Instrumentation and Equipments
Vol.04 No.03(2016), Article ID:18638,8
pages
10.12677/IaE.2016.43009
Study on Prediction and Model of Milling Force of 42CrMo Steel
Dewen Tang1,2*, Wenming Zhang1, Ruilan Zhao1, Cong Peng1
1School of Mechanical Engineering, University of South China, Hengyang Hunan
2Hunan Provincial Key Laboratory of Emergency Safety Technology and Equipment for Nuclear Facilities, Hengyang Hunan

Received: Sep. 6th, 2016; accepted: Sep. 26th, 2016; published: Sep. 29th, 2016
Copyright © 2016 by authors and Hans Publishers Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



ABSTRACT
42CrMo steel is a typical high strength alloy structural steel, which is widely used in the cross section of the requirement for high strength. But parts’ processing quality and service life are drastically affected due to excessive cutting force, cutting temperature, no broken chip and tool wear in the process of milling. In this paper, orthogonal experiment method for milling high strength 42CrMo steel experiments is carried out. The basic characteristic of cutting force is studied in milling process of the high strength 42CrMo steel. The radial cutting depth, the axial cutting depth and each tooth feeding effect on cutting force are analyzed. And using the least squares regression analysis, the empirical formula milling force was obtained to provide reference for design and cutting parameter selection.
Keywords:High Strength 42CrMo Steel, Milling Force, Milling Parameters, Milling Force Modeling

高强度42CrMo钢立铣切削力实验与建模
唐德文1,2*,张文明1,赵瑞兰1,彭聪1
1南华大学机械工程学院,湖南 衡阳
2核设施应急安全技术与装备湖南省重点实验室,湖南 衡阳

收稿日期:2016年9月6日;录用日期:2016年9月26日;发布日期:2016年9月29日

摘 要
42CrMo钢是典型高强度的中碳合金结构钢,广泛应用于截面大强度要求高的构件中,但在铣削过程中因切削力过大、切削温度过高、切屑不易折断和刀具磨损剧烈等严重影响零部件的加工质量和使用寿命。本文采用正交实验方法对高强度42CrMo钢进行铣削实验,研究了高强度42CrMo钢铣削过程中切削力的基本特征,分析了径向切深、轴向切深、每齿进给量等铣削参数对切削力的影响。并利用最小二乘法回归分析,得到铣削力经验公式,为铣削42CrMo钢刀具设计和切削参数选择提供了参考依据。
关键词 :高强度42CrMo钢,铣削力,铣削参数,铣削力建模

