。
3) 铁矿石使用与运输计划实现最大化匹配,各生产基地之间实现多港联动,使得铁矿石在各基地及中转港口合理分布。
4) 优化铁矿石输入计划与料场堆取料设备能力分配。宝钢铁矿石采用批别管理方式,同一品种分批对方,不同批别料堆与取料设备之间呈对应关系。首先在考虑用料品种需求、输入系统效率最大化、输入路由相对灵活等前提下,能获得更多矿石料场空场地;其次,要进一步提高堆、取料设备的整体效率以及各个堆取料设备之间的负荷均衡。这样使得矿石料场均利用率提高、原料周转周期缩短,同时加强现场操作管理,在保证安全生产的前提下,维持库存在合理水平。
3、优化原料运输调度
宝钢原料运输主要依靠皮带输送机,在连续装卸条件下,可实现不间断输送,所以生产率高。并且皮带系统结构简单、输送物料范围广、维护成本相对较低。
1) 优化原料输入系统检修计划
在制定皮带系统与卸船机检修计划的同时,针对该系统作业特点,分段、分批进行检修,且卸船机检修维护计划与皮带检修计划相匹配,尽量减少对原料输入的影响。例如,原料系A200系常规情况下进行矿石输入作业,且由于一期料场在改造中,三期料场原料周转更快。因此作业时往往是矿石由A200系前段进入A700系后段进入三期料场。在考虑A200系和A700系检修时,可进行优化,降A200系前段与A700系后段一起检修,避免了分开检修时两次影响原料输入作业。且A700系后段检修时,A700系前段的矿石可由A600后段进入三期料场,不影响A700系矿石作业。
2) 加大副原料铁运进厂,减少副原料水运量,用副码头分担部分铁矿石进厂任务。
由于宝钢一期矿石料场在进行改造,堆存能力降低。因此,考虑提高副原料铁路进厂量,将副码头富余出来的3万吨/月能力,择机卸铁矿石。
4、优化矿石料场堆放原则
受堆、取料作业的影响,料场的矿石库存会随着时间点的不同而变化,并且每批次采购的矿石数量和成分组成也都不一定相同。同一地址堆放的原料品种也可能随着生产使用的变化而发生变化。结合宝钢实际情况,为了使矿石料场品种分布实现最优化,在矿石输入阶段进行堆放地址的选择时,应尽可能遵循以下六个原则:
1) 大品种矿石分散堆放。对于使用量较大的矿石品种,应尽量保证双堆以上配置。尤其对于球团矿以及块矿,在双堆以上配置的前提下,能避免由于设备故障或其它原因引起的原料无法取用,也能确保各个取料机工作负荷的平衡。
2) 非固定配置和固定配置的原则。固定配置便于管理,由于每种物料都有其固定的位置,作业简单,但是该种配置方式物流方式不灵活,场地利用率较低。非固定配置方式下任何物料都可以堆放于空白区域,该方式场地利用率较高,但作业管理复杂。采用料场大部分料堆固定配置,而每条料场又配有非固定配置的结合作业管理方式,既可增强计划和作业的应变能力,也可提高场地利用率。
3) 空位的完整性。在进行原料堆料作业时,根据不同品种需要不同的最小堆积长度,应考虑取料作业对空料区完整性的影响,应当尽量形成大型完整的空料区,避免空料场面积过小所造成的空间浪费。
4) 堆取料设备负荷的均衡性。各料场的物料库存量应尽量保持均衡,确保每台堆取料设备能够均衡作业,避免应过度使用某个设备所造成损坏而有的设备作业率低。
5) 安全间距规则。为了尽量减少料堆之间的影响,料堆之间应保持一个安全间距,根据原料品种的不同,安全间距设定为5~10米。
6) 近似分配原则,即成分相近的原料尽量相邻放置 [5] 。尽可能将成分相近的原料在同一料场相邻堆放,成分差别大的物料尽量不堆置在一起,避免因混矿而造成的成分波动进而影响生产造成事故,将相近的物料相邻放置,可以将这种影响减少到最小。