1. 引言
42CrMo钢是典型的中碳合金结构钢,具有优越的抗疲劳性、抗冲击性,较好的低温韧性和回火脆性,广泛应用于强度要求高,断面尺寸较大的构件,如大型工程机械牵引用的齿轮、轴、连杆等受载荷极大的零件、石油深井钻机接头和打捞工具等 [1] 。但是从切削加工性能上看,42CrMo高强度钢在切削过程中常表现出切削力大、切削温度高、切屑不易折断和刀具磨损剧烈等现象,导致严重的加工硬化和较大的残余应力,影响加工精度 [2] 。因此,研究高强度42CrMo切削加工过程中影响切削力的有关因素、分析切削力的变化规律,对切削过程中切削力的预测及控制、保证加工质量具有重要意义。
1232近年来,国内外众多的学者对难加工材料切削力实验和建模做了大量的研究。张滢、胡志明等人 [3] [4] 利用切削刃微元思想建立铣削力模型,通过正交实验确定铣削力系数得到铣削力预测模型。李炳林等人 [5] 建立了基于斜角切削的切削力预报模型。王启东等人 [6] 根据切削过程中的犁切效应和剪切效应建立了切削力预报模型。谭光宇等人 [7] 建立了考虑侧刃铣削和横刃铣削切削力预报模型。富宏亚等人 [8] 建立考虑尺度效应、单齿切削及主轴径向跳动的曲面铣削切削力预报模型。王素玉等人 [9] 设计了多因素正交试验,根据回归分析原理和最小二乘法建立了高速铣削力预报模型。刘鹏等人 [10] 以TA15为高速切削加工对象,建立了以轴向切深、每齿进给量、轴向切深为参数的回归线性分析预报模型。但对于高强度42CrMo钢材料加工,缺少可以借鉴的数据。
本文选择常见立式顺铣加工方式,采用单因素实验方法在加工中心上进行铣削加工实验。分析高强度42CrMo钢铣削过程中切削力的基本特征,研究径向切深、轴向切深、每齿进给量等铣削参数对切削力的影响。通过得到的各方向的铣削力数值运用多元线性回归方法,建立了立铣切削力的数学模型。从而为铣削42CrMo钢刀具设计和切削参数选择提供了参考依据。
2. 实验
2.1. 实验方案的确定
实验选用TiAlN涂层硬质合金立铣刀,4刃,刀具直径Ø 6 mm,螺旋角为45˚,长50 mm,前角为5˚,后角为8˚,刃长为16 mm。工件材料为42CrMo,其硬度为37HRC,大小为150 × 140 × 120,化学成分为:C:0.38~0.45,Si:0.17~0.37,Mn:0.50~0.80,S:≤0.035,P:≤0.035,Cr:0.90~1.20,Ni:≤0.30,Cu:≤0.30,Mo:0.15~0.25。铣削方式为顺铣,干切削,空气冷却。实验在MICKON UCP1000高速立式加工中心上进行,加工时,刀具旋转和Z向运动,工作台带动工件产生偏置和进给运动。刀具顺时针转动,采用KISTLER9265B三向动态测力仪、KISTLER5019A电荷放大器和TDS210示波器进行铣削测力实验,见图1所示。
2.2. 切削参数设置
影响铣削力的因素主要有切削速度(m/min)、进给量f(mm/z)、径向切深Ae(mm)、轴向切深Ad(mm)和刀具直径(mm)。为了不考虑刀具直径和刀具材质的影响,更好地反应出42CrMo高强度钢铣削加工中切削力的变化,实验采用TiAlN涂层硬质合金立铣刀进行铣削加工实验。实验选取对铣削力有重要影响的三个铣削参数(进给量、径向切深、轴向切深)作为因素,设计出3因素3水平的9点正交实验。铣削速度为120 m/min,得到了不同铣削参数下X、Y、Z三向铣削平均力,见表1。
3. 铣削力基本特征
图2是42CrMo高强度铣削过程中刀具进入稳态切削后的X、Y、Z三个方向铣削力变化曲线。可见,随时间增加,三个方向上的铣削力均呈现周期性的脉动变化。其主要原因是铣削属于不连续切削,刀齿会不断反复地切入、切出工件,从而使铣削力出现波动;另外,铣削高强度刚时,切削过程中刀具回弹、
![]()
Figure 1. Schematic diagram of measuring force system in 42CrMo milling process
图1. 42CrMo铣削加工測力系统示意图

Table 1. Result of orthogonal experiment data in 42CrMo milling process
表1. 42CrMo铣削加工正交实验数据结果
![]()
![]() (a) (b)
(a) (b)![]() (c)
(c)
Figure 2. Curve of cutting force in 42CrMo milling process (Vc = 120 m/min, F = 0.1 mm/r, Ae = 0.5 mm, Ap = 3 mm)
图2. 42CrMo高强度铣削切削力变化曲线(Vc = 120 m/min, F = 0.1 mm/r, Ae = 0.5 mm, Ap = 3 mm)
切空等使得铣削力出现波动,并产生负值。从图2中还可以看出X、Y、Z三个方向铣削力波动幅度大小不一,其中X方向的铣削力波动幅度最大,Y方向的次之,Z方向的最小。这是因为X方向与工件进给方向一致,工件始终紧压着刀具,故X方向的铣削力是最大的,波动幅度也是最大的。Y方向的铣削力与进给方向垂直,并沿刀具径向,刀具对工件的挤压作用不明显,所以波动幅度也是较小的。Z方向铣削力是沿着刀具轴线方向的,由于刀具轴向受力很小,所以Z方向的铣削力波动幅度会很小。由公式![]() ,可得42CrMo高强度铣削时X、Y、Z三个方向铣削力合力,数据结果见表1。
,可得42CrMo高强度铣削时X、Y、Z三个方向铣削力合力,数据结果见表1。
4. 铣削力影响因素分析
图3是42CrMo高强度钢铣削过程中进给量对铣削力影响的分布曲线。可见,随进给量的增加切削力逐渐增大,但X、Y、Z三个方向切削力增速不同。X方向上的Fx增大速率先变大后变小;Y方向上的Fy增大速率几乎呈线性增长;Z方向上的Fz增大速率先变小后变大。
图4为径向切深对铣削力的影响。由图可见,随径向切深的增加铣削力增大,但X、Y、Z三个方向切削力增大速率有差异。这是因为在其它条件不变的情况下,径向切深的增加会使单位时间内切削未变形体积增加,刀具与切屑的接触面积增加,从而使得铣削力的增大。
![]()
Figure 3. Effect of feed rate on milling force
图3. 进给量对铣削力的影响
![]()
Figure 4. Effect of radial cutting depth on milling force
图4. 径向切深对铣削力的影响
图5为切削深度对铣削力的影响。由图可知,切削深度的增加会导致X、Y、Z三个方向的铣削力增加,其中X方向的切削力Fx增加较慢;Y方向的切削力Fy沿直线增加;Z方向的切削力Fz增加速率先增大后变小。这是因为轴向切深的增加会导致切削层的宽度增大,刀具与切屑的接触面积增大,导致切削抗力的增大。
为了更深入了解各铣削参数对铣削力的影响,由铣削力极差分析表2可知,X、Z方向上的铣削力Fx、Fz受径向切深最大,进给量次之,轴向切深最小。Y方向的铣削力Fy受轴向切深最大,进给量次之,径向切深最小。
5. 铣削力建模
根据金属切削原理,铣削力与切削参数的指数成正比例关系,不同的铣削力模型以及相关切削常数的确定决定了铣削力的大小 [11] 。其经验公式如下:
![]() (1)
(1)
![]() (2)
(2)
![]() (3)
(3)
其中Fx、Fy、Fz是为X、Y、Z三个方向切削力,a1、a2、a3、a4分别表示切削深度(Ap)、切削转速(v)、进给量(f)、切削宽度(Ae)的切削指数。对表1中的数据进行多元线性回归,须将式(1)、(2)、(3)指数形式方程转换为对数形式,即:
 (4)
(4)
 (5)
(5)
 (6)
(6)
为求得铣削力经验公式预报模型,根据线性回归原理,采用Matlab软件对正交实验数据结果进行分析,求得铣削力经验公式中的系数,并代入经验公式,建立铣削力预报模型。
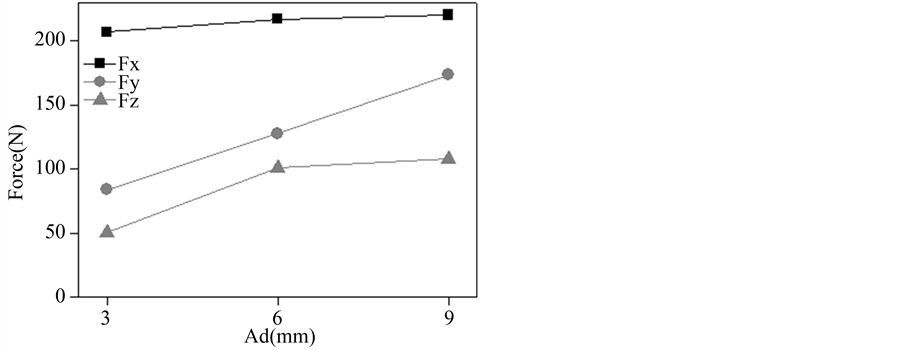
Figure 5. Effect of axial cutting depth on milling force
图5. 轴向切深对铣削力的影响
Table 2. Analysis of milling force range of 42CrMo steel
表2. 42CrMo钢铣削力极差分析状况
其求解过程如下:
f=[0.1,0.1,0.1,0.2,0.2,0.2,0.3,0.3,0.3];
Ae=[0.5,1,1.5,0.5,1,1.5,0.5,1,1.5];
Ad=[3,6,9,6,9,3,9,3,6];