总之,要在有限的料场前提下,尽可能多地考虑各个相关因素,并找出最佳的存储方式,使料场空间发挥其最大的效率,同时兼顾堆取料作业的效率和原料的有效管理。
5、提高铁矿石外轮直进
目前宝钢铁矿石进厂主要由原料码头卸船进入料场。由于码头吃水的限制以及铁矿石物流周期的因素,宝钢铁矿石部分铁矿石可由外轮直卸料场,为了保证生产用料,另一部分则需卸在马迹山等中转港口,再由二程船倒驳卸入料场,导致铁矿石物流成本增加。结合以上优化措施,进尽量提高外轮直进量,降低物流成本。
5. 效果
1) 在料场改造期间,堆存能力大幅降低情况下,保证生产用料安全的基础上维持矿石在较低的合理范围,节约成本。
自2015年矿石料场改造一来,料场设计堆存能力由210万吨左右降至目前177万吨左右。而铁矿石库存始终维持在合理水平,铁矿石库存天数保持在15天以上。具体数据见图2。
2) 通过优化措施,提高铁矿石进厂完成率
通过对料场库存管理、运输管理、堆放原则管理以及检修系统的优化,铁矿石进厂效率明显提升。进厂完成率由2015年96.7%提高至目前101.2% (图3)。
3) 多港联动,提高外轮直进率,降低全口径铁矿石库存
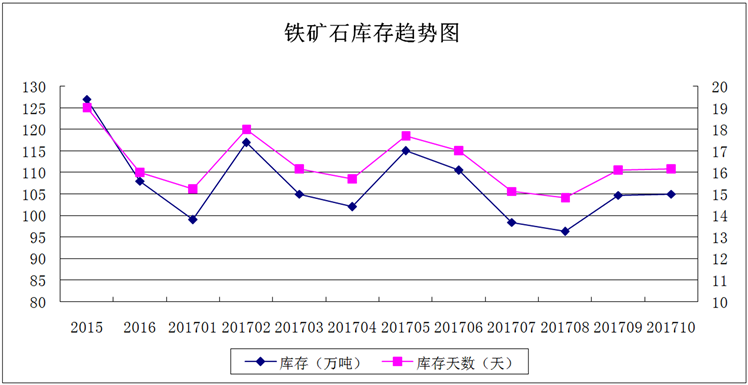
Figure 2. The trend of ore stock in Baosteel
图2. 矿石料场库存趋势图
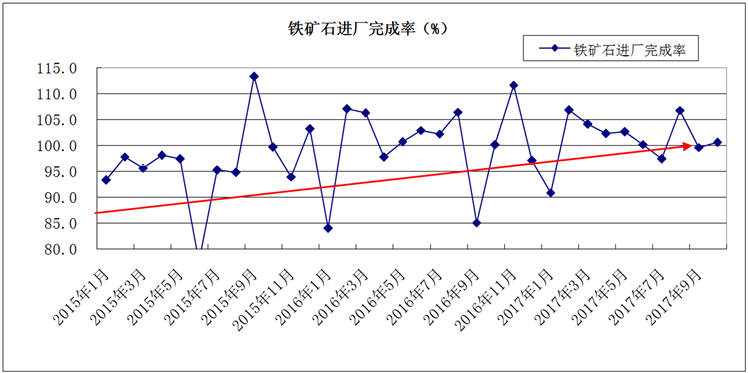
Figure 3. The completion ratio of iron ore incoming plan
图3. 铁矿石进厂完成率趋势图
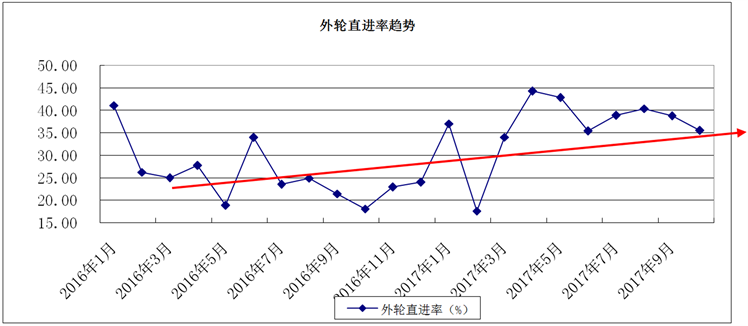
Figure 4. The trend of iron ore direct incoming rate
图4. 铁矿石外轮直进率趋势图
通过优化措施,强化库存管理和物流运作,外轮直进率由2016年25.5%提高至目前36.4%,详见图4。
并且通过集团内多基地、多港口联动,全口径铁矿石库存降低了21%,大幅降低资金占用,降低企业成本。
6. 结论
本文介绍了宝钢矿石料场的工艺概况和日常操作。就料场的实际情况结合生产工艺和料场改造计划,研究了宝钢铁矿石物流过程中所遇到的合理库存、配置优化等问题,并通过提出的优化措施,充分利用料场现有存储空间,使其铁矿石料场配置更加合理,尽可能提高场地利用率,保持合理的库存范围以提高外轮直进减少物流费用,既满足了安全生产用料需求又降低了企业成本。
文章引用
何 嵩,马建秋. 宝钢矿石料场物流优化研究
The Optimization Research of Ore Yard of Baosteel[J]. 现代管理, 2018, 08(01): 53-59. http://dx.doi.org/10.12677/MM.2018.81006
参考文献 (References)
- 1. 马彩凤. 钢铁原料库存及布局优化[D]: [硕士学位论文]. 沈阳: 东北大学, 2011.
- 2. 黄淑利. 中国行业分析报告2005: 钢铁行业[M]. 北京: 中国经济出版社, 2005.
- 3. 仇晓磊, 等. 宝钢原料场节能环保改造实践[C]//2011年全国冶金节能减排与低碳技术发展研讨会. 唐山: 宝山钢铁股份有限公司炼铁厂, 172.
- 4. 朱晓琼. 钢铁企业供应链库存问题研究[D]: [硕士学位论文]. 武汉: 武汉科技大学, 2008: 14.
- 5. 柯畅, 郑永前. 钢铁料场输入配置数学模型的研究[J]. 物流技术, 2007, 26(9): 73-76.