F2=[133.99, 163.11, 297.08, ……,276.99, 430.80];
x1=ln(f);
x2=ln(Ae);
x3=ln(Ad);
y1=ln(F2);
X=[ones(length(y1),1),x1',x2',x3'];
Y=y1';
[b,bint,r,rint,stats]=regress(Y,X,0.05);
b,bint,r,rint,stats
rcoplot(r,rint)
其中,代码[b,bint,r,rint,stats] = regress(Y,X,0.05)中,b表示回归系数即经验公式中的lnCx、β1、β2、β3、β4; bint表示回归系数的区间估计;r表示各组数据的残差;rint表示置信区间;stats表示用于检验回归模型的统计量:相关系数r2、F值和与F对应的概率P;0.05表示显著性水平。代码rcoplot(r,rint)表示绘制出残差及其置信区间。
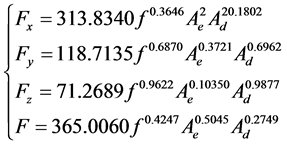
经Matlab求解,42CrMo高强度钢铣削切削力经验公式如下:
6. 结论
通过正交铣削实验,分析了高强度42CrMo钢铣削力特征,得出了径向切深、轴向切深、每齿进给量等铣削参数对切削力的影响,其中径向切深的影响最大,进给量次之,轴向切深最小。应用多元线性回归方法建立了高强度42CrMo钢铣削力模型,为铣削42CrMo钢刀具设计和切削参数选择提供了参考依据。
基金项目
本论文由湖南省省市联合基金资助项目(2015JJ5023),中国博士后面上基金(
文章引用
唐德文,张文明,赵瑞兰,彭聪. 高强度42CrMo钢立铣切削力实验与建模
Study on Prediction and Model of Milling Force of 42CrMo Steel[J]. 仪器与设备, 2016, 04(03): 61-68. http://dx.doi.org/10.12677/IaE.2016.43009
参考文献 (References)
- 1. 富宏亚, 张翔, 韩振宇, 等. 微径球头铣刀铣削力建模与仿真[J]. 计算机集成制造系统, 2011, 17(7): 1448-1453.
- 2. 王素玉, 艾兴, 赵军, 等. 高速立铣3Cr2Mo模具钢切削力建模及预测[J]. 山东大学学报(工学版), 2006, 36(1): 1- 5.
- 3. 刘鹏, 徐九华, 冯素玲, 等. PCD刀具高速铣削TA15钛合金切削力的研究[J]. 南京航空航天大学学报, 2010, 42(2): 224-229.
- 4. 徐钢新, 陈亮, 李勃, 蒋新标, 等. 多次调质对42CrMo钢组织和力学性能的影响[J]. 金属热处理, 2014, 39(5): 112-113.
- 5. 朱红波, 孙立强. 基于Deform3D的42CrMo钢切削力有限元仿真[J]. 工具技术, 2015, 49(8): 32-35.
- 6. 张滢, 梁万勤, 杨者青. 球头铣刀切削力模型的建立[J]. 工具技术, 2006, 40(8): 47-50.
- 7. 胡志明, 王仲奇, 吴建军, 等. 航空薄壁件铣削加工铣削力预测方法研究[J]. 机床与液压, 2008, 36(3): 1-4, 12.
- 8. 李炳林, 胡于进, 王学林, 等. 基于斜角切削理论的立铣切削力预测研究[J]. 中国机械工程, 2011, 22(19): 2283- 2288.
- 9. 王启东, 刘战强, 汤爱民, 等. 平头螺旋刃立铣刀切削力预报模型的建立与数值仿真(一)—刀具几何参数对铣削力的影响[J]. 工具技术, 2011, 45(3): 17-22.
- 10. 谭光宇, 刘青山, 刘璨, 等. 平底立铣刀高速铣削切削力解析建模[J]. 机械科学与技术, 2012, 31(11): 1735-1739.
- 11. El-Wardany, T.I., Mohammed, E. and Elbes-tawi, M.A. (1996) Cutting Temperature of Ceramic Tools in High Speed Machining of Difficult to Cut Materials. International Journal of Machine Tool and Manufacture, 36, 611-634. http://dx.doi.org/10.1016/0890-6955(95)00043-7